17VI
О
со
VJ 00
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвеска для гальванической и химической обработки деталей | 1986 |
|
SU1514834A1 |
| Устройство для нанесения локального гальванического покрытия | 1985 |
|
SU1305199A1 |
| ПОДВЕСКА ДЛЯ ГАЛЬВАНИЧЕСКОЙ ОБРАБОТКИ ПОЛЫХ ДЕТАЛЕЙ | 1972 |
|
SU434141A1 |
| Устройство для мойки и сушки деталей | 1990 |
|
SU1736638A2 |
| Устройство для электрохимическойОбРАбОТКи МЕлКиХ дЕТАлЕй | 1979 |
|
SU798197A1 |
| Устройство для гальванической обработки деталей | 1989 |
|
SU1730213A1 |
| УСТРОЙСТВО ДЛЯ ЛОКАЛЬНОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ МЕТОДОМ | 2016 |
|
RU2630996C1 |
| Подвеска для локальной гальванической обработки стержневых деталей с головкой типа болтов | 1985 |
|
SU1310457A1 |
| Ванна навесная | 1977 |
|
SU668982A1 |
| Устройство для локального гальванопокрытия | 1988 |
|
SU1507876A2 |
Изобретение относится к гальванотехнике, в частности к устройствам для нанесения локального гальванического покрытия. Цель изобретения - повышение производительности устройства, создание возможности одновременного или последовательного покрытия различных по форме и размерам деталей (например, контактных пружин герметичных малогабаритных реле) при любой заданной температуре без их повреждения и деформации при высоком качестве покрытия и экономии и драгоценных металлов. Предохранения деталей 1 от деформации при фиксации между металлическими дисками деталедержателя 2 осуществляют с помощью односторонних кольцевых прокладок 6 из резины или другого упругого материала. Повышение производительности осуществляют применением многослойного деталедержателя 2. позволяющего устанавливать обрабатываемые детали 1 в два, три и более слоев, и увеличением поверхности кольцевого анода 12, например гофрированием или иным путем. Кольцевой анод 12 может состоят из одной, двух или более отдельных продольно расположенных полос, позволяющих регулировать величину общей поверхности анода. Питание к отдельным полосам анода может подводиться через перемычку, 3 з.п,ф-/1ы, 2 ил. у Ё
Изобретение относится к гальванотехнике, в частности к устройст вам для нанесения локального гальванического покрытия.
Известно устройство для локального нанесения гальванического покрытия с цилиндрической ванной на вертикальном приводе вращения, кольцевым выступом, фиксирующим четкую границу покрытия, и деталедер- жателем, состоящим из двух дисков 1.
Устройство имеет следующие недостатки: малопроизводительно, не позволяет проводить обработку деталей различной формы, не позволяет проводить процесс при температурах выше комнатной. Кроме того, фиксация деталей между двумя металлическими дисками деталедержателя может привести к их деформации, что недопустимо.
Цель изобретения - повышение производительности устройства, создание возможности одновременного или последовательного покрытия различных по форме и размерам деталей (например, контактных пружин герметичных малогабаритных реле) при любой заданной температуре без их повреждения и деформации при высоком качестве покрытия и экономии драгоценных металлов.
Эта цель достигается тем, что устройство имеет кольцевой анод с регулируемой гофрированной или иной поверхностью, многослойный разборный дисковый детале- держатель, имеющий между дисками односторонние кольцевые прокладки из резины или другого упругого материала, термостата дуемую камеру для поддержания необхо- д,.мой температуры и реле времени, диски деталедержателя собираются в блоки, состоящие из двух.трех и более слоев, кольцевой анод состоит из одного, двух и более отдельных продольно расположенных анодов, имеющих общее и раздельное питание, температура в термостатируемой камере устанавливается и поддерживается в пределах от комнатной температуры до 90°С с точностью ±1,0°С, установка включается и выключается с помощью реле времени.
