Изобретение относится к области механообработки и может быть использовано при полировании лепестковыми кругами.
Изобретение направлено на решение задачи, заключающейся в обеспечении повышения производительности и качестве полирования поверхностей лепестковыми кругами.
Известен способ полирования деталей лепестковыми кругами (Гдалевич А.И. Финишная обработка лепестковыми кругами. - М.: машиностроение. 1990. 112 с. ), в соответствии с которым инструменту сообщают вращение, а лепестки в зоне резания деформируют.
Согласно данному способу полирования лепестки разворачивают под углом к оси вращения инструмента.
Недостатком описанного аналога является воздействие тангенциальной составляющей силы резания на единичный лепесток, отгибающий его в сторону. При этом лепестки могут обрываться от ступицы, объема ткани и аппретирующего клеевого вещества претерпевает упругопластические деформации, ослабляя связь абразивных зерен с основой. При этом износ лепестков происходит в основном из-за выкрашивания зерен. Подвод смазочно-охлаждающей технологической среды (СОТС) затруднен вследствие интенсивных воздушных потоков, действующих при вращении лепесткового круга. Вышеперечисленные причины обуславливают снижение качественных характеристик поверхностей заготовок, достигаемых при их обработке лепестковыми кругами.
Известен также способ полирования деталей лепестковыми кругами (авт. св. СССР N 1093529, кл. B 24 D 17/00, 1982), в соответствии с которым инструменту сообщают вращение, а лепестки в зоне резания деформируют потоком воздуха или жидкости, который направляют на рабочую поверхность лепестков.
Недостатками этого аналога являются необходимость применения дополнительной оснастки для подачи СОТС в зону резания и неоднородность качественных характеристик поверхностей, достигаемых при их обработке.
Указанные недостатки обусловлены тем, что подвод СОТС в зону резания осуществляется путем преодоления интенсивных воздушных потоков, генерируемых вращающимся лепестковым кругом. При этом интенсивность подвода СОТС к различным точкам рабочей поверхности круга и, следовательно, деформация лепестков изменяется в зависимости от их расположения относительно торцевой поверхности круга. НА участках лепестка, близких к торцевой поверхности круга, поток воздуха или жидкости, направленный из сопла, оказывает более сильное воздействие на процесс деформирования лепестка и нанесения СОТС, чем на участках, близких к его середине, так как интенсивность воздушных потоков относительно поверхностей инструмента существенно различна.
Наиболее близким по технической сущности к заявляемому изобретению является выбранный в качестве прототипа способ полирования плоских поверхностей деталей (Патент Ru N 2005046, кл. B 24 B 29/00; B 24 B 55/02, 1993), в соответствии с которым вращающемуся лепестковому кругу и детали сообщают относительные перемещения и осуществляют деформацию лепестков круга перед зоной обработки с помощью СОТС, где СОТС жестко связывают с деталью и располагают ее на одном уровне с обрабатываемой поверхностью.
У прототипа и предлагаемого изобретения имеются следующие сходные существенные признаки. Вращающемуся лепестковому кругу и детали сообщают относительные перемещения и осуществляют деформацию лепестков круга перед зоной обработки с помощью СОТС, где СОТС жестко связывают с деталью и располагают ее на одном уровне с обрабатываемой поверхностью.
Недостатком прототипа является низкое качество обработки поверхности длинных заготовок.
Указанный недостаток обусловлен тем, что с повышением протяженности обрабатываемой поверхности заготовки увеличивается площадь участков материала, контактирующих с кругом в худших условиях, чем у расположенных вблизи с контейнером с СОТС. Среда, нанесенная не лепестки при их контакте с СОТС перед обработкой заготовки, расходуется в процессе полирования, что приводит к "сухому" контакту взаимодействующих поверхностей. Кроме этого, уменьшается сила воздействия каждого лепестка на заготовку, вследствие снижения его жесткости и веса из-за удаления СОТС. В результате снижается однородность качественных характеристик различных участков обрабатываемой поверхности, уменьшается производительность процесса полирования.
