Изобретение относится к машиностроению, а именно к станкам для абразивной зачистки изделий.
Известен передвижной гидрофицированный обдирочно-зачистной станок [1]
Станок смонтирован на кабине. По направляющим кабины перемещается мост, управляемый гидроцилиндром. Вдоль моста движется каретка, имеющая цапфы, управляемая гидроцилиндром. На цапфах закреплен хобот со шлифовальной бабкой, рукояткой управления, электродвигателем и шлифовальным кругом. Хобот приводится в движение от гидроцилиндра.
Станок работает следующим образом. Прилагая небольшое усилие к рукоятке управления, рабочий приближает шлифовальный круг к зачищаемой поверхности. При этом шлифовальный круг поджимается к зачищаемой поверхности с силой, зависящей не от рабочего, а от давления в гидросистеме.
Станок имеет следующие недостатки:
На виде в плане (сверху на станок) вертикальная ось гидроцилиндра качания хобота со шлифовальной бабкой находится в одной плоскости с продольной осью хобота, а шлифовальный круг закреплен консольно относительно его, поэтому от усилия прижима круга возникает скручивающий хобот момент, приводящий к неравномерной нагрузке цапф, перекосу каретки, неравномерной нагрузке катков, направляющих и металлоконструкции. Кроме того, ось действия гидроцилиндра управления моста не проходит через площадку контакта шлифовального круга со шлифуемой поверхностью, поэтому от усилия резания и усилия гидроцилиндра возникает момент, приводящий к значительным перекосам моста, неравномерной загрузке его катков, направляющих и металлоконструкции. В результате снижается долговечность и повышается металлоемкость, особенно при силовом шлифовании высокостойкими скоростными кругами горячего прессования, для нормальной и эффективной эксплуатации которых требуются усилия прижима на порядок больше, чем обычных кругов.
Известна "Машина зачистная универсальная для мелких отливок" (черт.ОЛ 9968-223СБ ВНИТИ, Санкт-Петербург, 1989г.) [2]
Машина смонтирована на станине.
По направляющим станины перемещается мост на катках, по направляющим которого перемещается каретка на катках, к которой прикреплен кронштейн с цапфами на конце. На цапфах закреплена маятниковая шлифовальная головка, с одной стороны которой установлен электродвигатель и шарнирно присоединен гидроцилиндр качания головки, с другой закреплены рукоятка управления и консольно шпиндель со шлифовальным кругом.
Машина зачистная работает следующим образом.
Прилагая небольшое усилие к рукоятке, рабочий приближает шлифовальный круг к зачищаемой поверхности. При этом шлифовальный круг поджимается к зачищаемой поверхности с силой, зависящей не от рабочего, а от давления в гидросистеме.
Машина имеет следующие недостатки.
На виде в плане (сверху) вертикальная ось гидроцилиндра качания шлифовальной головки находится в одной вертикальной плоскости с продольной осью шлифовальной головки, а шлифовальный круг установлен консольно относительно ее. Поэтому от усилия прижима круга возникает скручивающий момент, приводящий к неравномерной нагрузке цапф, перекосу каретки, неравномерной нагрузке катков, направляющих и металлоконструкции. Кроме того, ось гидроцилиндра моста не проходит через площадку контакта шлифовального круга со шлифуемой поверхностью, поэтому от усилия резания и усилия гидроцилиндра возникает момент, приводящий к дополнительному перекосу моста, неравномерной нагрузке его катков, направляющих и металлоконструкции, особенно при силовом шлифовании высокостойкими скоростными кругами горячего прессования, для нормальной и эффективной эксплуатации которых требуются усилия прижима на порядок больше, чем обычных кругов.
Наиболее близким решением по технической сущности, т.е. прототипом, является [3]
По направляющим станины перемещается мост на катках, по направляющим которого перемещается каретка на катках, к которой прикреплен кронштейн с цапфами на конце. На цапфах установлена маятниковая шлифовальная головка, с одной стороны которой установлен электродвигатель и шарнирно присоединен гидроцилиндр качания головки, с другой закреплены рукоятка управления и консольно шпиндель со шлифовальным (обдирочным) кругом.
Машина зачистная работает следующим образом.
Прилагая небольшое усилие к рукоятке управления, рабочий приближает шлифовальный круг к зачищаемой поверхности. При этом шлифовальный круг поджимается к зачищаемой поверхности с силой, зависящей не от рабочего, а от давления в гидросистеме.
Машина имеет следующие недостатки.
