Изобретение относится к литейному производству, в частности к оборудованию для изготовления литейных стержней. Известен восьмипозиционный стержневой автомат, предназначенный для изготовления мелких стержней из быстротвердеющих термореактивных смесей в горячих ящиках с вертикальным резъемом.
Автомат содержит центральную колонну, на которую посажен поворотный стол с восемью стержневыми ящиками и пескодувную головку. Под пескодувной головкой на позиции настрела смеси расположен стол прижима. 0на столе установлен П-образный рычаг, к концам которого шарнирно прикреплены скобы с трапецеидальными пазами. Стержневые ящики оснащены клиновыми замками(1).
Недостатком известного автомата является невозможность плотного зажима стержневого ящика между нижней поверхностью стержневого ящика и поверхностью подъемного стола. Это ограничивает номенклатуру стержней, которые могут быть изготовлены на автомате из-за того, что не обеспечивается возможность изготовления стержней, расположенных по всей высоте ящика.
Наиболее близким к предлагаемому техническому решению по сущности и достигаемому результату является двухпозиционная установка для изготовления литейных стержней по нагреваемой оснастке, которая содержит пескодувную головку, подъемный стол, нагреваемые стержневые ящики, установленные на механизмах перемещения и выполненные с вертикальной плоскостью разъема, причем одна из частей ящика соединена с приводом, а на подъемном столе и пескодувной головке соответственно размещены Г-образные зажимы(2).
Закрытие стержневого ящика на данной установке осуществляется за счет хода подъемного стола. При этом ролики Г-образного зажима взаимодействуют с нижней плоскостью ящика, а упорные винту Г-образного зажима запирают ящик в горизонтальном направлении. Вначале зажимается нижняя часть ящика, а затем в конце хода подъемного стола происходит зажим верхней части стержневого ящика. Недостатком известной двухпозиционной установки является невозможность получения годных стержней (и тем более стержней, расположенных по всей высоте ящика из-за необходимости плотного смыкания между нижней поверхностью ящика и поверхностью подземного стола) для одной из ее позиций.
Для пояснения вышесказанного следует отметить, что характерной особенностью для известного механизма закрытия стержневого ящика является то, что в момент зажима ящика, когда ход подъемного стола уже закончен (полуящики сомкнулись), необходимо, чтобы произошла плотная стыковка по горизонтальным плоскостям между ящиком и пескодувной головкой, а также между ящиком и подъемным столом. Иначе нарушается технологический режим надува смеси, изменяется геометрия стержня, плоскости в щелях покрываются трудноудалимым налетом из пригоревшей смеси.
Если для одной позиции двухпозиционной установки выставить стержневой ящик беззазорно по всем плоскостям возможно (за счет регулировочных винтов на Г-образных зажимах), то для второй позиции, где стержневой ящик закреплен на своей приводной тележке такая выставка, без переналадки регулировочных винтов на Г-образных зажимах невозможна по следующим причинам:
отклонение геометрических размеров самих ящиков и поверхностей, участвующих в зажиме ящика,
отклонение геометрических размеров из-за разницы температуры нагрева ящиков,
отклонения ориентации ящиков в пространстве (крепление ящиков к разным узлам установки).
Зазоры, возникшие по поверхностям стыковки стержневого ящика, будут являться результатом суммарных отклонений от разницы геометрических размеров, температур и ориентации ящиков в пространстве.
Еще одним недостатком известной установки является то, что в момент надува холодной смеси в горячий ящик произойдет падение его температуры и, как следствие, уменьшение геометрических размеров ящика, в результате чего, под действием давления надува, по поверхности разъема образуются зазоры. Зазоры, как было сказано выше, приведут к нарушению технологического режима надува смеси, изменению геометрических размеров стержня, налипанию пригоревшей смеси в щелях (на поверхностях разъема что значительно затрудняет работу на установке).
Задачей изобретения является расширение технологических возможностей машины.
Указанный технический результат достигается тем, что машина, содержащая пескодувную головку и надувную плиту, подъемный стол, нагреваемые стержневые ящики, установленные на механизмах передачи их на позицию надува с возможностью вертикального перемещения и выполненные из двух частей с вертикальной плоскостью разъема, причем одно из частей соединена с приводом и имеет возможность возвратно-поступательного движения, а другая неподвижна, снабжена конусными подпружиненными зажимами, размещенными соответственно на надувной плите и подъемном столе, и клиновыми упорами, выполненными на наружных сторонах стержневого ящика противоположно зажимам.
