Изобретение относится к области механообработки и может быть использовано при полировании лепестковыми кругами.
Заявляемое изобретение направлено на решение задачи, заключающейся в обеспечении повышения качества полирования поверхностей лепестковыми кругами.
Известен способ полирования деталей лепестковыми кругами (Гдалевич А.И. Финишная обработка лепестковыми кругами. М. Машиностроение. 1990, с. 112 ), в соответствии с которым инструменту сообщают вращение, а лепестки в зоне резания деформируют.
Согласно данному способу полирования лепестки разворачиваются под углом к оси вращения инструмента.
Недостатком описанного аналога является воздействие тангенциальной составляющей силы резания на единичный лепесток, отгибающий его в сторону. При этом лепестки могут отрываться от ступицы, объем ткани и аппретирующего клеевого вещества претерпевает упруго-пластические деформации, ослабляя связь абразивных зерен с основой. При этом износ лепестков происходит в основном из-за выкрашивания зерен. Подвод СОТС затруднен вследствие интенсивных воздушных потоков, действующих при вращении лепесткового круга. Вышеперечисленные причины обуславливают снижение качественных характеристик поверхностей заготовок, достигаемых при их обработке лепестковыми кругами.
Известен также способ полирования деталей лепестковыми кругами (а.с. СССР N 1093529, B 24 17/00, 1982), в соответствии с которым инструменту сообщают вращение, а лепестки в зоне резания деформируют потоком воздуха или жидкости, который направляют на рабочую поверхность лепестков.
Недостатком этого аналога является необходимость применения дополнительной оснастки для подачи смазочно-охлаждающих технологических средств (СОТС) в зону резания и неоднородность качественных характеристик поверхностей, подвергаемых обработке.
Указанные недостатки обусловлены тем, что подвод СОТС в зону резания осуществляет путем преодоления интенсивных воздушных потоков, генерируемых вращающимся лепестковым кругом. При этом интенсивность подвода СОТС к различным точкам рабочей поверхности круга и, следовательно, деформация лепестков изменяется в зависимости от их расположения относительно торцевой поверхности круга. На участках лепестка, близких к торцевой поверхности круга, поток воздуха или жидкости, направленный из сопла, оказывает более сильное воздействие на процесс деформирования лепестка и нанесения СОТС, чем на участках, близких к его середине, т.к. интенсивность воздушных потоков относительно поверхностей инструмента существенно различна.
Наиболее близким по технической сущности к заявляемому изобретению является выбранный в качестве прототипа способ полирования плоских поверхностей деталей (пат. Рос. Фед. N 2005046 С 1, В 24 В 29/00; В 24 В 55/02, 1993), в соответствии с которым вращающемуся лепестковому кругу и детали сообщают относительные перемещения и осуществляют деформацию лепестков круга перед зоной обработки с помощью СОТС, где СОТС жестко связывают с деталью и располагают ее на одном уровне с обрабатываемой поверхностью.
У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки. Вращающемуся лепестковому кругу и детали сообщают относительные перемещения и осуществляют деформацию лепестков круга перед зоной обработки с помощью СОТС, где СОТС жестко связывают с деталью и располагают ее на одном уровне с обрабатываемой поверхностью.
Недостатком известного способа являются неоднородность качественных характеристик обрабатываемой поверхности детали и неэффективное использование потенциальных возможностей инструмента.
Указанные недостатки обусловлены тем, что рабочая поверхность абразивного инструмента представляет собой совокупность субмикронеровностей, во впадинах которых при контактировании лепестка с СОТС остается определенное количество воздуха и иных веществ, препятствующих нанесению СОТС на рабочую поверхность лепестка. Существенно снижается не только площадь нанесения смазочного вещества, но и количество СОТС на единице рабочей поверхности инструмента, так как смазке подвергаются наиболее выступающие острые кромки, не способные удержать достаточное количество смазочного материала. При контакте с обрабатываемой поверхностью на различных участках зоны обработки имеет место неоднородность условий работы режущих элементов лепесткового круга, обусловленная наличием слоя СОТС лишь на отдельных участках рабочей поверхности лепестка.
Цель изобретения повышение качества полирования заготовок лепестковыми кругами.