На виде в плане (сверху) вертикальная ось гидроцилиндра качания шлифовальной головки находится в одной вертикальной плоскости с продольной осью шлифовальной головки, а шлифовальный круг установлен консольно относительно ее. Поэтому от усилия прижима круга возникает скручивающий момент, приводящий к неравномерной нагрузке цапф, перекосу каретки, неравномерной нагрузке катков, направляющих и металлоконструкции. Кроме того, ось действия гидроцилиндра каретки не проходит через площадку контакта шлифовального круга со шлифуемой поверхностью, поэтому от усилия резания и усилия гидроцилиндра возникает момент, приводящий к дополнительному перекосу каретки, неравномерной нагрузке катков, направляющих и металлоконструкции, в результате снижается долговечность и повышается металлоемкость, особенно при силовом шлифовании высокостойкими скоростными кругами горячего прессования, для нормальной и эффективной эксплуатации которых требуются усилия прижима на порядок больше, чем обычных кругов.
Задачей изобретения является повышение долговечности и снижение металлоемкости станка.
Указанный технический результат достигается тем, что расстояние от продольной оси маятниковой шлифовальной головки до оси гидроцилиндра качания головки (l1) соответствует условию
где l2 расстояние от пятна контакта шлифовального круга до продольной оси шлифовальной головки;
L1 расстояние от пятна контакта шлифовального круга до оси цапф;
L2 расстояние от оси гидроцилиндра шлифовальной головки до оси цапф; а проекция оси гидроцилиндра каретки проходит через пятно контакта шлифовального круга со шлифуемой поверхностью.
