Изобретение относится к механообработке и может быть использовано при полировании лепестковыми кругами.
Изобретение направлено на решение задачи, заключающейся в повышении качества плоских поверхностей деталей после их полирования лепестковыми кругами.
Известен способ полирования заготовок (деталей) лепестковыми кругами (Гдалевич А.И. Финишная обработка лепестковыми кругами. М.: Машиностроение. 1990, 112 с.), в соответствии с которым инструменту сообщают вращение, а лепестки в зоне резания деформируют, разворачивая их под углом к оси вращения инструмента.
Недостатком описанного аналога является воздействие касательной составляющей силы резания на единичный лепесток, отгибающей его в сторону. При этом лепестки могут отрываться от ступицы, объем ткани и аппретирующего клеевого вещества претерпевает упруго-пластические деформации, ослабляя связь абразивных зерен (а.з.) с основой и приводя к их интенсивному выкрашиванию. Подвод смазочно-охлаждающих технологических сред (СОТС) затруднен вследствие интенсивных воздушных потоков, действующих при вращении лепесткового круга. Перечисленные причины обуславливают снижение качественных характеристик поверхностей заготовок, обработанных лепестковыми кругами.
Известен также способ полирования деталей лепестковыми кругами (а.с. N 1093529, кл. B 24 D 17/00 1982), в соответствии с которым инструменту сообщают вращение, а лепестки в зоне резания деформируют потоком воздуха или жидкости, который направляют на рабочую поверхность лепестков.
Недостатками этого аналога являются необходимость применения сложной дорогостоящей оснастки для подачи СОТС в зону резания и неоднородность качественных характеристик обработанных поверхностей.
Указанные недостатки обусловлены тем, что подаваемое и зону резания СОТС должно преодолеть интенсивные воздушные потоки, генерируемые вращающимся лепестковым кругом. При этом интенсивность подвода СОЖ к различным точкам рабочей поверхности круга и, следовательно, деформация лепестков изменяются в зависимости от расположения относительно торцовой поверхности круга. На участках лепестка, близких к торцовой поверхности круга, поток воздуха или жидкости, направленный из сопла, оказывает более сильное воздействие на процесс деформирования лепестка и нанесения на него СОТС, чем на участках, близких к его середине, т.к. интенсивность воздушных потоков относительно поверхностей инструмента существенно различна.
Наиболее близким по технической сущности к заявляемому изобретению является выбранный в качестве прототипа способ полирования плоских поверхностей деталей (Патент 2005046, кл. B 24 B 29/00, 1993), в соответствии с которым вращающемуся лепестковому кругу и заготовке сообщают относительные перемещения и осуществляют деформацию лепестков круга перед зоной обработки с помощью СОТС, причем контейнер с СОТС жестко связывают с заготовкой и располагают СОТС на одном уровне с обрабатываемой поверхностью.
У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки. Вращающемуся лепестковому кругу и заготовке сообщают относительные перемещения и осуществляют деформацию лепестков круга перед зоной обработки с помощью СОТС, причем СОТС располагают в контейнере на одном уровне с обрабатываемой поверхностью.
Недостатком прототипа является то, что отходы процесса полирования, остающиеся на лепестках круга после обработки и осаждающиеся в СОТС при их контакте, не удаляются из среды, а переносятся лепестками на поверхность заготовки, что снижает эффективность резания материала и приводит к ухудшению качества деталей машин. Кроме того, расход СОТС приводит к образованию уступа на границе среды с заготовкой, что вызывает интенсивное выкрашивание абразивных зерен (а.з.) круга и ухудшение качества полирования.
Указанный недостаток обусловлен тем, что СОТС относительно заготовки неподвижна и не осуществляется удаление отходов обработки во внерабочую зону, предотвращающее их повторное участие в процессе полирования, а также восстановление объемов среды для эффективного деформирования лепестков.
Цель изобретения - повышение качества полирования плоских поверхностей деталей.
Для достижения поставленной цели заявляемое изобретение содержит следующие, выраженные определенными понятиями, существенные признаки, совокупность которых направлена на решение только одной, связанной с целью изобретения задачи. Вращающемуся лепестковому кругу и детали (заготовке) сообщают относительные перемещения, осуществляют деформацию лепестков круга перед зоной обработки с помощью СОТС. СОТС располагают на одном уровне с обрабатываемой поверхностью и сообщают непрерывное или периодическое перемещение в направлении, параллельном оси вращения круга. Таким образом, осуществляется отвод в нерабочую зону отходов полирования и обновление объемов среды, участвующей в деформировании лепестков.
По отношению к прототипу у изобретения имеются следующие отличительные признаки. В процессе обработки заготовки лепестков кругом контейнеру с СОТС сообщают непрерывное или периодическое перемещение в направлении, параллельном оси вращения круга.