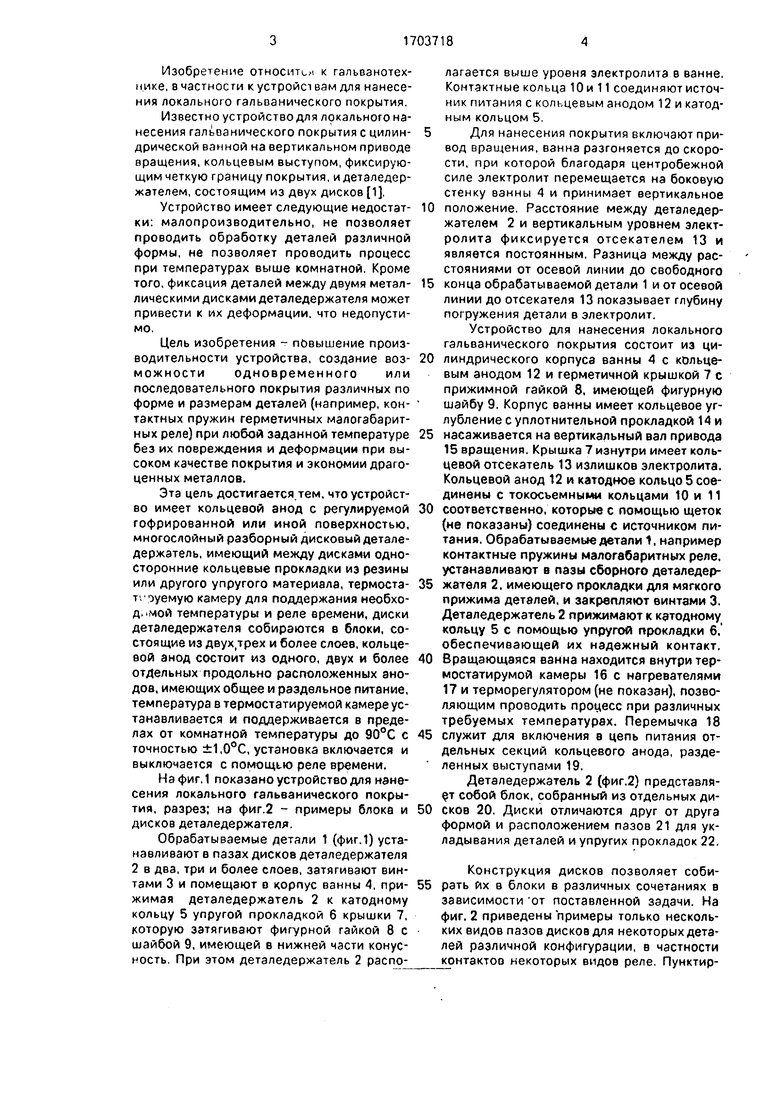
На фиг. 1 показано устройство для нанесения локального гальванического покрытия, разрез; на фиг.2 - примеры блока и дисков деталедержателя.
Обрабатываемые детали 1 (фиг.1) устанавливают в пазах дисков деталедержателя 2 в два, три и более слоев, затягивают винтами 3 и помещают в корпус ванны 4, прижимая деталедержатель 2 к катодному кольцу 5 упругой прокладкой б крышки 7, которую затягивают фигурной гайкой 8 с шайбой 9, имеющей в нижней части конусность. При этом деталедержатель 2 располагается выше уровня электролита в ванне. Контактные кольца 10 и 11 соединяют источник питания с кольцевым анодом 12 и катодным кольцом 5.
Для нанесения покрытия включают привод вращения, ванна разгоняется до скорости, при которой благодаря центробежной силе электролит перемещается на боковую стенку ванны 4 и принимает вертикальное
положение. Расстояние между деталедер- жателем 2 и вертикальным уровнем электролита фиксируется отсекателем 13 и является постоянным. Разница между расстояниями от осевой линии до свободного
конца обрабатываемой детали 1 и от осевой линии до отсекателя 13 показывает глубину погружения детали в электролит.
Устройство для нанесения локального гальванического покрытия состоит из цилиндрического корпуса ванны 4 с кольцевым анодом 12 и герметичной крышкой 7 с прижимной гайкой 8. имеющей фигурную шайбу 9. Корпус ванны имеет кольцевое углубление с уплотнительной прокладкой 14 и
насаживается на вертикальный вал привода 15 вращения. Крышка 7 изнутри имеет кольцевой отсекатель 13 излишков электролита. Кольцевой анод 12 и катодное кольцо 5 соединены с токосъемными кольцами 10 и 11
соответственно, которые с помощью щеток (не показаны) соединены с источником питания. Обрабатываемые детали 1. например контактные пружины малогабаритных реле, устанавливают в пазы сборного деталедержателя 2, имеющего прокладки для мягкого прижима деталей, и закрепляют винтами 3. Деталедержатель 2 прижимают к катодному кольцу 5 с помощью упругой прокладки 6. обеспечивающей их надежный контакт.
Вращающаяся ванна находится внутри тер- мостатирумой камеры 16 с нагревателями 17 и терморегулятором (не показан), позволяющим проводить процесс при различных требуемых температурах. Перемычка 18
служит для включения в цепь питания отдельных секций кольцевого анода, разде- ленных выступами 19.