Цель изобретения - повышение производительности и качества полирования плоских поверхностей деталей за счет интенсификации воздействия лепестков круга на заготовку, и обеспечения восстановления слоя СОТС в зоне их контакта.
Для достижения поставленной цели предлагаемое изобретение "Способ полирования плоских поверхностей деталей" содержит следующие общие, выраженные определенными понятиями, существенные признаки, совокупность которых направлена на решение только одной связанной с целью изобретения задачи. Вращающемуся лепестковому кругу и детали сообщают относительные перемещения и осуществляют деформацию лепестков круга перед зоной обработки с помощью СОТС, где СОТС жестко связывают с деталью и располагают ее на одном уровне с обрабатываемой поверхностью. СОТС также размещают в полирующих вклалышах, устанавливаемых между лепестками и жестко закрепляемых с ними, обеспечивая восстановление слоя СОТС в зоне контакта лепестков с деталью путем деформирования вкладышей.
По отношению к прототипу у предлагаемого изобретения имеются следующие отличительные признаки. СОТС располагают также в полирующих вкладышах, которые устанавливают между лепестками инструмента и жестко закрепляют с ними. Путем деформирования вкладышей обеспечивается восстановление слоя СОТС в зоне контакта лепестков с деталью.
Между отличительными признаками и целью изобретения существует следующая причинно-следственная связь. Размещение СОТС в полирующих вкладышах, устанавливаемых между лепестками и жестко закрепляемых с ними, обеспечивает непрерывный подвод рабочей среды в зону полирования. При контакте лепестка с поверхностью заготовки, полирующий вкладыш, жестко закрепленный с ним, испытывает сжатие, обусловленное расположением между лепестком, взаимодействующим с обрабатываемым материалом, и лепестком, находящимся в свободном вращении. В результате объемы СОТС, расположенные на периферийных участках вкладыша, выдавливаются в зону полирования. При этом полирующий вкладыш выполняет не только свою непосредственную функцию, воздействуя на обрабатываемый материал, но и как средство подвода СОТС на поверхность заготовки перед контактом с ней следующего лепестка. Таким образом, перед каждым лепестком инструмента обеспечивается наличие слоя СОТС, предварительно деформирующего лепесток и покрывающего рабочую поверхность инструмента перед каждым контактом с обрабатываемым материалом. Кроме того, закрепление вкладышей с СОТС между лепестками увеличивает жесткость и твердость инструмента, способствует интенсификации его воздействия на поверхность заготовки. Подвод СОТС в зону контакта и усиление воздействия рабочих элементов круга на обрабатываемый материал обеспечивают повышение производительности и качестве полирования плоских поверхностей деталей.
По имеющимся у автора сведениям совокупность существенных признаков, характеризующих сущность заявляемого изобретения, не известна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "Новизна".
Сущность заявляемого изобретения не следует для специалиста явным образом из известного уровня техники, так как из него не выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупности признаков, которые отличают от прототипа прдлагаемое изобретение, что позволяет сделать вывод о его соответствии критерию "изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения, в принципе, может быть многократно использована в механообработке при полировании лепестковыми кругами с получением технического результата, заключающегося и интенсификации воздействия лепестков круга на заготовку, а также формирования и поддержания слоя СОТС в зоне их контакта, обуславливающего обеспечение достижения поставленной цели - повышения производительности и качества полирования и плоских поверхностей, что позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
На фиг. 1 представлена схема расположения устройств в исходном состоянии перед обработкой; на фиг. 2 - принципиальная схема осуществления способа полирования.
