Изобретение относится к технологии дуговой наплавки деталей машин, а именно к способу электродуговой наплавки упорной поверхности подпятника надрессорной балки тележки грузовых железнодорожных вагонов, и может быть использовано на железнодорожном транспорте.
Опорная и упорная поверхности подпятника надрессорной балки тележки грузовых железнодорожных вагонов интенсивно изнашиваются в процессе эксплуатации, что обуславливает большой объем работ по их восстановлению электродуговой наплавкой. Кроме того, электродуговая наплавка может быть использована для упрочнения подпятникового узла новых надрессорных балок с целью повышения его износостойкости.
Известен способ автоматической наплавки под флюсом подпятника надрессорной балки тележки, широко применяемый на вагоноремонтных предприятиях, который предусматривает последовательное наложение кольцевых валиков путем круговых перемещений наплавочной головки при вертикальном положении оси подпятника неподвижной надрессорной балки (опорной поверхности - в нижнем положении, упорной поверхности - в горизонтальном положении на вертикальную плоскость). По этому принципу построены различные конструкции большинства существующих установок для наплавки подпятника надрессорной балки (см. В.В.Глазов, А.Н.Дьяков. «Работы института сварки России по разработке технологий и созданию оборудования для изготовительной и восстановительной наплавки». Сборник «50 лет на службе отечественной промышленности». Санкт-Петербург, ВНИИЭСО - Институт сварки России, 2003, часть 2, с.79-83).
Недостатками известного способа наплавки упорной поверхности подпятника являются низкая производительность процесса и повышенные материальные затраты, обусловленные:
- применением пониженных режимов наплавки во избежание стекания расплавленного металла сварочной ванны;
- значительными отклонениями траектории кругового перемещения конца электрода от контура наплавляемой упорной поверхности подпятника вследствие неравномерного износа последней, что при отсутствии возможности визуального наблюдения за горением электрической дуги под флюсом приводит к необходимости увеличения ширины сварочной ванны и, соответственно, толщины наплавленного слоя сверх необходимой;
- большими затратами времени на вспомогательные операции, а именно подачу и уборку флюса, удаление шлаковой корки, совмещение оси механизма вращения наплавочной головки с осью подпятника и другие.
По указанным причинам ряд ремонтных предприятий перешел на технологию полуавтоматической наплавки упорной поверхности подпятника открытой дугой (в углекислом газе или самозащитной порошковой проволокой) при вертикальном положении оси подпятника (см. Технологическая инструкция по восстановлению износостойкой наплавкой надрессорных балок грузовых вагонов с последующей механической обработкой. ТИ-05-01-03/НБ, Москва, ФГУП ВНИИЖТ, 2003, 8 с.).
Однако этот способ также обладает пониженной производительностью. Кроме того, из-за неравномерного формирования валиков и больших межваликовых углублений затруднена последующая механическая обработка наплавленной поверхности.
Наиболее близким техническим решением к заявляемому является способ восстановления подпятника тележки грузового вагона, согласно которому электродуговую наплавку упорной поверхности подпятника под флюсом осуществляют с вращением надрессорной балки при угле наклона оси механизма вращения от вертикали, равном 45° (см. RU, патент № 2180879, В23Р 6/00, 2002).
В указанном способе, в сравнении с вышеописанными, электродуговая наплавка упорной поверхности подпятника может производиться при более высоком токе, что увеличивает производительность процесса. Однако из-за отсутствия наблюдения за горением дуги под флюсом невозможно оптимизировать толщину слоя наплавки в зависимости от величины износа поверхности.
К другим недостаткам этого способа следует также отнести:
- трудность поддержания непрерывности процесса наплавки при плохой отделимости незатвердевшей шлаковой корки;
- ограниченный доступ к месту наплавки, затрудняющий управление процессом, ввиду больших габаритов вращающейся надрессорной балки;
- затраты времени на дополнительные вспомогательные операции по установке на торце подпятника флюсоудерживающего обруча.
Техническим результатом, который может быть получен от использования способа, согласно изобретению является снижение затрат при высоком качестве наплавки упорной поверхности подпятника и упрощение процесса.
Указанный технический результат достигается в способе электродуговой наплавки упорной поверхности подпятника надрессорной балки тележки грузовых железнодорожных вагонов, включающем установку и закрепление надрессорной балки на механизме вращения соосно с ним и последующую наплавку при вращении надрессорной балки, причем установку, закрепление и наплавку осуществляют при угле подъема оси механизма вращения надрессорной балки от горизонтали, равном 8-12°, наплавку проводят открытой дугой при наклоне электрода к образующей упорной поверхности под углом 50-60°, а шаг наплавки составляет 1/6-1/3 глубины подпятника.
