Изобретение относится к области механической обработки и может быть использовано при полировании лепестковыми кругами.
Известен способ полирования деталей лепестковыми кругами, при котором инструменту сообщают вращение, а лепестки в зоне резания деформируют (Гдалевич А.И. Финишная обработка лепестковыми кругами. М.: Машиностроение, 1990, 112 с.).
Согласно данному способу полирования лепестки разворачивают под углом к оси вращения инструмента. При этом тангенциальная составляющая силы резания, воздействуя на единичный лепесток, отгибает его в сторону. Объем ткани и аппретирующе-клеевого вещества претерпевают упругопластические деформации, ослабляя связь абразивных зерен (а. з.) с основой. При этом износ лепестков происходит в основном из-за выкрашивания зерен.
Подвод СОЖ затруднен вследствие интенсивных воздушных потоков, действующих при вращении лепесткового круга. Вышеперечисленные причины обуславливают снижение качественных характеристик поверхностей заготовок, достигаемых при их обработке лепестковыми кругами.
Известен также способ полирования деталей лепестковыми кругами, при котором инструменту сообщают вращение, а лепестки в зоне резания деформируют потоком воздуха или жидкости, который направляют на рабочую поверхность лепестка (авт.св. СССР N 1093529, B 24 D 17/00, 1982).
Недостатками известного способа являются неоднородность качественных характеристик поверхностей, подвергаемых обработке, и необходимость преодоления интенсивных воздушных потоков, генерируемых вращающимся лепестковым кругом, при подаче СОЖ в зону резания. При этом интенсивность подвода СОЖ к различным точкам рабочей поверхности круга и, следовательно, деформация лепестков изменяется в зависимости от расположения относительно торцевой поверхности круга. На участках лепестка, близких к торцевой поверхности круга, поток воздуха или жидкости, направленный из сопла, оказывает более сильное воздействие на процесс деформирования лепестка и нанесения СОЖ, чем на участках, близких к его середине, т.к. интенсивность воздушных потоков относительно поверхностей инструмента существенно различна.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому способу относится способ полирования деталей лепестковыми кругами, при котором кругу сообщают вращение, а его лепестки перед зоной обработки деформируют с помощью смазочно-охлаждающего технологического средства (СОТС), где в качестве СОТС берут ролик с нанесенной рабочей средой, устанавливают его с возможностью свободного вращения вокруг оси, параллельной оси вращения круга, при этом ширину ролика выбирают больше ширины лепестка круга (Патент РФ N 2043191, кл. B 24 B 29/00, B 24 B 55/02).
У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки. Вращающемуся лепестковому кругу и детали сообщают относительные перемещения и осуществляют деформацию лепестков круга перед зоной обработки с помощью СОТС, где в качестве СОТС берут ролик с нанесенной рабочей средой, устанавливают его с возможностью свободного вращения вокруг оси, параллельной оси вращения круга, при этом ширину ролика выбирают больше ширины лепестка круга.
Недостатком известного способа является относительно низкое качество обрабатываемых поверхностей заготовок (деталей) из труднообрабатываемых материалов.
Указанный недостаток обусловлен тем, что при лепестковом полировании труднообрабатываемых материалов возрастает значимость субмикропрофилей а.з. в процессе резания, интенсифицируются процессы "засаливания" инструмента, главным образом в виде налипания отходов обработки на вершинах а.з., в результате чего ухудшаются условия контактирования а.з. круга и материала заготовки, снижая качество полирования.
Задача изобретения - повышение качества поверхностей заготовок (деталей) при полировании лепестковыми кругами.
Указанная задача обеспечивается тем, что предложен способ полирования деталей лепестковыми кругами, при котором кругу сообщают вращение, а его лепестки перед зоной обработки деформируют с помощью смазочно-охлаждающего технологического средства (СОТС). В качестве СОТС берут ролик с нанесенной рабочей средой, устанавливают его с возможностью вращения вокруг оси, параллельной оси вращения круга. Ширину ролика выбирают больше ширины лепестка круга. В рабочей среде размещают абразивные элементы и жестко связывают их с роликом, охлаждая среду. СОТС сообщают принудительное вращение в направлении, противоположном вращению круга.