Между отличительными признаками и целью изобретения существует следующая причинно-следственная связь. Непрерывное или периодическое перемещение контейнера с СОТС в процессе обработки в направлении, параллельном оси вращения круга, обеспечивает удаление объемов среды, загрязненных отходами процесса полирования при контакте с лепестками круга, а также обновление объемов среды, необходимых для деформирования лепестков и нанесения на их рабочую поверхность, что обеспечивает высокую стойкость лепестковых кругов и благоприятные условия процесса полирования заготовки, способствующие повышению качества обрабатываемых плоских поверхностей деталей.
По имеющимся сведениям совокупность существенных признаков, характеризующих сущность заявляемого изобретения, не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "Новизна".
Сущность заявляемого изобретения не следует для специалиста явным образом из известного уровня техники, т.к. из него не выявляется указанное влияние на получаемый технический результат - новое свойство объекта - совокупности признаков, которые отличают от прототипа изобретение, что позволяет сделать вывод о его соответствии критерию "Изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения в принципе может быть многократно использована при полировании лепестковыми кругами с получением технического результата, заключающегося в уменьшении шероховатости плоской поверхности, обуславливающего достижение поставленной цели - повышения качества плоских поверхностей деталей, что позволяет сделать вывод о соответствии изобретения критерию "Промышленная применимость".
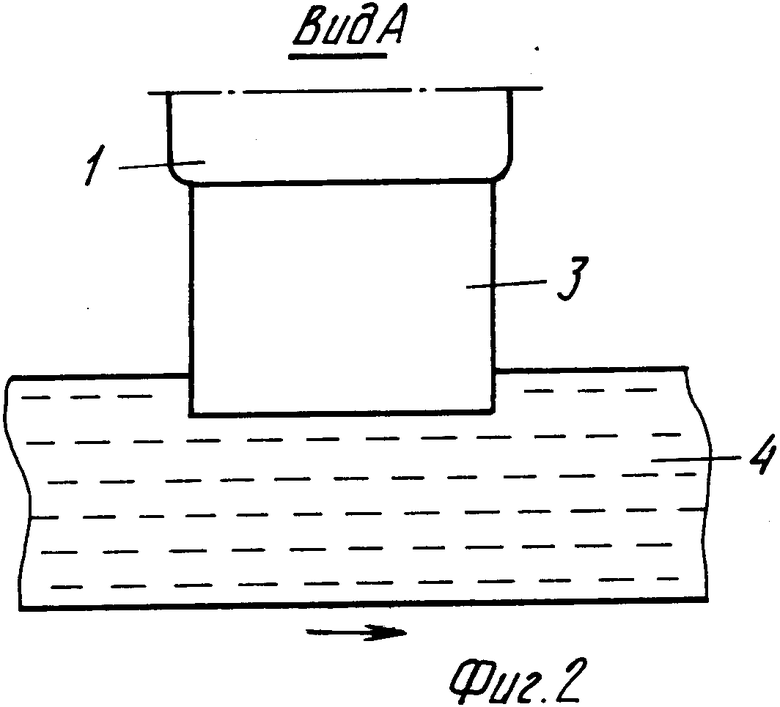
На фиг. 1 изображен общий вид схемы осуществления способа полирования; на фиг. 2 - вид по стрелке А на фиг. 1.
Лепестковому кругу сообщают вращение. Перед вводом вращающегося лепесткового круга 1 в контакт с заготовкой 2 лепестки шлифовальной шкурки 3 приводят во взаимодействие с СОТС. СОТС располагают в контейнере 4 на одном уровне с подлежащей полированию плоской поверхностью заготовки.
Лепестковому кругу и заготовке (детали) сообщают относительные перемещения (подачу). Для удаления попадающих в СОТС отходов полирования и компенсации расхода СОТС вследствие переноса среды на поверхности лепестков и детали контейнеру с СОТС сообщают непрерывное или периодическое (дискретное) перемещение в направлении, параллельном оси вращения круга. В результате процесс обработки осуществляется с однородным деформированием лепестков в сторону, противоположную направлению вращения круга. Лепестки при деформировании очищаются от отходов обработки и покрываются слоем незагрязненной среды в стабильных условиях. Интенсивность подвода СОТС в зону контакта с лепестками круга легко регулируется, что обеспечивает благоприятные условия полирования поверхности заготовки и повышение качественных характеристик обработанных деталей.
Ниже приведен конкретный пример осуществления предлагаемого способа.