Лепестковому кругу 1 сообщаю вращение. Перед вводом вращающегося круга в контакт с заготовкой 2 лепестки шлифовальной шкурки 3 приводят во взаимодействие с СОТС, расположенной в резервуаре 4. Дополнительные объемы СОТС размещают в полировальных вкладышах 5, которые устанавливают между лепестками круга и жестко закрепляют с ними. В результате ударного контактирования с СОТС лепестки деформируются в сторону, противоположную направлению вращения круга и покрываются слоем СОТС. Лепестковому кругу и заготовке сообщают относительные перемещения. При воздействии лепестков, закрепленных между собой посредством полировальных вкладышей, на обрабатываемый материал СОТС из соседних вкладышей выдавливается в зону контакта, обеспечивая восстановление защитного слоя среды перед входом каждого последующего лепестка в контакт с заготовкой. В результате происходит интенсивное силовое воздействие рабочих элементов инструмента на заготовку, что обеспечивает высокую производительность и качество полирования плоских поверхностей деталей.
Как показали результаты опытной проверки при использовании заявляемого способа обеспечивается достижение следующих показателей.
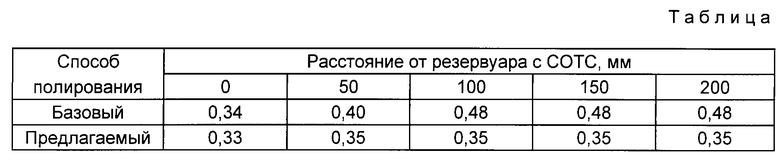
Полирование осуществляется на станке 3Д710В. Лепестковый круг типа КЛ 200x32x32 14А6ПСФЖА ГОСТ 22775-77 с приклеенными вкладышами из войлока между лепестками приводили во вращение с окружной скоростью 30 м/с. В качестве СОТС использовали солидол (ТУ 6.15-1368-88), размещаемый во вкладышах и резервуаре. Скорость продольной подачи стола составляла 5 м/мин при радиальной деформации круга 1,5 мм. Время обработки образца составляла 30 с. Результаты полирования в сравнении со способом - прототипом представлены в таблице.
Согласно данным проведенных экспериментов предлагаемое изобретение может быть использовано в народном хозяйстве и в сравнении с прототипом обладает следующими преимуществами: позволяет достигнуть дополнительного уменьшения шероховатости поверхности при полировании в 1,03 -1,37 раза в зависимости от расположения участка поверхности детали. Интервал разброса значений шероховатости также уменьшился с 0,14 до 0,02 мкм. Таким образом, повышается в 7 раз однородность качественных характеристик плоских поверхностей деталей.
Предлогаемый Способ полирования плоских поверхностей деталей представляет значительный интерес для народного хозяйства, так как позволит обеспечить внедрение новой техники, улучшающей производительность и качество полирования плоских поверхностей на 30%, значительно повысить однородность из качественных характеристик.
Предлогаемое решение не оказывает отрицательного воздействия на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2111107C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1995 |
|
RU2093339C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2109617C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1993 |
|
RU2082589C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103149C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103150C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103148C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2113967C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1995 |
|
RU2092295C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1992 |
|
RU2043191C1 |

Использование: в механообработке при полировании плоских поверхностей деталей. Полирование плоской поверхности детали осуществляют вращающимся лепестковым кругом при относительном перемешивании. Лепестки круга приводят во взаимодействие с СОТС. СОТС располагают в резервуаре на одном уровне с обрабатываемой поверхностью и жестко связывают с ней, а также в полирующих вкладышах, которые устанавливают между лепестками и жестко закрепляют с ними. При полировании вкладыши деформируют, что обеспечивает подвод СОТС и восстановление его слоя в зоне контакта с деталью. 2 ил., 1 табл.
Способ полирования плоских поверхностей деталей, при котором вращающемуся лепестковому кругу и детали сообщают относительные перемещения и осуществляют деформацию лепестков круга перед зоной обработки с помощью смазочно-охлаждающей технологической среды (СОТС), которую жестко связывают с деталью и располагают на одном уровне с обрабатываемой поверхностью, отличающийся тем, что СОТС также размещают в полирующих вкладышах, установленных между лепестками круга и жестко закрепленных с ними из условия деформирования вкладышей и подвода СОТС в зону контакта лепестков с деталью.
| SU, авторское свидетельство, 1093529, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| RU, патент, 2005046, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