При контакте лепестков с СОТС абразивные элементы, закрепленные в среде на ролике, производят очистку от отходов полирования и обновление режущих кромок а. з. круга. Поверхностные слои рабочей среды при этом нагреваются, что способствует их нанесению на рабочую поверхность круга и равномерному деформированию лепестков. В результате улучшаются условия контакта круга с заготовкой при полировании, что обуславливает достижение высокого качества обрабатываемых поверхностей.
По отношению к прототипу у заявляемого изобретения имеются следующие отличительные признаки: на ролике в рабочей среде размещают абразивные элементы, охлаждают среду, жестко связывая абразив с роликом, и сообщают СОТС принудительное вращение в направлении, противоположном вращению круга.
По имеющимся у автора сведениям, совокупность существенных признаков, характеризующих сущность заявляемого изобретения, неизвестна из уровня техники, что позволяет сделать вывод о соответствии изобретения критерию "новизна",
По мнению автора, сущность заявляемого изобретения, не следует для специалиста явным образом из известного уровня техники, т.к. из него выявляется вышеуказанное влияние на получаемый технический результат - новое свойство объекта - совокупности признаков, которые отличают от прототипа заявляемое изобретение, что позволяет сделать вывод о его соответствии критергнию "изобретательский уровень".
Совокупность существенных признаков, характеризующих сущность изобретения, в принципе может быть многократно использована при полировании лепестковыми кругами с получением технического результата, заключающегося в снижении шероховатости поверхности, обуславливающего обеспечение достижения поставленной задачи - повышения качества поверхностей заготовок (деталей) при полировании лепестковыми кругами, что позволяет сделать вывод о соответствии изобретения критерию "промышленная применимость".
Сущность изобретения поясняется чертежом, на котором изображена принципиальная схема осуществления способа полирования.
Лепестковому кругу сообщают вращение. Перед входом вращающегося лепесткового круга 1 в контакт с заготовкой 4 располагают ролик 2 с возможностью вращения вокруг оси, параллельной оси вращения круга. Ширину ролика выбирают больше ширины лепестка. На поверхность ролика наносят рабочую среду (СОЖ) с абразивными элементами 3. Среду охлаждают, жестко связывая абразив с роликом. Ролику с жестко закрепленным в рабочей среде абразивом (СОТС) сообщают принудительное вращение в направлении, противоположном вращению круга.
При контакте лепестков с СОТС осуществляется их очистка от отходов полирования заготовки и обновление режущих кромок а.з. Поверхностные слои рабочей среды при этом разогреваются, что способствует эффективному нанесению на рабочую поверхность лепестков и их равномерному деформированию. В результате улучшаются условия контакта инструмента с заготовкой при обработке и обеспечивается достижение повышенных качественных характеристик поверхностей деталей машин.
Ниже приведен конкретный пример осуществления предлагаемого способа.
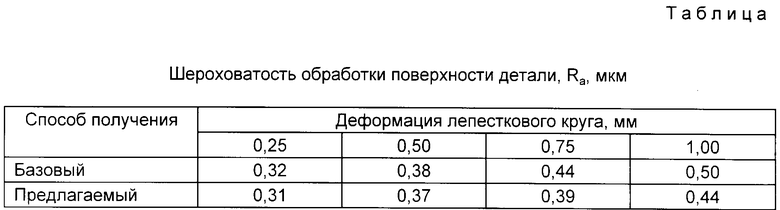
Полирование осуществляли лепестковым кругом на машинке ИП 2009 БПУ-11, закрепленной на токарном станке 1К62. Лепестковый круг типа КЛ 60х32х8 14А6ПСФЖА (ГОСТ 22775-77) приводили во вращение с окружной скоростью 35 м/с. Перед входом лепестков в контакт с заготовкой из титанового сплава ВТ22 располагали ролик и приводили в вращение в направлении, противоположном вращению круга, со скоростью заготовки 5 м/мин, вокруг оси, параллельной оси вращения круга. Ширина ролика составляла 34 мм. Варьировали величину деформации круга в радиальном направлении а интервале 0,25 - 1,0 мм. Ролик смачивали в расплаве парафина (ГОСТ 23683-77), где помещали частицы абразива, не превышающие зернистость круга, и охлаждали среду для фиксации абразива. Сравнительные результаты полирования представлены в таблице.