Сопоставительный анализ с прототипом позволяет сделать вывод, что в предлагаемом устройстве достигается более равномерная и низкая нагрузка на цапфы, катки, каретку, направляющие, металлоконструкцию за счет рациональной установки гидроцилиндров относительно маятниковой шлифовальной головки и выбора основных размеров ее, кроме того, таким образом возможно осуществить модернизацию существующих гидрофицированных станков под применение высокостойких скоростных кругов и повысить их производительность в 1,5.2 раза.
Следовательно, изобретение соответствует критерию "новизна".
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаков, отличающих изобретение от известных решений, что позволяет сделать вывод о соответствии критерию "изобретательский уровень".
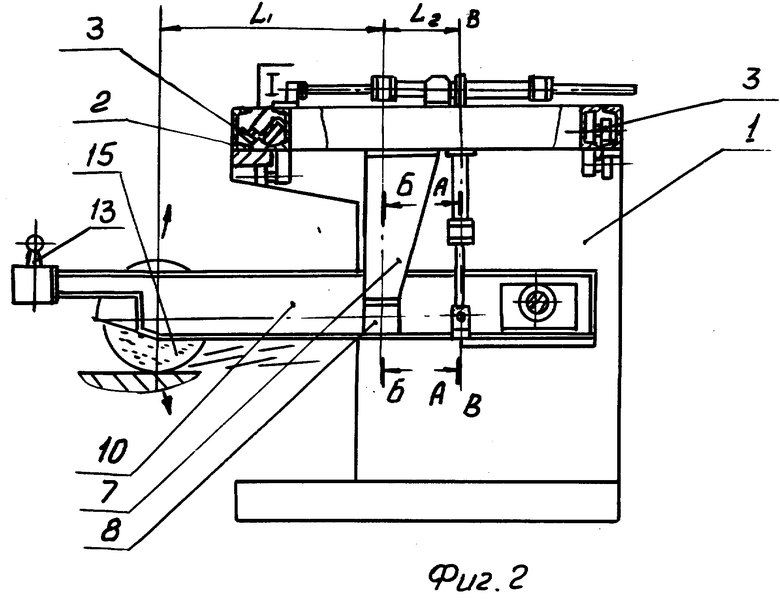
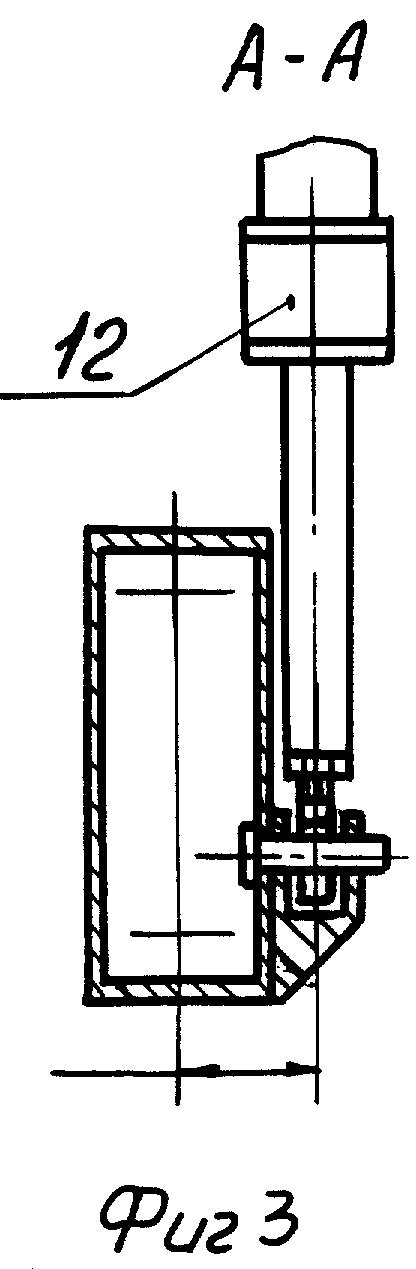
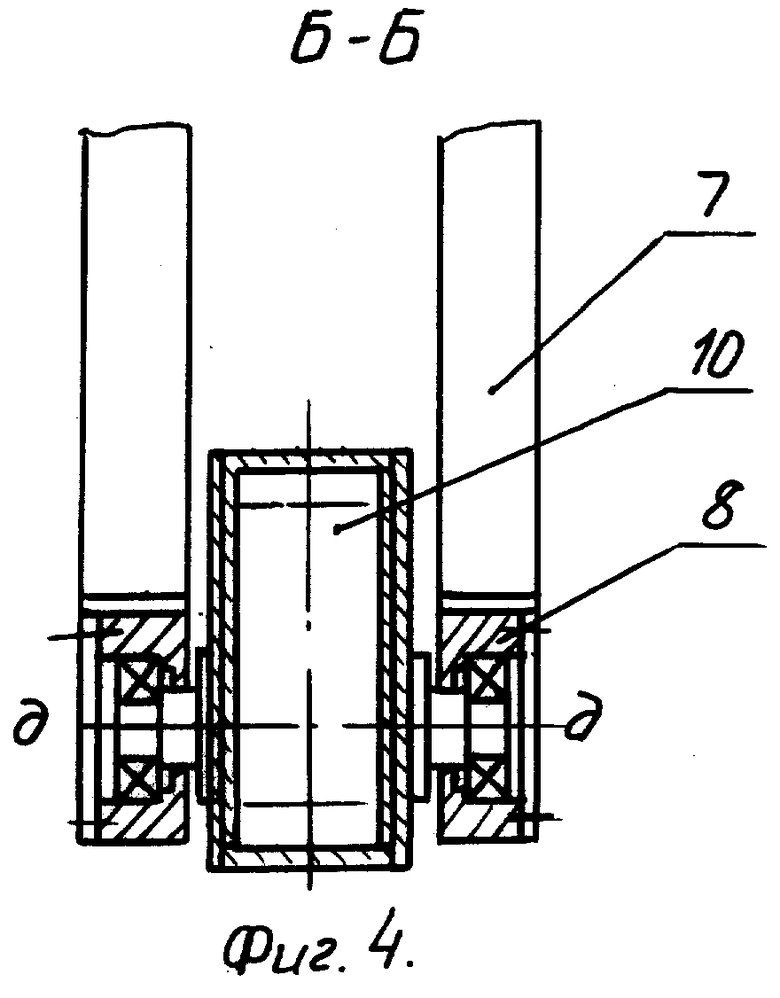
На фиг.1 показано устройство, вид сверху; на фиг.2 устройство, вид сбоку; на фиг.3 разрез А-А на фиг.2; на фиг.4 разрез Б-Б на фиг.2.
Гидрофицированный обдирочно-шлифовальный станок содержит станину 1 с направляющими 2, по которым перемещается на катках 3 мост 4 с направляющими 5. По направляющим 5 перемещается на катках каретка 6 с закрепленным на ней кронштейном 7 с цапфами 8 при помощи гидроцилиндра каретки 9. На цапфах смонтирована маятниковая шлифовальная головка 10, с одной стороны которой установлен электродвигатель 11 и шарнирно присоединен гидроцилиндр качания головки 12, с другой закреплены рукоятка управления 13 и консольно шпиндель 14 со шлифовальным (обдирочным) кругом 15.