Сходные признаки с заявляемым техническим решением имеются в конструкциях карусельных стержневых автоматах, в частности в автомате модели 4532 Б
Однако, если в известном техническом решении узел зажима стержневого ящика дает возможность компенсировать их неточную ориентацию в пространстве и осуществлять плотный зажим ящиков по всем плоскостям разъема, кроме плоскости между нижней поверхностью ящика и поверхностью подъемного стола, то в заявляемом техническом решении, за счет того, что конусные зажимы выполнены подпружиненными, а клиновые упоры расположены противоположно зажимам и размещены на наружных сторонах стержневого ящика, узел зажима ящика, кроме компенсации неточной ориентации ящиков, дает возможность производить плотный зажим стержневого ящика по всем плоскостям разъема, включая и плоскость между нижней поверхностью ящика и поверхностью подъемного стола.
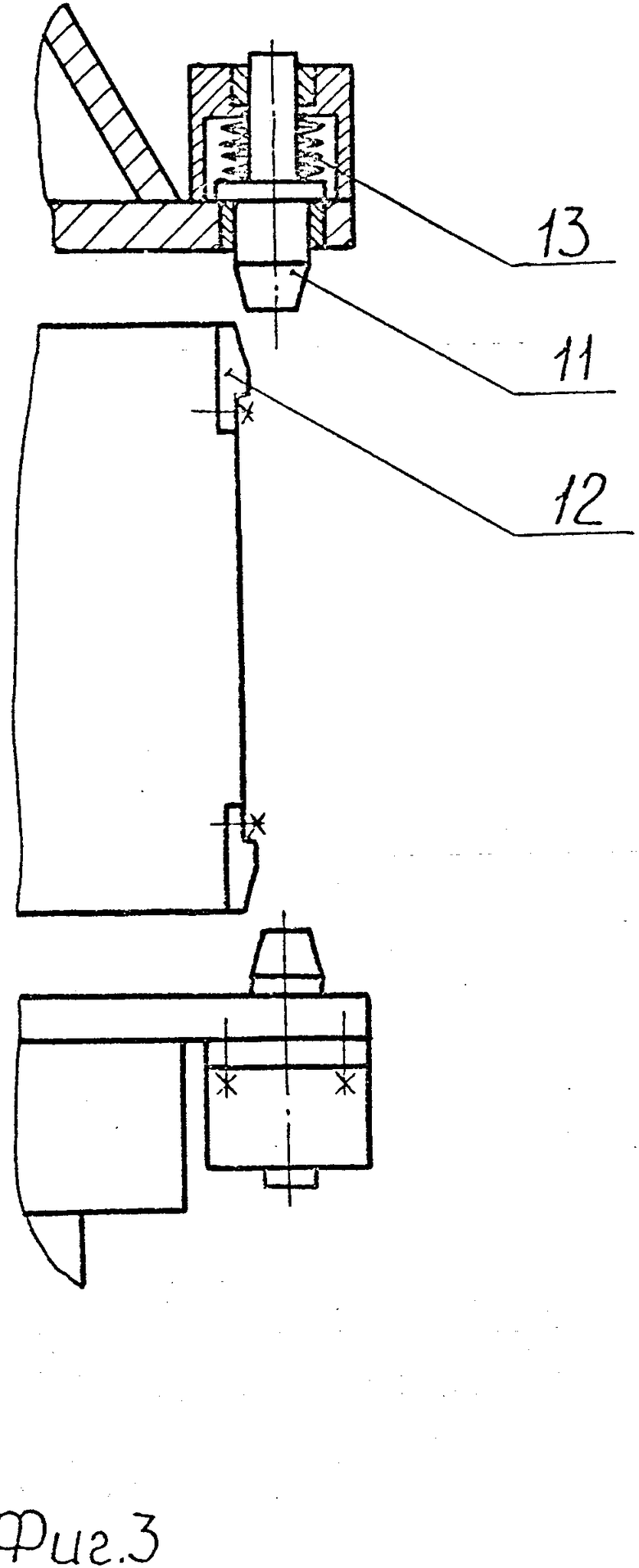
Сущность изобретения подтверждается чертежами, на которых изображено: на фиг. 1 машина для изготовления литейных стержней по нагреваемой оснастке, вид спереди; на фиг. 2 узел зажима стрежневого ящика (ящик раскрыт), вид сбоку; на фиг. 3 узел зажима стержневого ящика, вид спереди.
Машина для изготовления стержней по нагреваемой оснастке содержит корпус 1, на котором закреплены пескодувная головка 2 с надувной плитой 3, подъемный стол 4 (фиг. 2).
На горизонтальных направляющих 5 (фиг. 1), установленных на корпусе 1 и стойках 6, смонтированы две тележки 7, которые с помощью привода могут устанавливаться на позиции настрела. Тележки оснащены нагреваемыми стержневыми ящиками 8, состоящими из двух частей с вертикальным разъемом, и имеющими возможность вертикального перемещения. Одна из частей стержневого ящика неподвижна. Другая имеет возможность возвратно-поступательного движения по направляющим 9 (фиг. 2). Для перемещения подвижной части ящика служит привод 10 (фиг.1).
