Изобретение относится к железнодорожному транспорту, а именно к технологии ремонта надрессорных балок тележек грузовых вагонов.
Известен способ ремонта подпятника надрессорной балки, заключающийся в восстановлении опорной поверхности подпятника путем установки в подпятниковое гнездо полимерных прокладок /см. МПС РФ, Грузовые вагоны железных дорог колеи 1520 мм. Руководство по деповскому ремонту, Транспорт, 1992 г. с.6, п. 3.1.6/
Недостатком известного способа является неполное восстановление работоспособности подпятника, поскольку ремонтируется только опорная поверхность, а размеры внешнего и внутреннего буртов не восстанавливаются.
Известен способ ремонта подпятника надрессорной балки, включающей восстановление опорной поверхности и наружного бурта путем наплавки с последующей механической обработкой, а внутренний бурт восстанавливается путем вварки в предварительно рассверленное подпятниковое отверстие /см. Алексеев В. Д. Сорокин Г.Е. Ремонт вагонов. М. Транспорт, 1978г. c.161-164/.
Данный способ принят за прототип.
К недостаткам прототипа следует отнести невозможность многократного использования данного способа, так как возникающие при наплавке подпятника внутренние напряжения, ведущие в процессе эксплуатации к образованию трещин, усиливаются с каждой последующей наплавкой и ведут к разрушению ремонтируемой поверхности.
Кроме того, образующиеся при наплавке шлаковые включения полностью не устраняются при механической обработке наплавленных поверхностей и в процессе эксплуатации ускоряют износ сопрягаемых поверхностей пятника и подпятника.
При наплавке с последующей механической обработкой не устраняется наклеп, имеющийся на опорной поверхности подпятника и ведущий со временем к образованию слоистой структуры последнего.
Недостатком прототипа является также его высокая трудоемкость и стоимость.
Задачей, на решение которой направлено данное изобретение, является создание эффективного и малозатратного способа многократного ремонта подпятника надрессорной балки.
Сущность изобретения состоит в том, что согласно способу ремонта подпятника надрессорной балки, включающему восстановление опорной поверхности и наружного бурта и их механическую обработку, а также восстановление внутреннего бурта путем вварки втулки в предварительно обработанное подпятниковое отверстие, восстановление опорной поверхности и наружного бурта производят установкой в подпятник заподлицо штампованного вкладыша тарельчатой формы со сквозным центральным отверстием, при этом внутренние размеры вкладыша соответствуют альбомным размерам подпятника, а механическую обработку производят в соответствии с наружными размерами вкладыша перед его установкой, затем вкладыш приваривают по контуру к обработанной опорной поверхности и к торцевой поверхности наружного бурта.
Предложенная совокупность существенных признаков позволяет получить следующий технический результат. Восстановление опорной поверхности и наружного бурта путем установки в подпятник штампованного вкладыша тарельчатой формы со сквозным центральным отверстием при внутренних размерах вкладыша, соответствующих альбомным размерам подпятника, с последующей приваркой вкладыша к предварительно обработанной опорной поверхности и к торцевой поверхности наружного бурта обеспечивает продление срока службы надрессорных балок при значительном снижении трудоемкости, стоимости и времени ремонта подпятника по сравнению о известными способами.
Выполнение механической обработки подпятника в соответствии с наружными размерами вкладыша перед установкой последнего в подпятник позволяет довести основание и периферию подпятника до правильной геометрической формы и удалить наклепанный слой металла с поверхности подпятникового гнезда, обеспечивает снятие внутренних напряжений и возможность последующей многоразовой замены вкладыша при его износе.
В целом же предлагаемый способ обеспечивает возможность многократного и малозатратного восстановления подпятников надрессорных балок грузовых вагонов.
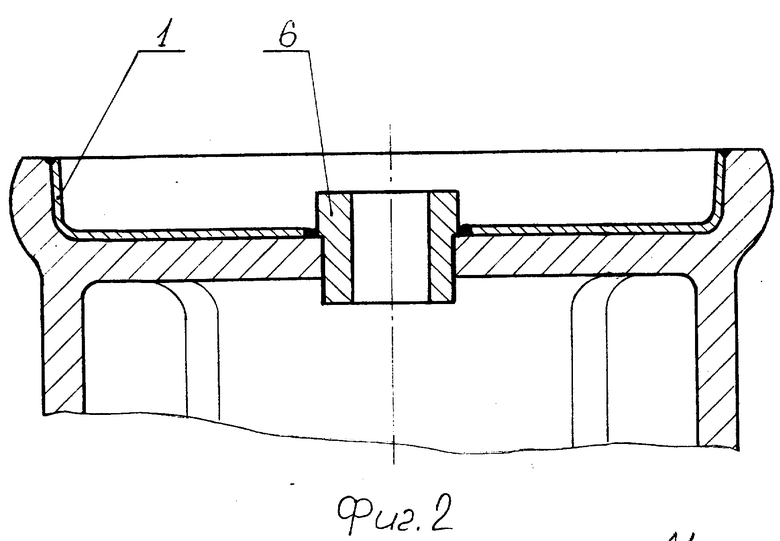
На фиг.1 изображен подпятник надрессорной балки, общий вид; на фиг.2 то же, в восстановленном согласно способу виде.