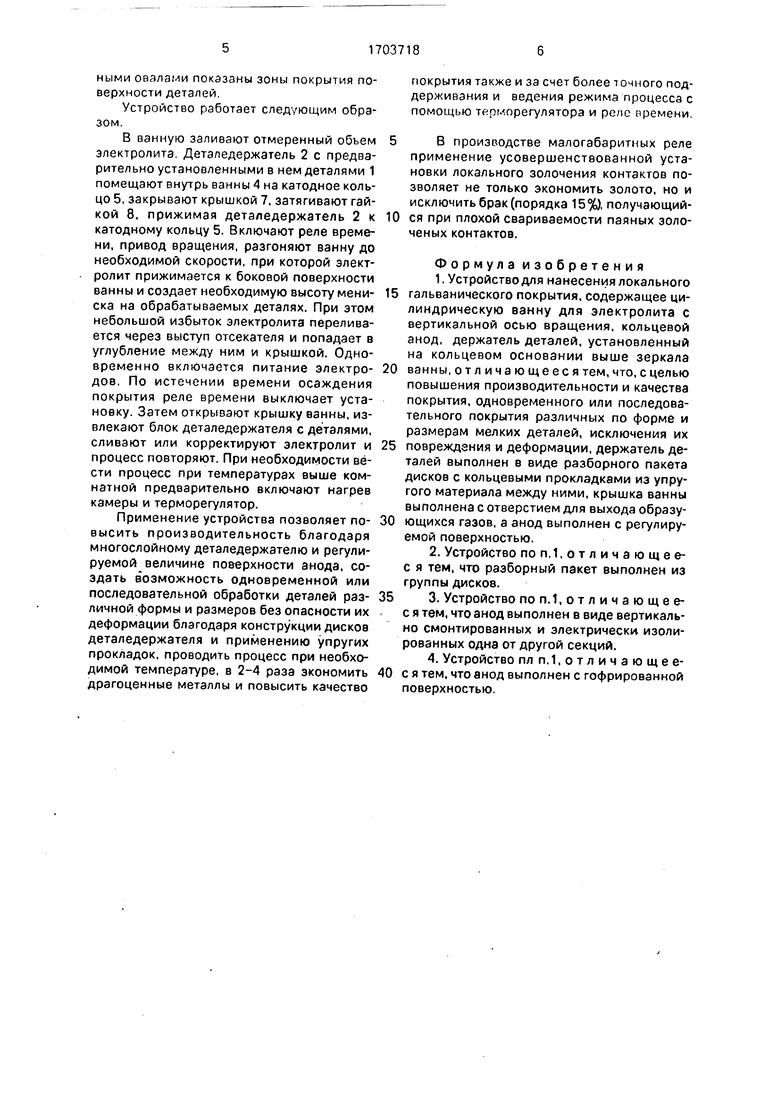
Деталедержатель 2 (фиг.2) представляет собой блок, собранный из отдельных дисков 20. Диски отличаются друг от друга формой и расположением пазов 21 для укладывания деталей и упругих прокладок 22.
Конструкция дисков позволяет соби- рать их в блоки в различных сочетаниях в зависимости от поставленной задачи. На фиг. 2 приведены примеры только нескольких видов пазов дисков для некоторых деталей различной конфигурации, в частности крнтактоо некоторых видов реле. Пунктирными овалами показаны зоны покрытия поверхности деталей.
Устройство работает следующим образом.
В ванную заливают отмеренный объем электролита. Деталедержатель 2 с предварительно установленными в нем деталями 1 помещают внутрь ванны 4 на катодное кольцо 5, закрывают крышкой 7, затягивают гайкой 8, прижимая деталедержатель 2 к катодному кольцу 5. Включают реле времени, привод вращения, разгоняют ванну до необходимой скорости, при которой электролит прижимается к боковой поверхности ванны и создает необходимую высоту мениска на обрабатываемых деталях. При этом небольшой избыток электролита переливается через выступ отсекателя и попадает в углубление между ним и крышкой. Одновременно включается питание электродов. По истечении времени осаждения покрытия реле времени выключает установку. Затем открывают крышку ванны, извлекают блок деталедержателя с деталями, сливают или корректируют электролит и процесс повторяют. При необходимости вести процесс при температурах выше комнатной предварительно включают нагрев камеры и терморегулятор.
Применение устройства позволяет повысить производительность благодаря многослойному деталедержателю и регулируемой величине поверхности анода, создать возможность одновременной или последовательной обработки деталей различной формы и размеров без опасности их деформации благодаря конструкции дисков деталедержателя и применению упругих прокладок, проводить процесс при необходимой температуре, в 2-4 раза экономить драгоценные металлы и повысить качество
покрытия также и за счет более точного поддерживания и ведения режима процесса с помощью терморегулятора и реле времени.
В производстве малогабаритных реле применение усовершенствованной установки локального золочения контактов позволяет не только экономить золото, но и исключить брак (порядка 15%), получающийся при плохой свариваемости паяных золоченых контактов.
Формула изобретения
гальванического покрытия, содержащее цилиндрическую ванну для электролита с вертикальной осью вращения, кольцевой анод, держатель деталей, установленный на кольцевом основании выше зеркала
ванны, отличающееся тем, что, с целью повышения производительности и качества покрытия, одновременного или последовательного покрытия различных по форме и размерам мелких деталей, исключения их
повреждения и деформации, держатель деталей выполнен в виде разборного пакета дисков с кольцевыми прокладками из упругого материала между ними, крышка ванны выполнена с отверстием для выхода образующихся газов, а анод выполнен с регулируемой поверхностью.
-$
НИ
21
g
| Устройство для нанесения локального гальванического покрытия | 1985 |
|
SU1305199A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