Указанная цель обеспечивается тем, что предложен способ полирования плоских поверхностей деталей лепестковыми кругами, при котором инструменту сообщают вращение, а лепестки перед зоной обработки деформируют с помощью СОТС. СОТС жестко связывают с деталью и располагают ее на одном уровне с обрабатываемой поверхностью. На СОТС налагают ультразвуковые колебания в направлении, параллельном относительному перемещению лепесткового круга и детали.
При относительном перемещении инструмента и детали лепесток, воздействуя на СОТС при вращении круга, деформируется равномерно по ширине и подвергается колебательному воздействию от СОТС. Колебательные процессы в ультразвуковом диапазоне интенсифицируют проникающую способность СОТС, способствуя эффективному нанесению смазочного вещества на рабочую поверхность лепестка. Вместе с тем, через СОТС колебаниям подвергаются абразивные зерна, закрепление которых на тканевой основе лепестка, имеет упруго эластичный характер. Абразивные зерна, совершая колебательные перемещения в среде СОТС, покрываются слоем СОТС в количестве, определяемом условиям и свойствам контактирующих сред. При контактировании рабочей поверхности лепестка с обрабатываемой поверхностью заготовки условия их взаимодействия однородны, вследствие равномерного нанесения СОТС. Кроме того, абразивные зерна инструмента и обрабатываемая поверхность детали осуществляют дополнительные относительные перемещения относительно друг друга, обусловленные ультразвуковыми колебаниями, что сказывается на достижении улучшенных качественных характеристик поверхности детали.
По имеющимся у автора сведениям, совокупность существенных признаков, характеризующих сущность заявляемого изобретения неизвестна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "Новизна".
По мнению автора, сущность заявляемого изобретения не следует для специалиста явным образом из известного уровня техники, т.к. из него не выявляется вышеуказанное влияние на получаемый технический результат новое свойство объекта совокупности признаков, которые отличают от прототипа заявляемое изобретение, что позволяет сделать вывод о его соответствии критерию "Изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения в принципе может быть многократно использована при полировании лепестковыми кругами с получением технического результата, заключающегося в уменьшении шероховатости поверхности, обуславливающего обеспечение достижения поставленной цели повышения качества полирования заготовок лепестковыми кругами, что позволяет сделать вывод о соответствии изобретения критерию "Промышленная применимость".
Сущность изобретения поясняется чертежом, на котором изображена принципиальная схема осуществления способа полирования.
Лепестковому кругу сообщают вращение. Перед вводом вращающегося лепесткового круга 1 в контакт с деталью 2 лепестки шлифовальной шкурки 3 приводят во взаимодействие с СОТС, расположенной в резервуаре 4 на одном уровне с обрабатываемой поверхностью. На СОТС налагают ультразвуковые колебания в направлении, параллельном относительному перемещению инструмента и детали. В качестве СОТС возможно использование СОЖ, твердых смазок и т.д. В результате контактирования с СОТС лепестки деформируются в сторону, противоположную направлению вращения круга, и покрываются слоем СОТС. Предварительно сдеформированные лепестки входят во взаимодействие с заготовкой плавно, без удара. СОТС подверженная ультразвуковым колебаниям интенсивно заполняет микронеровности процессов на абразивные зерна инструмента, закрепление которых на тканевой основе носит упруго эластичный характер. Абразивные зерна, совершая колебательные движения в среде СОТС, качественно покрываются слоем смазочного вещества. Условия контактирования инструмента и детали в различных точках зоны обработки однородны, колебательные перемещения абразивных зерен способствуют достижению улучшенных качественных характеристик обрабатываемой поверхности.
Ниже приведен конкретный пример осуществления предлагаемого способа.
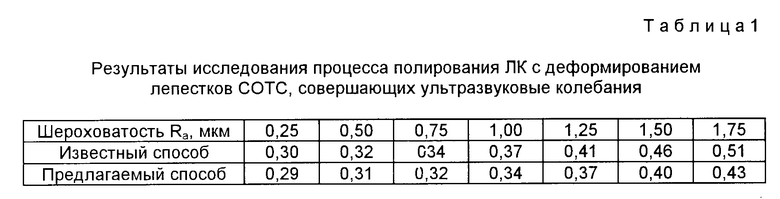
Полирование осуществляется лепестковым кругом на станке 3Д710В. Лепестковый круг 200x32x25 14А6П ГОСТ 22775-77 приводили во вращение с окружной скоростью 80 м/с. Перед вводом круга в контакт с заготовкой из титанового сплава ВТ 22 лепестки воздействуют на поверхность СОТС. На СОТС налагали ультразвуковые колебания с частотой 19 кГц с использованием генератора УЗУ 0,25. В качестве СОТС использовали 3%-ный раствор йода в расплавленном парафине (ОСТ 6 15 402 80). Сравнительные результаты полирования по сравнению с известным способом представлены в таблице. Варьировали деформацией круга в радиальном направлении в диапазоне (0,25 - 1,75) мм.