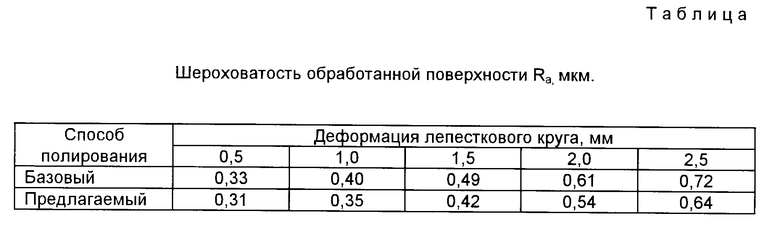
Полирование осуществляли лепестковым кругом на станке 3Д710В. Лепестковый круг КЛ 200х32х32 14А6П СФЖА ГОСТ 22775-77 приводили во вращение с окружной скоростью 30 м/с. Перед вводом круга в контакт с заготовкой из титанового сплава ВТ22 лепестки соприкасались с СОТС, в качестве которого использовали 3%-ный раствор йода в расплавленном парафине (ОСТ 6-15-402-80). СОТС непрерывно перемещали в направлении, параллельном оси вращения круга, обеспечивая стабильность условий контакта с кругом. В качестве базы для сравнения использовали то же самое СОТС, но жестко закрепленное на торцевой поверхности заготовки. Сравнительные результаты способов полирования представлены в таблице.
Использование предлагаемого способа в сравнении с базовым обеспечивает повышение качества плоских поверхностей деталей во всем диапазоне варьирования (0,5-2,5) мм деформации круга в радиальном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2103151C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2111107C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103150C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103149C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1995 |
|
RU2093339C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103148C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2113967C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1993 |
|
RU2082589C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1995 |
|
RU2092295C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1992 |
|
RU2043191C1 |
Использование: при изготовлении деталей для полирования плоских поверхностей лепестковыми кругами. Сущность: перед вводом вращающегося лепесткового круга в контакт с заготовкой лепестки шлифовальной шкурки приводят во взаимодействие с СОТС, расположенной на одном уровне с обрабатываемой поверхностью и непрерывно либо периодически перемещаемой в направлении, параллельном оси вращения круга. Лепестки при контакте с СОТС очищаются от отходов обработки, покрываются стабильно защитным слоем СОТС, что обеспечивает повышение качества поверхностей деталей при полировании. 1 табл., 2 ил.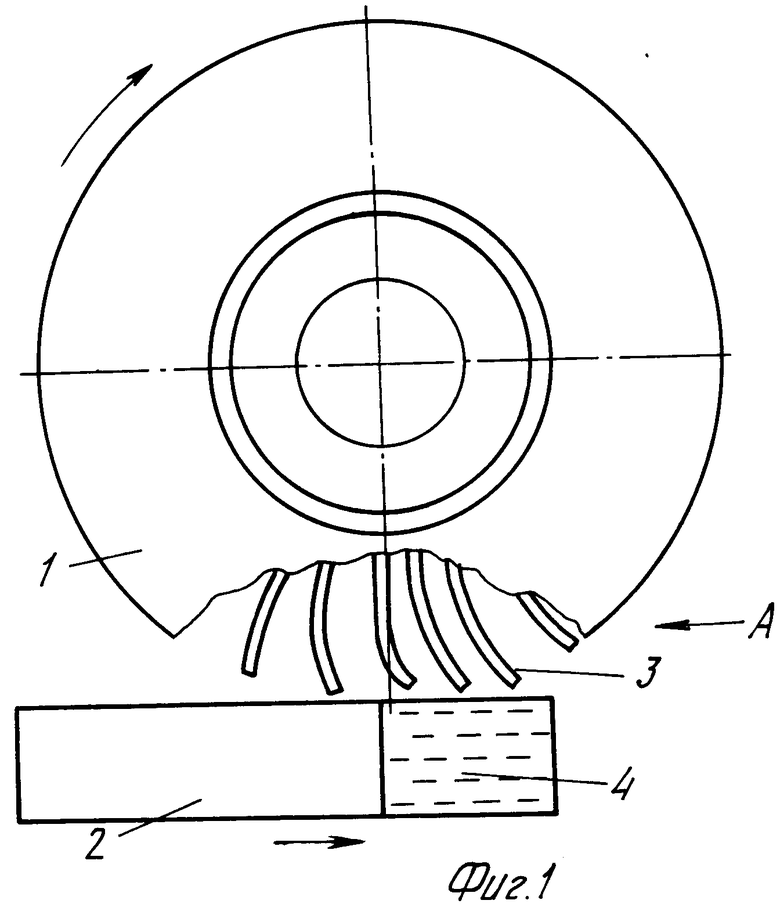
Способ полирования плоских поверхностей деталей, при котором вращающемуся лепестковому кругу и детали сообщают относительные перемещения и осуществляют деформацию лепестков круга перед зоной обработки с помощью смазочно-охлаждающей технологической среды (СОТС), расположенной на одном уровне с обрабатываемой поверхностью, отличающийся тем, что СОТС непрерывно или периодически перемещают в направлении, параллельном оси вращения круга.
| SU, авторское свидетельство, 1093529, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| RU, патент, 2005046, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
