Изобретение относится к устройствам для заточки режущих инструментов шлифованием и может быть использовано на станке общего назначения для заточки режущих кромок фигурных ножей к дереворежущим фрезам, предназначенным для изготовления профильных реек, например реек для настилки пола, рамных переплетов, плинтусов и т.п.
Сборная режущая фреза (см. каталог-справочник "Станочный дереворежущий инструмент", М. НИИ информации по машиностроению, 1976, с. 86), как правило, включает от двух до шести ножей (ножи см. там же, с.7). Каждый нож представляет собой мерно обработанную стальную пластину, одна сторона которой заточена (заострена) и таким образом является режущей кромкой, а противоположная ей сторона тыльная служит установочной базой при заточке и переточке.
Режущая кромка в зависимости от конкретного назначения фрезы может быть прямолинейной (с. 7 указанного каталога-справочника), криволинейной (там же, с. 130), ступенчатой (с. 136) или составлять комбинацию перечисленного (с. 157).
Суть данной заявки изложена на примере заточки ножа с профилем режущей кромки, предназначенным для фрезерования боковой кромки рейки для настила пола с прямоугольным стыковочным пазом (шпунтом) посредине (см. "профиль обработки" на с. 136 указанного выше источника информации).
Нож к фрезе для этой цели имеет прямоугольный выступ для образования шпунта. Режущая кромка такого ножа имеет ступенчатую конфигурацию: два участка, расположенных симметрично от выступа, и участок на конце выступа выполнены параллельно установочной кромку, а два боковых участка выступа - перпендикулярно установочной кромке (пример такого ножа изображен на фиг. 5 прилагаемого чертежа). При этом параллельные и перпендикулярные установочной кромке участки могут иметь разный угол заострения, например все параллельные участки заточены под углом 40o, а перпендикулярные под углом 73o.
За неимением специального оборудования ножи при изготовлении затачиваются на плоскошлифовальном станке с применением приспособления для установки ножей под углом заострения. При этом параллельные установочной кромке участки режущей кромки затачиваются отдельно от участков, расположенных перпендикулярно установочной кромке с переустановкой ножа, что ведет к низкой производительности.
Известны устройства для заточки ножей, содержащие корпус (1), установленный на станке, имеющем абразивный круг (18) (см. например, авт. св. СССР N 1291371, кл. B 24 B 3/34, 1985). На корпусе подобных устройств выполнено посадочное место для затачиваемого ножа (4), образованное державой (2) и прижимом (3).
Однако подобные устройства, хотя и обеспечивают одновременную заточку двух расположенных под тупым углом участков режущей кромки, но только за счет упругого изгиба пластины ножа, что неприемлемо для заточки ножей для фрез с их расположенными под прямым или близким к нему углом участками режущей кромки и толщиной пластины порядка 3 мм при длине порядка 50 мм.
Известно также устройство (приспособление) для заточки ножей к дереворежущим фрезам (см. авт. св. СССР N 1787746, кл. B 24 B 3/38, 1990), содержащее стол (1) станка (является одновременно корпусом приспособления), несущий посадочное место для установки пакета ножей (4) и имеющий в качестве средства для их закрепления источник магнитного поля. Посадочное место образовано установочной поверхностью (ступенчатая поверхность призмы 3) и опорной плоскостью (плоскость стола 1), наклоненной к горизонтали под углом, равным углу заострения режущей кромки ножа, расположенной параллельно его установочной кромке.
Причиной, препятствующей получению требуемого технического результата при использовании известного устройства, является невозможность одновременной заточки двух смежных участков режущей кромки, один из которых расположен параллельно установочной кромке, а другой перпендикулярно ей. Изменением наклона стола можно регулировать только угол заострения участков кромки, которые расположены параллельно установочной кромке ножа.
Задача, решаемая изобретением, заключается в повышении производительности заточки профилированных ножей при их изготовлении (а также при переточке).
Технический результат, посредством которого решается поставленная задача, заключается в обеспечении одновременной заточки двух смежных участков режущей кромки ножа, один из которых расположен параллельно, а второй перпендикулярно его установочной кромке (соответственно периферийной и торцовой поверхностью абразивного круга).
