Изобретение относится к области механической обработки и может быть использовано при полировании лепестковыми кругами.
Известен способ полирования деталей лепестковыми кругами, при котором инструменту сообщают вращение, а лепестки в зоне резания деформируют (Гдалевич А.И. Финишная обработка лепестковыми кругами.- М.: Машиностроение, 1990, 112 с.).
Согласно данному способу полирования лепестки разворачивают под углом к оси вращения и инструмента. При этом тангенциальная составляющая силы резания, воздействуя на единичный лепесток, отгибает его в сторону. Объем ткани и аппретирующе-клеевого вещества претерпевает упруго-пластические деформации, ослабляя связь абразивных зерен (а.з.) с основной. При этом износ лепестков происходит в основном из-за выкрашивания зерен. Подвод СОЖ затруднен вследствие интенсивных воздушных потоков, действующих при вращении лепесткового круга. Выше перечисленные причины обуславливают снижение качественных характеристик поверхностей заготовок, достигаемых при их обработке лепестковыми кругами.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является выбранный в качестве прототипа способ полирования деталей лепестковыми кругами, при котором кругу сообщают вращение, а его лепестки перед зоной обработки деформируют с помощью смазочно-охлаждающего технологического средства (СОТС), где в качестве СОТС берут ролик с нанесенной рабочей средой, устанавливают его с возможностью свободного вращения вокруг оси, параллельной оси вращения круга, при этом ширину ролика выбирают большей ширины лепестка круга (патент Россия, 2043191, B 24 B 29/00, B 24 B 55/02, 1995).
Недостатком прототипа является относительно низкое качество обрабатываемых поверхностей заготовок (деталей) из труднообрабатываемых материалов, обусловленное интенсивным "засаливанием" лепестков в процессе полирования и отсутствием восстановления исходных свойств рабочей поверхности инструмента.
Задача изобретения - повышение качества поверхностей заготовок (деталей) при полировании лепестковыми кругами за счет очистки круга от отходов процесса резания и обновления рабочих кромок а.з.
Для достижения поставленной задачи предлагаемое изобретение "Способ полирования деталей лепестковыми кругами" сдержит следующие, выраженные определенными понятиями существенные признаки, совокупность которых направлена на решение только одной связанной с целью изобретения задачи. Кругу сообщают вращение, в его лепестки перед зоной обработки деформируют с помощью СОТС. В качестве СОТС берут ролик с связанным с ним слоем абразива и нанесенной рабочей средой. СОТС устанавливают с возможностью свободного вращения вокруг оси, параллельно оси круга, ширина лепестка которого меньше ширины СОТС. Деформацию лепестков осуществляют из условия непрерывной правки круга обкатыванием. При контакте а. з. лепестков круга со слоем абразива, закрепленного на ролике, а рабочей среде деформирование лепестков сопровождается непрерывной правкой круга его обкатыванием. В результате осуществляется обновление режущего контура а. з. круга, удаление отходов с их поверхности, нанесением рабочей среды на поверхность лепестков, что в совокупности улучшает условия контакта круга с заготовкой при полировании и приводит к повышению качественных характеристик обрабатываемых поверхностей деталей машин.
Сущность изобретения поясняется графическим материалом, на котором изображена принципиальная схема осуществления способа полирования.
Лепестковому кругу 1 сообщают вращение. Перед входом вращающегося лепесткового круга в контакт с заготовкой 5 располагают смазочно-охлаждающее технологическое средство (СОТС), в качестве которого берут ролик 2 с жестко связанным с ним слоем абразива 4 и нанесенной рабочей средой (СОЖ) 3. СОТС устанавливают с возможностью свободного вращения вокруг оси, параллельной оси круга, ширина лепестка которого меньше ширины СОТС. ПРи контакте с СОТС осуществляется деформация лепестков из условия непрерывной правки круга обкатыванием. Обеспечивается постоянная очистка от отходов обработки и обновление режущих кромок а.з. лепестков, улучшается проникновение рабочей среды (СОЖ) на субмикропрофиль а. з., что обуславливает повышение качества обрабатываемой поверхности при полировании заготовок (деталей) лепестковыми кругами.
Так, например, предлагаемый способ целесообразно осуществлять следующим образом.