На фиг.1 и 2 условно показаны пятно контакта "а" шлифовального круга на зачищаемой поверхности, б-б продольная ось маятниковой шлифовальной головки, в-в ось гидроцилиндра качания головки, г-г ось гидроцилиндра каретки, д-д ось цапф, l1 расстояние от продольной оси головки до оси гидроцилиндра головки, l2 расстояние от пятна контакта шлифовального круга до продольной оси шлифовальной головки, L1 расстояние от пятна контакта шлифовального круга до оси цапф, L2 расстояние от оси гидроцилиндра качания головки до оси цапф.
Станок работает следующим образом.
Прилагая небольшое усилие к рукоятке управления 13, рабочий приближает круг 15 к зачищаемой поверхности и поджимается гидроцилиндром качания головки 12 с силой, зависящей от давления в гидросистеме. Перемещение круга вперед-назад вдоль оси г-г осуществляется гидроцилиндром каретки 9, причем ось этого гидроцилиндра на виде в плане (сверху) проходит через пятно контакта круга с зачищаемой поверхностью.
Известны усилие гидроцилиндра Pц качания шлифовальной головки и L1 и L2, тогда усилие прижима шлифовального круга Pу
Чтобы исключить передачу скручивающего момента от усилия Pу на каретку необходимо
Pц•l1 Pу•l2
После подставления первого равенства во второе получаем
кроме того, ось гидроцилиндра каретки при виде в плане (сверху) на станок проходит через пятно контакта круга с зачищаемой поверхностью, что позволяет в этой плоскости исключить перекосы каретки от усилий.
В результате значительно снижаются усилия, а нагрузки на цапфы, кронштейны, каретку и металлоконструкцию становятся более равномерными, что позволяет повысить долговечность, надежность, плавность работы, снизить металлоемкость, что особенно важно в случае применения высокостойких скоростных кругов горячего прессования, для нормальной эксплуатации которых усилие прижима круга требуется на порядок выше, чем обычных. Кроме того, данное техническое решение позволяет сделать возможным модернизацию существующих гидрофицированных станков для эксплуатации таких кругов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ ИЛИ РАЗБОРКИ ВИНТОВЫХ СОЕДИНЕНИЙ (ВАРИАНТЫ) | 1994 |
|
RU2091204C1 |
| ПЕРЕДВИЖНОЙ ГИДРОФИЦИРОВАННЫЙ ОБДИРОЧНО- ЗАЧИСТНОЙ СТАНОК | 1969 |
|
SU233477A1 |
| Манипулятор для зачистки наружных поверхностей отливок | 1981 |
|
SU997977A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ДВУХСТОРОННЕЙ ПРИВАРКИ РЕБЕР ПРЕРЫВИСТЫМ ШВОМ | 1993 |
|
RU2094199C1 |
| СТАНОК АБРАЗИВНО-ОТРЕЗНОЙ | 2023 |
|
RU2829071C1 |
| ОБДИРОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2399477C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВОЙ КЛЕПКИ | 1993 |
|
RU2065795C1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ЗАКЛЕПОК | 1993 |
|
RU2092252C1 |
| БУНКЕРНО-ЗАГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1994 |
|
RU2066613C1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ПО НАГРЕВАЕМОЙ ОСНАСТКЕ | 1994 |
|
RU2090300C1 |
Использование: в машиностроении, в станках для абразивной зачистки изделий. Сущность: станок содержит установленный на направляющих станины мост, по направляющим которого перемещается каретка, связанная с гидроцилиндром. На цапфах каретки смонтирована маятниковая шлифовальная головка, несущая шлифовальный круг и соединенная с гидроцилиндром качания. Причем круг и гидроцилиндр расположены консольно по разные стороны шлифовальной головки. Расстояние от продольной оси маятниковой шлифовальной головки до оси гидроцилиндра качания головки (l1) выбирают из условия  , где l2 - расстояние от пятна контакта шлифовального круга до продольной оси шлифовальной головки; L1 - расстояние от пятна контакта шлифовального круга до оси цапф; L2 - расстояние от оси гидроцилиндра шлифовальной головки до оси цапф, а проекция оси гидроцилиндра каретки проходит через пятно контакта шлифовального круга со шлифуемой поверхностью. 4 ил.