Заявляемое устройство для заточки ножей к дереворежущим фрезам содержит закрепленный на столе станка, преимущественно плоскошлифовального, корпус, в котором выполнено посадочное место для размещения пакета ножей, и средство для закрепления этого пакета. Посадочное место образовано установочной поверхностью (поверхность, на которую устанавливаются установочной кромкой ножи пакета) и смежной с ней опорной плоскостью (плоскость, к которой поджимается пакет ножей), причем опорная плоскость наклонена к горизонтали под углом, равным углу заострения той режущей кромки ножа, которая расположена параллельно установочной кромке.
Технический результат достигается тем, что кроме приведенных выше признаков в заявляемом устройстве посадочное место в продольном направлении (вдоль опорной плоскости) выполнено в корпусе под углом к вектору рабочего движения стола, равным углу заострения режущей кромки ножа, расположенной перпендикулярно его установочной кромке. Средство для закрепления пакета ножей в заявляемом устройстве выполнено в виде клинового зажима, рабочая грань которого эквидистантна опорной плоскости, т.е. в данном случае параллельна ей и наклонена под тем же углом.
Кроме того, для одновременной заточки другой половины режущей кромки ножа в том же корпусе может быть выполнено второе посадочное место, идентичное первому, но с углами наклона, направленными оппозитно соответствующим углам в первом посадочном месте.
Посадочное место, имеющее наклон к горизонтали и одновременно к вектору хода стола, определяет такое расположение пакета ножей, при котором одновременно затачиваются участок режущей кромки каждого ножа, расположенный параллельно установочной кромке по одну сторону от выступа, и смежный с ним боковой участок режущей кромки, расположенный перпендикулярно установочной кромке ножа, а затем без переустановки и участок режущей кромки, расположенный на выступе параллельно установочной кромке.
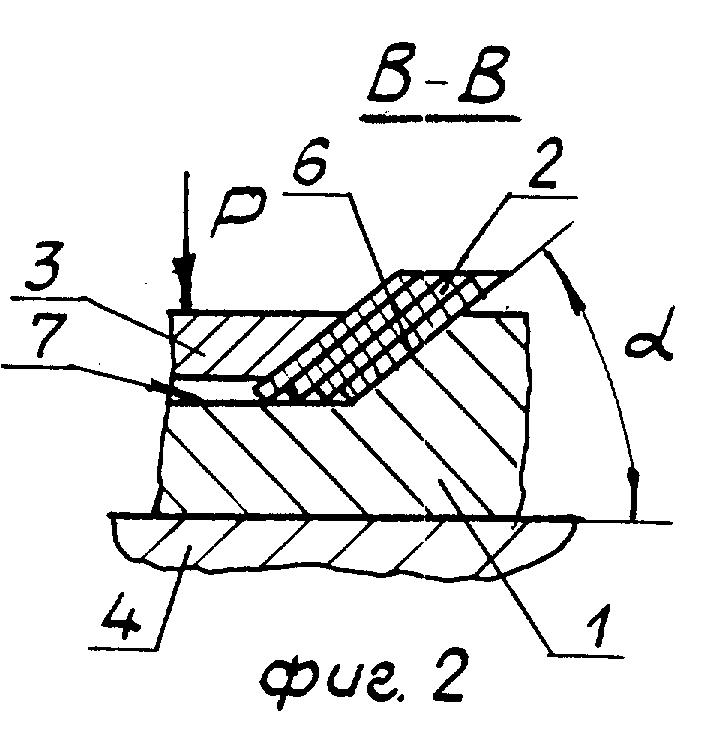
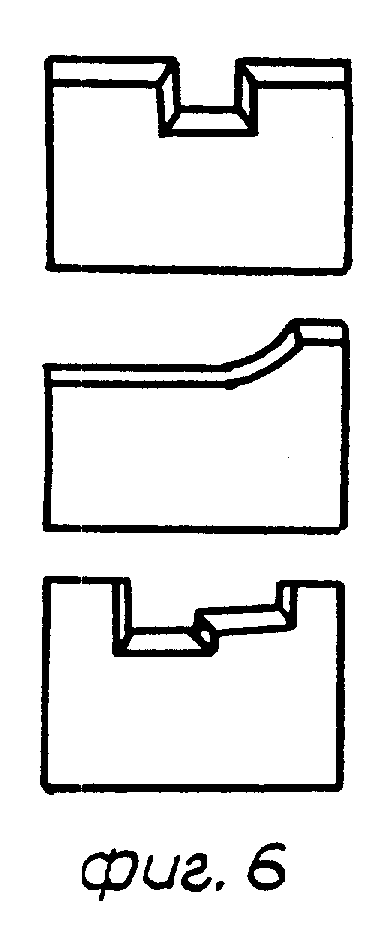
На фиг. 1 изображено заявляемое устройство, вид сверху; на фиг. 2 - сечение В В на фиг. 1; на фиг. 3 разрез Г Г на фиг. 1; на фиг. 4 - разрез Е Е на фиг. 3; на фиг. 5 изображена одна из разновидностей ножа, на примере заточки которой описано изобретение; на фиг. 6 некоторые другие разновидности ножей.