Использование предлагаемого способа в сравнении с известным способом позволяет уменьшить параметр шероховатости поверхности Ra на 0,01 - 0,06 мкм в зависимости от величины деформации круга в радиальном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103150C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103148C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2113967C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1995 |
|
RU2092295C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2109617C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1995 |
|
RU2093339C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1993 |
|
RU2082589C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2111107C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2103151C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1992 |
|
RU2043191C1 |
Изобретение можно использовать в механической обработке деталей машин при полировании лепестковыми кругами. При полировании деталей типа тел вращения деформируют лепестки перед зоной обработки с помощью смазочно-охлаждающего технологического средства (СОТС). В качестве СОТС берут ролик с нанесенной рабочей средой и помещенным в нее абразивом. Устанавливают его перед входом лепестков в контакт с заготовкой и приводят во вращение в направлении, противоположном вращению круга, вокруг оси, параллельной оси круга. Ширину ролика выбирают большей ширины лепестка. Абразивные элементы жестко связывают с роликом охлаждением среды. Лепестки при контакте с СОТС восстанавливают режущую способность, очищаются от отходов обработки, покрываются рабочей средой и равномерно деформируются, что обеспечивает достижение высокого качества при полировании деталей. 1 ил., 1 табл.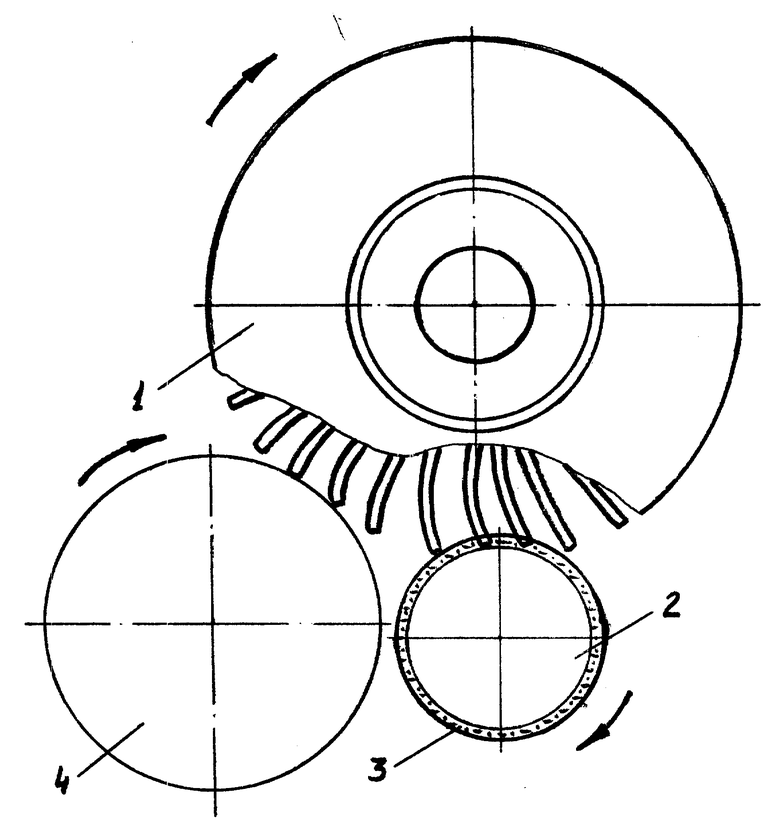
Способ полирования деталей лепестковыми кругами, при котором кругу сообщают вращение, а его лепестки перед зоной обработки деформируют с помощью смазочно-охлаждающего технологического средства (СОТС), установленного с возможностью вращения вокруг оси, параллельной оси вращения круга, ширина лепестка которого меньше ширины СОТС, отличающийся тем, что в качестве СОТС берут ролик с абразивными элементами, жестко закрепленными на нем при охлаждении нанесенной на него среды, и сообщают СОТС принудительное вращение в направлении, противоположном вращению круга.
| Гдалевич А.И | |||
| Финишная обработка лепестковыми кругами.- М.: Машиностроение, 1990, с | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| SU, авторское свидетельство, 1093529, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