На надувной плите 3 и подъемном столе 4 выполнены конусные подпружиненные зажимы 11 (фиг. 3). На наружных поверхностях стержневого ящика противоположно зажимам 11 закреплены клиновые упоры 12. Конусность на зажимах (соответственно и угол уклона на клиновых упорах) и усилия пружин 13 выбираются таким образом, чтобы в момент надува на пескодувной машине усилие раскрытия ящика не преодолело усилия сжатия пружин и в то же время, чтобы усилие стола подъемного было достаточно для сжатия пружин и обеспечения плотности по разъемам.
В частном случае при "самотормозящемся" угле конуса, пружины 13 могут быть выполнены достаточно слабыми, позволяющими конусным зажимом выбрать зазоры и установиться по клиновым упорам.
На позициях удаления стержней установлены столы 14 (фиг. 1) для приема стержней и лотки 15. Поз. 16 обозначен бункер для стержневой смеси, а поз 17
транспортеры для удаления стержней.
Машина работает следующим образом.
Предлагаемая машина является двухпозиционной.
В исходном положении одна из тележку 7 находится в крайнем положении, другая на позиции надува. Стержневая смесь в пескодувную головку 2 из бункера 16 подается по мере ее расхода.
Рассмотрим работу машины для одной позиции. Стержневые ящики 8 должны находиться в нагретом состоянии. Стержневой ящик (находится на позиции надува) закрывается приводом 10 и подъемным столом 4 поджимается к надувной плите 3. В момент поджатия конусные подпружиненные зажимы 11 войдут в контакт с клиновыми упорами 12 без зазора (при этом каждый зажим займет свое индивидуальное положение) и обеспечат зажим стержневого ящика в горизонтальном направлении, предотвращая его раскрытие в момент настрела.
После надува ящика смесью подъемный стол опускается и ящик возвращается в исходное положение. Затем тележка с ящиком переместиться по позицию выдержки и удаления стержней. В этот момент другая тележка займет позицию надува.
На позиции удаления стержней произойдет раскрытие стержневого ящика. Готовые стержни со стола 14 попадут в лоток 15, при перемещении тележки на позицию надува, и далее на транспортер 17, который выдаст их из-под машины.
Затем цикл повторяется.
Основным преимуществом стержневой машины перед известными является наличие узла зажима стержневого ящика, снабженного конусными подпружиненными зажимами, размещенными на надувной плите и подъемном столе и клиновыми упорами, выполненными на наружных сторонах стержневого ящика противоположно зажимам.
Данный узел зажима стержневого ящика за счет конусных подпружиненных зажимов дает возможность компенсировать геометрические неточности изготовления ящиков, геометрические погрешности в ориентации ящиков.
Это происходит за счет того, что конусные зажимы могут утапливаться на разную величину и устанавливаться по клиновым упорам в зависимости от их занимаемого положения.
Указанное преимущество дает возможность на машине производить плотный зажим ящика по всем плоскостям разъема, что позволит изготавливать стержни, расположенные по всей высоте ящика, а следовательно, значительно расширяет ее технологические возможности по сравнению со всеми известными устройствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пескодувная машина | 1974 |
|
SU728979A1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 1999 |
|
RU2153949C1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| СТОЛ ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ | 1993 |
|
RU2091201C1 |
| Способ изготовления литейных форм и стержней и устройство для его осуществления | 1988 |
|
SU1579629A1 |
| Автомат для изготовления литейных стержней в нагреваемой оснастке | 1986 |
|
SU1360880A1 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1967 |
|
SU204502A1 |

Изобретение относится к области литейного производства и может быть использовано для изготовления литейных стержней. Изобретение позволяет расширить технологические возможности оборудования для изготовления стержней. Сущность изобретения: машина снабжена конусными подпружиненными зажимами, размещенными на надувной плите и подъемном столе, и клиновыми упорами, выполненными на наружных сторонах стержневого ящика противоположно соответствующим зажимам. 3 ил.
Машина для изготовления литейных стержней по нагреваемой оснастке, содержащая пескодувную головку и надувную плиту, подъемный стол, нагреваемые стержневые ящики с вертикальным разъемом, состоящие из подвижной части, соединенной с приводом ее возвратно-поступательного движения, и неподвижной части, установленных с возможностью вертикального перемещения на механизмах передачи их на позицию надува, отличающаяся тем, что она снабжена конусными подпружиненными зажимами, размещенными на надувной плите и подъемном столе, и клиновыми упорами, выполненными на наружных сторонах стержневого ящика противоположно соответствующим зажимам.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аксенов П.Н | |||
| и др | |||
| Машины литейного производства | |||
| Атлас конструкций | |||
| - М.: Машиностроение, 1972, с.106 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для изготовления литейных стержней по нагреваемой оснастке | 1976 |
|
SU662241A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