Устройство (приспособление) для заточки ножей к дереворежущим фрезам содержит корпус 1 с двумя посадочными местами А и Б. Каждое посадочное место предназначено для установи пакета из четырех ножей 2 (в данном примере) одной их разновидности, изображенной на фиг. 5. (Количество ножей в пакете должно быть кратным их количеству в одной фрезе.)
Устройство содержит также средство для закрепления ножей 2 в обоих посадочных местах, выполненное в виде клинового зажима 3.
Корпус 1 закреплен на столе 4 плоскошлифовального станка с числовым программным управлением. Стол 4 имеет возможность перемещения в горизонтальной плоскости возвратно-поступательного вдоль вектора N (фиг. 1) и поперечного движения подачи.
Абразивный круг 5 станка имеет горизонтальную ось вращения и возможность перемещения в вертикальной плоскости.
Клиновый зажим 3 имеет возможность перемещения в вертикальном направлении для зажима одновременно двух пакетов ножей 2 с усилием P (фиг. 3), создаваемым, например, ручным кулачковым или винтовым приводом широко известной конструкции (на чертеже не показан).
Каждое из посадочных мест А и Б для пакета ножей 2 образовано с одной стороны опорной плоскостью 6, с противоположной стороны одной из двух рабочих граней клинового зажима 3 и ограничено снизу установочной поверхностью 7, а с торцов двумя выступами 8, выполненными на расстоянии один от другого, соответствующем длине ножа (в данном примере 50 мм). (Выступы могут быть выполнены на любой поверхности, образующей рабочее место, в данном случае они выполнены на установочной поверхности 7.) Установочная поверхность предназначена для базирования на нее ножей 2 их установочными кромками.
Каждая рабочая грань клинового зажима 3 расположена эквидистантно (т.е. параллельно и с тем же наклоном) соответствующей опорной плоскости 6.
Опорная плоскость 6 в поперечном сечении посадочного места наклонена к горизонтали (практически к плоскости стола 4) в посадочном месте А вправо (по чертежу, фиг. 2, 3), а в посадочном месте Б влево (т.е. оппозитно) на угол α равный углу заострения участков а1, а2 и а3 режущей кромки ножа (фиг. 5), расположенных параллельно его установочной кромке (в данном конкретном случае a 40o).
В плане (на виде сверху, фиг. 1) посадочные места А и Б расположены под углом b к вектору N продольного движения стола 4, равным углу заострения участков в1 и в2 режущей кромки ножа, расположенных перпендикулярно его установочной кромке (в данном конкретном случае b 73o). Причем угол b посадочного места А по направлению наклона оппозитен углу b посадочного места Б.