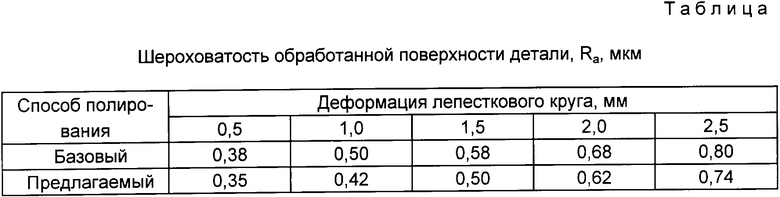
Лепестковый круг типа КЛ 200х32х32 14А 6П СФЖА (ГОСТ 222775-77) приводят во вращение в окружной скоростью 30 м/с машинкой ИП 2009 БПУ-11, закрепленной на токарном станке 1К62. Перед входом лепестков в контакт с заготовкой из титанового сплава ВТ22 располагают ролик с жестко связанным с ним слоем абразива, поверхность которого смачивают при вращении 3%-ным раствором продукта укринол-1. Ширина ролика 34 мм. Ролик имеет возможность свободного вращения вокруг оси, параллельной оси вращения круга. Заготовку вращают со скоростью 5 м/мин. Радиальную деформацию круга варьируют в интервале 0,5 - 2,5 мм. Сравнительные результаты полирования представлены в таблице.
Как показали результаты опытной проверки при использовании заявляемого способа обеспечивается в сравнении с известным уменьшение параметра шероховатости поверхности Ra на 0,03 - 0,08 мкм в зависимости от величины радиальной деформации круга, что отражает достижение цели изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103150C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103149C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2113967C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1995 |
|
RU2092295C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2109617C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1995 |
|
RU2093339C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1993 |
|
RU2082589C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1992 |
|
RU2043191C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕПЕСТКОВОГО КРУГА | 1996 |
|
RU2111110C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2111107C1 |
Изобретение относится к механической обработке деталей машин и может быть использовано при полировании лепестковыми кругами. Для повышения качества полирования деталей типа тел вращения деформируют лепестки перед зоной обработки с помощью смазочно-охлаждающего технологического средства (СОТС) из условия непрерывной правки круга обкаткой. В качестве СОТС берут ролик с жестко связанным с ним слоем абразива и нанесенной рабочей средой, устанавливают его с возможностью свободного вращения вокруг оси, параллельной оси круга. Ширину ролика выбирают большей ширины лепестка круга. Лепестки, ударясь о СОТС, восстанавливают свою режущую способность, покрываются рабочей средой и равномерно деформируются. 1 ил., 1 табл.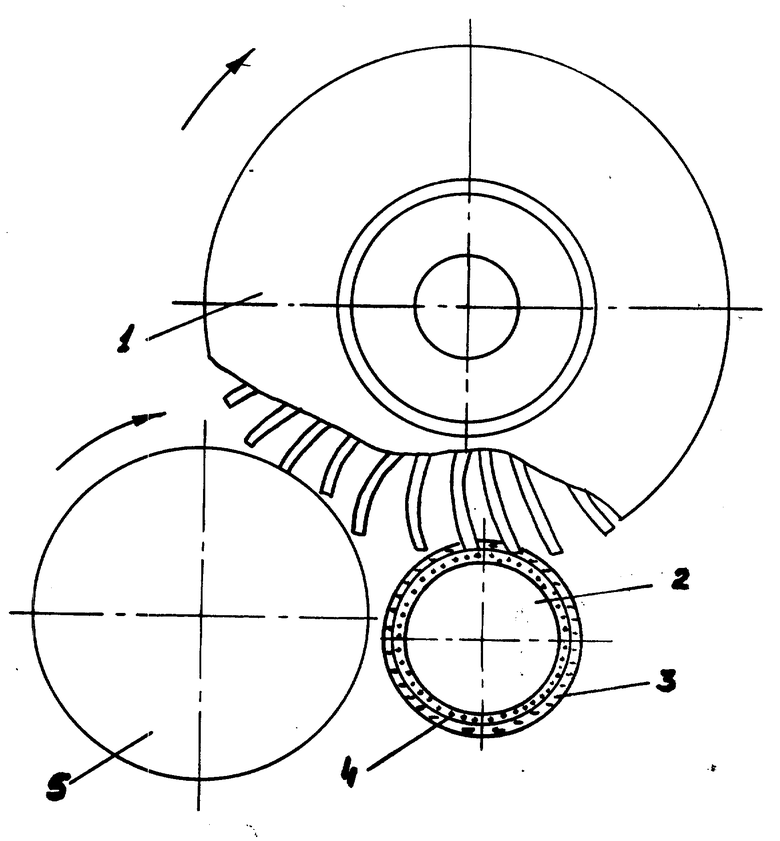
Способ полирования деталей лепестковыми кругами, при котором кругу сообщают вращение, а его лепестки перед зоной обработки деформируют с помощью смазочно-охлаждающего технологического средства (СОТС), установленного с возможностью свободного вращения вокруг оси, параллельной оси круга, ширина лепестка которого меньше ширины СОТС, отличающийся тем, что в качестве СОТС берут ролик с жестко связанным с ним слоем абразива и нанесенной рабочей средой, при этом деформацию лепестков осуществляют из условия непрерывной правки круга обкатыванием.
| Гдалевич А.И | |||
| Финишная обработка лепестковыми гругами.- М.: Машиностроение, 1990, с | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| RU, панент, 2043191, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