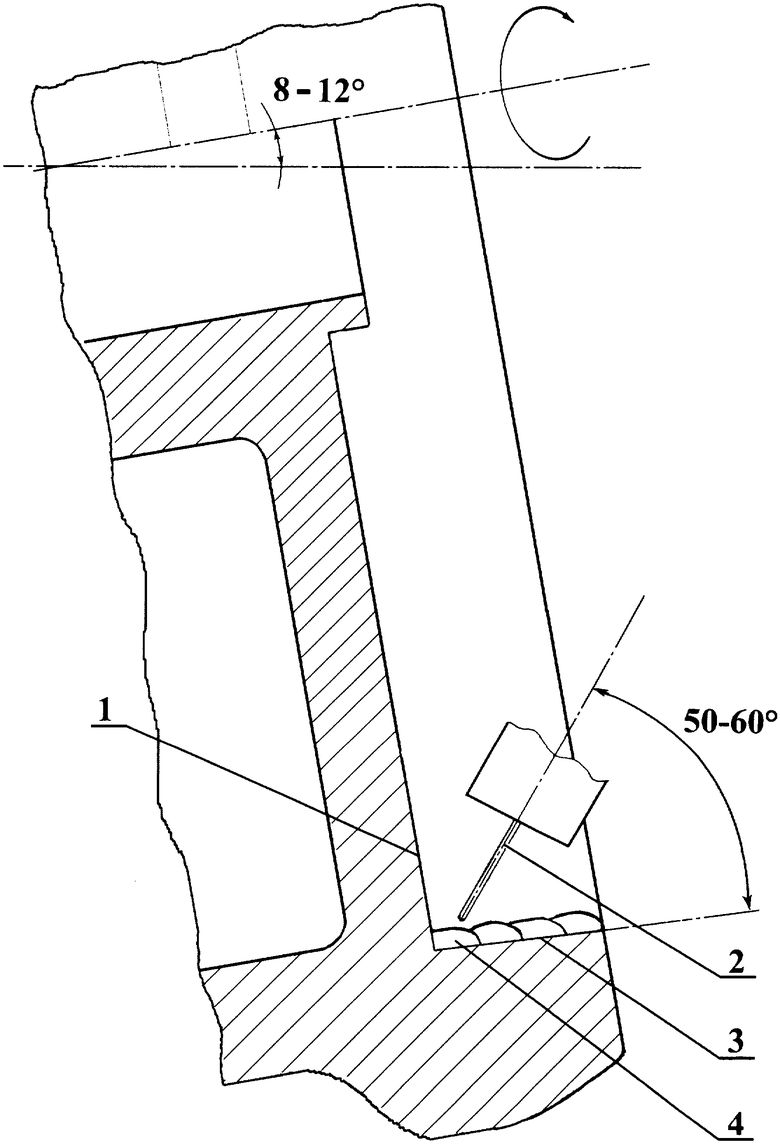
На чертеже представлена схема электродуговой наплавки упорной поверхности подпятника надрессорной балки тележки грузовых железнодорожных вагонов.
На чертеже обозначены: опорная поверхность подпятника 1, электрод 2, упорная поверхность подпятника 3, кольцевые валики 4.
Способ осуществляют следующим образом.
Надрессорную балку устанавливают в приспособление, закрепленное на планшайбе механизма вращения, ось которого повернута вверх от горизонтали на угол 8-12°. Надрессорная балка, сориентированная по базовым поверхностям приспособления, находится в положении, обеспечивающем параллельность оси подпятника с осью механизма вращения. Указанные оси совмещают перемещением надрессорной балки в горизонтальном и вертикальном направлениях. После совмещения осей надрессорную балку закрепляют и производят механизированную наплавку упорной поверхности подпятника открытой дугой (в среде защитных газов или самозащитной проволокой) при вращении надрессорной балки, последовательно накладывая кольцевые валики 4, начиная от основания опорной поверхности 1, в сторону торцевой поверхности наружного бурта подпятника.
Ось электрода 2 (электродной проволоки) при наплавке наклонена под углом 50-60° к образующей упорной поверхности подпятника 3, расположенной, с учетом ее конструктивной конусности 1:12,5, под углом 5,5-9,5° к горизонтали.
Способ наплавки согласно изобретению позволяет получить наплавленные валики с плавными очертаниями и надежным сплавлением между ними с применением высокопроизводительных режимов, а при наложении краевого валика - формирование на торцевой поверхности бурта подпятника галтели с отсутствием несплавлений по кромке без использования дополнительных устройств.
Наплавка при положении оси подпятника, близком к горизонтальному (с углом подъема от горизонта, равном 8-12°), в отличие от известных способов позволяет снизить требования к точности совмещения оси подпятника с осью механизма вращения (до 2,5-3,0 мм) за счет допустимых колебаний вылета электрода без ухудшения качества формируемых валиков.
Это обстоятельство, а также предлагаемая схема установки и ориентация надрессорной балки, сводит до минимума затраты времени на вспомогательные операции подготовки к наплавке.