, где l2 - расстояние от пятна контакта шлифовального круга до продольной оси шлифовальной головки; L1 - расстояние от пятна контакта шлифовального круга до оси цапф; L2 - расстояние от оси гидроцилиндра шлифовальной головки до оси цапф, а проекция оси гидроцилиндра каретки проходит через пятно контакта шлифовального круга со шлифуемой поверхностью. 4 ил.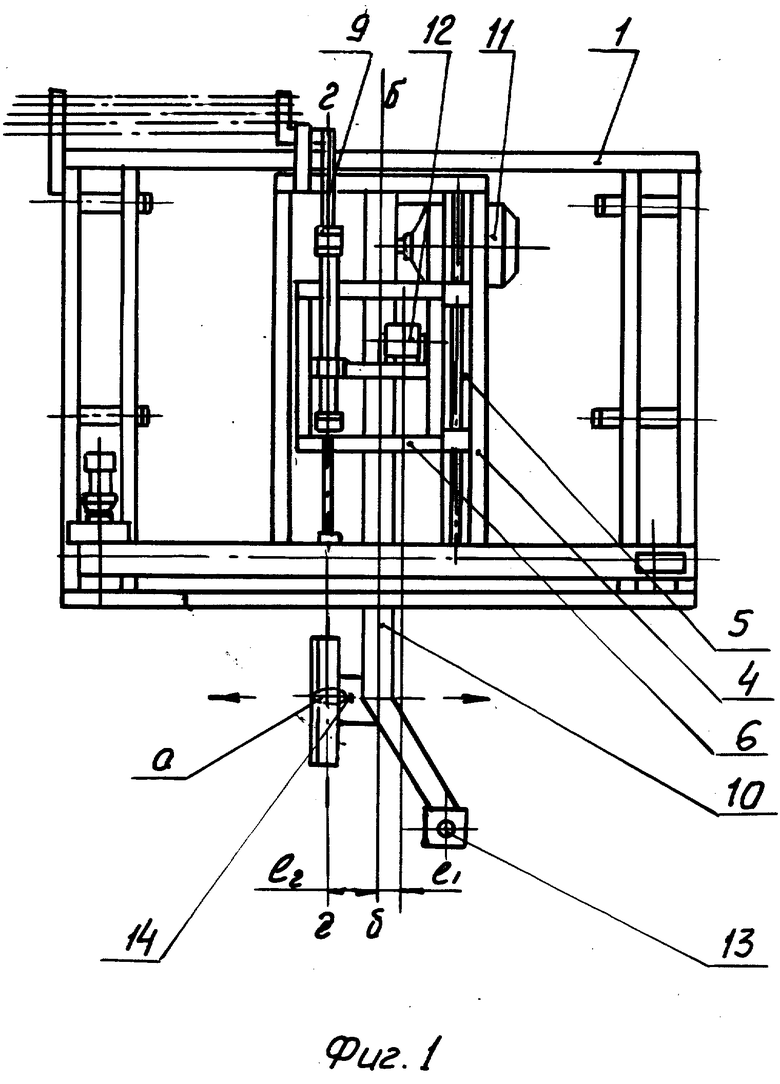
Гидрофицированный обдирочно-шлифовальный станок, содержащий станину, установленный на направляющих станины мост, по направляющим которого перемещается гидроцилиндром каретка с маятниковой шлифовальной головкой на цапфах с консольно установленным на ней шлифовальным кругом с одной сторона и гидроцилиндром качания ее с другой стороны, отличающийся тем, что расстояние от продольной оси шлифовальной головки до оси гидроцилиндра качания ее (l1) выбирают из условия
где l2 расстояние от пятна контакта шлифовального круга до продольной оси шлифовальной головки;
L1 расстояние от пятна контакта шлифовального круга до оси цапф;
L2 расстояние от оси гидроцилиндра шлифовальной головки до оси цапф,
а проекция оси гидроцилиндра каретки проходит через пятно контакта шлифовального круга со шлифуемой поверхностью.
| SU, авторское свидетельство, 233477, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Машина зачистная универсальная для мелких отливок | |||
| Устройство для регулирования числа оборотов асинхронного двигателя | 1927 |
|
SU9968A1 |
| - С.-Петербург, ВНИТИ, инвент | |||
| КОЛОСНИКИ ТИПА КОЛОСНИКОВ НОБЕЛЯ | 1927 |
|
SU8921A1 |
| Машина зачистная | |||
| Черт | |||
| Устройство для регулирования числа оборотов асинхронного двигателя | 1927 |
|
SU9968A1 |
| - С.-Петербург, Сб | |||
| ВНИТИ, инвент | |||
| КОЛОСНИКИ ТИПА КОЛОСНИКОВ НОБЕЛЯ | 1927 |
|
SU8921A1 |