Способ заключается в следующем.
Предварительно из листового металла штампуют вкладыш 1 тарельчатой формы со сквозным центральным отверстием и с внутренними размерами, соответствующими альбомным размерам подпятника.
Для установки вкладыша 1 подпятниковое гнездо обрабатывают путем проточки опорной поверхности 2 и расточки внутренней поверхности 3 наружного бурта 4, причем размеры обработанного гнезда соответствуют наружным размерам вкладыша и соответствуют допустимым размерам ремонта, утвержденным МПС. Подпятниковое отверстие 5 растачивают для установки втулки 6, размеры которой соответствуют альбомным размерам внутреннего бурта 7.
Затем в обработанное подпятниковое отверстие 5 устанавливают втулку 6, а в обработанное гнездо вкладыш 1. втулку 6 приваривают по наружному диаметру к обработанной поверхности 2.
Вкладыш 1 приваривают сначала по диаметру центрального отверстия к поверхности 2, затем по наружному диаметру к торцевой поверхности наружного бурта 4.
Использование предлагаемого способа на вагоноремонтных заводах и в депо позволит увеличить срок службы подвижного состава при значительном сокращении затрат на производство ремонтных работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕЛЕЖКА ДВУХОСНАЯ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2005 |
|
RU2294295C1 |
| ПОДПЯТНИКОВЫЙ УЗЕЛ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2000 |
|
RU2201879C2 |
| УСТРОЙСТВО ДЛЯ ИНДИВИДУАЛЬНОГО НАГРЕВА ПОДПЯТНИКОВ НАДРЕССОРНЫХ БАЛОК ТЕЛЕЖЕК ГРУЗОВЫХ ВАГОНОВ | 1998 |
|
RU2138138C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ВАГОНА | 1998 |
|
RU2126317C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ВАГОНА | 2001 |
|
RU2213651C2 |
| НАДРЕССОРНАЯ БАЛКА | 2008 |
|
RU2386560C2 |
| ПОДПЯТНИКОВАЯ ВСТАВКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2003 |
|
RU2258016C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА | 1996 |
|
RU2100159C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ УПОРНОЙ ПОВЕРХНОСТИ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВЫХ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2008 |
|
RU2369472C1 |
| ПОДПЯТНИКОВАЯ ВСТАВКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2005 |
|
RU2286272C2 |
Использование: на железнодорожном транспорте, в частности для ремонта подвижного состава на вагоноремонтных заводах и в депо. Сущность изобретения: восстановление опорной поверхности 2 и наружного бурта 4 подпятника производят установкой заподлицо в предварительно обработанное подпятниковое гнездо штампованного вкладыша тарельчатой формы со сквозным центральным отверстием и внутренними размерами, соответствующими альбомным размерам подпятника. Механическую обработку гнезда производят в соответствии с наружными размерами вкладыша, который затем приваривают по контуру к поверхности 2 и к торцевой поверхности бурта 4. Внутренний бурт 7 восстанавливают вваркой втулки в предварительно обработанное подпятниковое отверстие 5. 2 ил.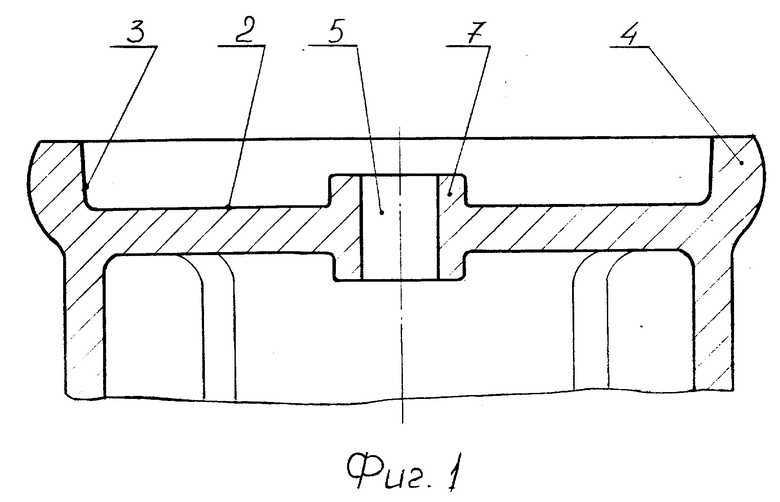
Способ ремонта подпятника надрессорной балки, включающий восстановление опорной поверхности и наружного бурта и их механическую обработку, а также восстановление внутреннего бурта путем вварки втулки в предварительно обработанное подпятниковое отверстие, отличающийся тем, что восстановление опорной поверхности и наружного бурта производят установкой в подпятник заподлицо штампованного вкладыша тарельчатой формы со сквозным центральным отверстием, при этом внутренние размеры вкладыша соответствуют альбомным размерам подпятника, а механическую обработку производят в соответствии с наружными размерами вкладыша перед его установкой, затем вкладыш приваривают по контуру к обработанной опорной поверхности и к торцевой поверхности наружного бурта.
| Алексеев В.Д., Сорокин Г.Е | |||
| Ремонт вагонов | |||
| - М.: Транспорт, 1978, с.161 - 164. |