Основным преимуществом заявленного способа является возможность оптимизации толщины наплавляемого слоя в соответствии с реальной величиной износа несколькими путями: изменением величины соотношения ширины и высоты отдельных валиков путем выбора параметров режима (тока, напряжения, скорости наплавки), регулированием шага наплавки (величины перекрытия валиков), изменением количества слоев наплавки.
Экспериментально установлен диапазон оптимальных значений угла подъема оси механизма вращения надрессорной балки от горизонтали и угла наклона электрода к образующей упорной поверхности.
Установлено, что при угле подъема оси механизма вращения надрессорной балки от горизонтали менее 8° ухудшается формирование краевого валика, что может приводить к натекам расплавленного металла на торец бурта подпятника.
При угле подъема более 12° происходит заметное увеличение высоты валиков и их сужение. При этом затрудняется доступ к месту наплавки вследствие больших габаритов вращающейся надрессорной балки.
Угол наклона электрода более 60° ограничен условиями подвода сварочной головки. Угол наклона менее 50° увеличивает высоту валиков и снижает их ширину.
Для сравнительной оценки эффективности технологий наплавки по известным и заявленному способам производили наплавку кольцевых проб, имитирующих подпятниковый узел, и натурных надрессорных балок с глубиной подпятника 30 мм.
Наплавку производили износостойкой наплавочной проволокой марки Св-10ХГ2СМФ, предусмотренной нормативной документацией на ремонт надрессорных балок:
- по известным способам - под флюсом марки АН-348А, диаметр проволоки 2,0 мм;
- по заявленному способу - в защитной среде углекислого газа, диаметр проволоки 1,6 мм.
Параметры режимов наплавки и результаты экспериментов приведены в таблице.
Как следует из данных таблицы, заявляемый способ обеспечивает значительное снижение трудоемкости наплавки и расхода наплавочных материалов в сравнении с существующими технологиями.
Наплавленные детали растачивали на чертежный размер (диаметр  ).
).
Во всех случаях металл наплавки плотный, без трещин, пор, шлаковых включений и несплавлений.
Твердость наплавленного металла составляет 265-275 НВ, что соответствует требованиям нормативной документации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА ТЕЛЕЖКИ ВАГОНА | 1999 |
|
RU2180879C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЯТНИКА ВАГОНА | 1999 |
|
RU2180878C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2106949C1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ | 1999 |
|
RU2154562C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ | 1995 |
|
RU2078660C1 |
| СПОСОБ НАПЛАВКИ | 1996 |
|
RU2112632C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА НАДРЕССОРНОЙ БАЛКИ ТЕЛЕЖКИ ВАГОНА | 2001 |
|
RU2213651C2 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ СРЕДНЕЙ ТВЕРДОСТИ | 1996 |
|
RU2104140C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ИЛИ НАПЛАВКИ | 2011 |
|
RU2490101C2 |
| СПОСОБ НАПЛАВКИ ОТВЕТСТВЕННЫХ ДЕТАЛЕЙ ИЗ ТРУДНОСВАРИВАЕМЫХ СТАЛЕЙ | 1999 |
|
RU2176581C2 |
Изобретение может быть использовано на железнодорожном транспорте, в частности на вагоноремонтных предприятиях. Способ предусматривает установку и закрепление надрессорной балки на механизме вращения соосно с ним и последующую наплавку при вращении надрессорной балки. Установку, закрепление и наплавку осуществляют при угле подъема оси механизма вращения надрессорной балки от горизонтали, равном 8-12°. Наплавку проводят открытой дугой с наклоном электрода к образующей упорной поверхности под углом 50-60°, а шаг наплавки составляет 1/3-1/6 глубины подпятника. Техническим результатом является снижение затрат при высоком качестве наплавки упорной поверхности подпятника надрессорной балки тележки грузовых железнодорожных вагонов и упрощение процесса. 1 ил., 1 табл.
Способ электродуговой наплавки упорной поверхности подпятника надрессорной балки тележки грузовых железнодорожных вагонов, включающий установку и закрепление надрессорной балки на механизме вращения соосно с ним и последующую наплавку при вращении надрессорной балки, отличающийся тем, что установку, закрепление и наплавку осуществляют при угле подъема оси механизма вращения надрессорной балки от горизонтали, равном 8-12°, наплавку проводят открытой дугой с наклоном электрода к образующей упорной поверхности под углом 50-60°, а шаг наплавки составляет 1/3-1/6 глубины подпятника.
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА ТЕЛЕЖКИ ВАГОНА | 1999 |
|
RU2180879C2 |
| Трубчатое перо с резервуаром для чернил | 1928 |
|
SU9782A1 |
| Способ приготовления термоизоляционного материала из гнилой древесины | 1933 |
|
SU35991A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДПЯТНИКА | 1996 |
|
RU2100159C1 |