Использование предлагаемого способа в сравнении с известным способом позволяет уменьшить параметр шероховатости поверхности на (0,01 0,03) мкм в зависимости от величины деформации круга в радиальном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1995 |
|
RU2092295C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2111107C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103149C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2103151C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2109617C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103150C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1993 |
|
RU2082589C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2113967C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103148C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1992 |
|
RU2043191C1 |
Использование: в области механической обработки при полировании плоских поверхностей деталей лепестковыми кругами. Сущность: вращающемуся лепестковому кругу и детали сообщают относительные перемещения и осуществляют деформацию лепестков круга перед зоной обработки с помощью смазочно-охлаждающего технологического средства /СОТС/, жестко связанного с деталью и расположенного на одном уровне с обрабатываемой поверхностью. На СОТС налагают ультразвуковые колебания в направлении, параллельном относительному перемещению лепесткового круга и детали, при этом деталь и круг получают дополнительное относительное перемещение в том же направлении. Лепесток, ударяясь о СОТС, деформируется равномерно по ширине, а его рабочая поверхность покрывается слоем СОТС с высокой степенью однородности, обусловленной воздействием колебаний. 1 ил., 1 табл.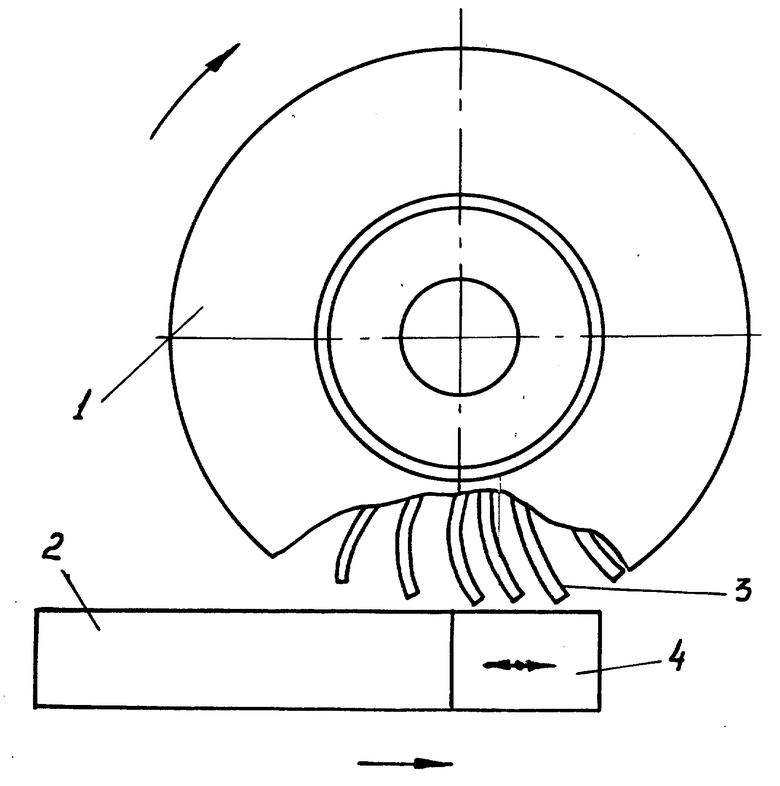
Способ полирования плоских поверхностей деталей, при котором вращающемуся лепестковому кругу и детали сообщают относительные перемещения и осуществляют деформацию лепестков круга перед зоной обработки с помощью СОТС, жестко связанной с деталью и расположенной на одном уровне с обрабатываемой поверхностью, отличающийся тем, что на СОТС налагают ультразвуковые колебания, сообщая дополнительные относительные перемещения детали и лепесткового круга в направлении, параллельном их основным перемещениям при обработке.
| Способ полирования деталей лепестковыми кругами | 1982 |
|
SU1093529A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Патент РФ N 2005046, кл.В 24 В 29/00, 1993. | |||