В результате наклона под углами a и b конфигурация режущей кромки ножей в проекции на перпендикулярную вектору N плоскость искажается прямые углы между одновременно затачиваемыми кромками в этой проекции превращаются в тупые (фиг. 4), причем перпендикулярный к установочной кромке ножа участок режущей кромки в этой проекции расположен с наклоном к вертикали. Поэтому, чтобы заточить этот участок торцовой поверхностью абразивного круга, последнюю пришлось бы соответственно заправлять, удаляя при этом некоторый клиновый слой абразива. Однако делать это крайне нежелательно, так как абразивный круг и без того тонкий (толщина круга лимитируется шириной паза (9 мм) в разновидности ножа, изображенного первым на фиг. 6). Чтобы не делать круг еще более тонким необходимо установить ножи 2 в посадочном месте так, чтобы участок режущей кромки, перпендикулярный установочной кромке ножа, расположился на указанной проекции строго вертикально (фиг. 4). Для этого установочная поверхность 7 вдоль посадочных мест выполнена с наклоном к горизонтали под углом g который равен разности реального угла между режущими кромками ножа (например, между а2 и в2) и проекции этого угла на вертикальную плоскость при наклоне ножа на углы a и b. (Угол g определяется экспериментально или расчетным путем. При a 40o и b 73o угол g 8o22').
Соответственно под тем же углом g расположены верхняя плоскость корпуса 1, клиновый зажим 3 и заправлена периферийная поверхность абразивного круга 5.
Работает описанное устройство следующим образом.
Корпус 1 с посадочными местами А и Б и в сборе с клиновым зажимом 3 закрепляется на столе 4 плоскошлифовального станка, имеющего на горизонтальном шпинделе абразивный круг 5. В посадочные места А и Б загружают по пакету из четырех (в данном примере) мерных заготовок ножей 2 так, чтобы каждый нож 2 базировался установочной кромкой на установочной поверхности 7 посадочного места. Затем оба пакета зажимают вертикальным движением (от привода) клинового зажима 3 с усилием Р. В результате этого каждый нож 2 оказывается зафиксированным в наклонном в трех плоскостях положении: поджатый к опорной плоскости 6 (непосредственно или через соседние по пакету ножи) он наклонен под углом a к горизонтальной плоскости (практически к плоскости стола 4), под углом b к вектору N (практически к направлению продольного движения стола 4) и под углом g к горизонтальной плоскости (практически к плоскости стола 4).
В этом положении участок в2 режущей кромки каждого ножа 2 в пакете, закрепленном в посадочном месте А, и участок в1 режущей кромки ножа в посадочном месте Б принимают в профиле (в проекции на перпендикулярную вектору N плоскость) вертикальное положение, а участки а1, а2 и а3 наклонное под углом g к плоскости стола 4 положение.
Включается станок, и его стол 4 вместе с приспособлением начинает совершать рабочее возвратно-поступательное движение вдоль вектора N. Вертикальным перемещением вращающийся абразивный круг 5, радиальная (периферийная) поверхность которого заправлена под углом g к оси вращения, подводится к ножам 2 и за счет поперечной подачи стола 4, а также вертикальной подачи круга 5 (по программе системы ЧПУ) производится совместная заточка участков а2 и в2 режущих кромок ножей 2 в посадочном месте А (участки а1 и в1 остаются незаточенными) и одновременно участков а1 и в1 в посадочном месте Б (участки а2 и в2 остаются незаточенными) соответственно периферийной и торцовой поверхностями абразивного круга 5.
После завершения заточки указанных участков затачивается участок а3 режущей кромки ножей 2 в обоих посадочных местах периферийной поверхностью круга.
По завершению заточки этих участков круг 5 отводится вверх и станок выключается. Пакеты ножей 2 освобождаются от зажима и меняются местами с поворотом на 180o тот, что был в месте А, переносится в место Б и наоборот. После закрепления пакетов вновь включается станок и таким же образом затачиваются оставшиеся незаточенными участки режущей кромки ножей 2. На этом цикл заточки ножей закончен и в последующем повторяется для следующей пары пакетов ножей 2.
Заточка ножей, изображенных на фиг. 7 (и других), производится в том же порядке и с помощью того же устройства, изменяется только профиль заправки абразивного круга в соответствии с конфигурацией участков режущей кромки.
Таким образом, за счет фиксации ножей в положении с наклоном под углами b и g (наклон под углом a известен из прототипа) при использовании заявляемого изобретения обеспечивается возможность заточки с одного установа одновременно параллельных и перпендикулярных установочной кромке участков ступенчатой режущей кромки ножей.
В результате достижения этого технического эффекта повышается производительность заточки ножей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Фреза сборная с круглыми резцами для изготовления фасонных поверхностей в изделиях из древесины | 2021 |
|
RU2783179C1 |
| Способ заточки режущего инструмента | 1981 |
|
SU986733A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИСКОВЫХ ПИЛ И НОЖЕЙ | 1996 |
|
RU2120359C1 |
| Устройство для заточки сверл | 1980 |
|
SU984820A1 |
| Устройство для многоплоскостной заточки режущего инструмента | 1984 |
|
SU1252135A1 |
| УСТРОЙСТВО ДЛЯ ЗАТОЧКИ МИКРОТОМНЫХ НОЖЕЙ | 1997 |
|
RU2127181C1 |
| Станок для заточки концевого цилиндрического инструмента | 1989 |
|
SU1685688A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНОГО НОЖА | 1991 |
|
RU2057629C1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ХИРУРГИЧЕСКОГО ИНСТРУМЕНТА | 1991 |
|
RU2023573C1 |
| Способ изготовления режущих элементов инструментов | 1976 |
|
SU654340A1 |



Изобретение представляет собой приспособление, устанавливаемое на столе плоскошлифовального станка, для одновременной заточки горизонтальных и вертикальных участков режущей кромки пакета ножей со ступенчатой конфигурацией режущей кромки. Цель изобретения - повышение производительности заточки. В корпусе приспособления выполнены два посадочных места для закрепления с помощью клинового зажима двух пакетов затачиваемых ножей. Каждой посадочное место имеет опорную плоскость, наклоненную к горизонтали под углом заострения горизонтальных участков режущей кромки и повернутую к направлению движения стола станка под углом заострения вертикальных участков режущей кромки. Наклон и разворот опорной плоскости одного посадочного места оппозитны наклону и развороту опорной плоскости другого посадочного места. Благодаря этому достигается возможность одновременного затачивания как вертикальных участков режущей кромки каждого ножа, так и горизонтальных. 1 з.п. ф-лы, 6 ил.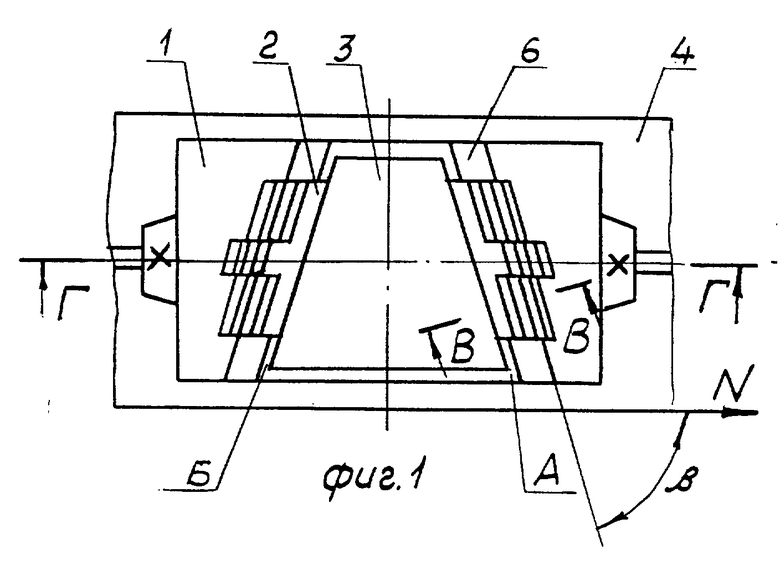
| ИСТОЧНИК УЛЬТРАФИОЛЕТОВОГО ИЗЛУЧЕНИЯ | 1990 |
|
RU2028694C1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
