Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей не только из трубчатых заготовок, но и из листовых заготовок.
Известен штамп для формовки трубчатых заготовок, содержащий установленную в корпусе матрицу, пуансон, состоящий из жесткой и застичной частей, в котором в качестве рабочего тела для раздачи трубчатой заготовки использована эластичная часть пуансона (авт. св. СССР N 1166861, B 21 D 22/10, 23.11.83). Возможности указанного штампа ограничены температурными условиями деформирования рабочего тела, выполненного из эластичного материала.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому штампу для формовки трубчатых заготовок является штамп, в котором рабочее тело для передачи усилия при раздаче трубы по жесткой матрице, содержит стальные шарики и размещенные между ними эластичные, например полиуретановые, гранулы (авт. св. СССР N 1196080, B 21 D, 41/02, 16.01.84). Однако металлические шарики имеют достаточно высокий коэффициент трения, что не позволяет обеспечить равномерное распределение давления по поверхности штампуемой заготовки. Наличие электропроводных стальных шариков в штампе не позволяет осуществить нагрев заготовки непосредственно в штампе. Недостатком является и использование эластичных, например полиуретановых, гранул, которые при нагревании деформируются.
Цель изобретения создание технологическх возможностей при штамповке деталей из труднодеформируемых высокопрочных и упругих материалов при минимальных затратах.
Цель достигается тем, что в штампе для формирования трубчатых заготовок разъемная матрица и пуансон, установленные в жестком корпусе, а также рабочее тело, выбранное из сыпучего материала с малым коэффициентом трения, выполнены из неэлектропроводного материала, что позволяет использовать непосредственный разогрев заготовок в штампе и формовать их из труднодеформируемых материалов.
Штамп для формовки трубчатых заготовок снабжен устройством для псевдоожижения сыпучего материала. Это может быть вибрационное устройство, устройство для создания ультразвуковых колебаний, магнитных или электромагнитных волн и т.п. Использование устройства для псевдоожижения сыпучего материала позволяет значительно расширить ассортимент порошков, которые можно использовать в качестве рабочего тела. Кроме того, псевдоожиженный сыпучий материал обладает всеми свойствами жидкости, что особенно важно для обеспечения равномерного давления по всем зонам деформируемой заготовки.
В предлагаемом штампе рабочее тело и матрица выполнены из неэлектропроводного материала, что позволяет использовать непосредственный разогрев заготовки в штампе.
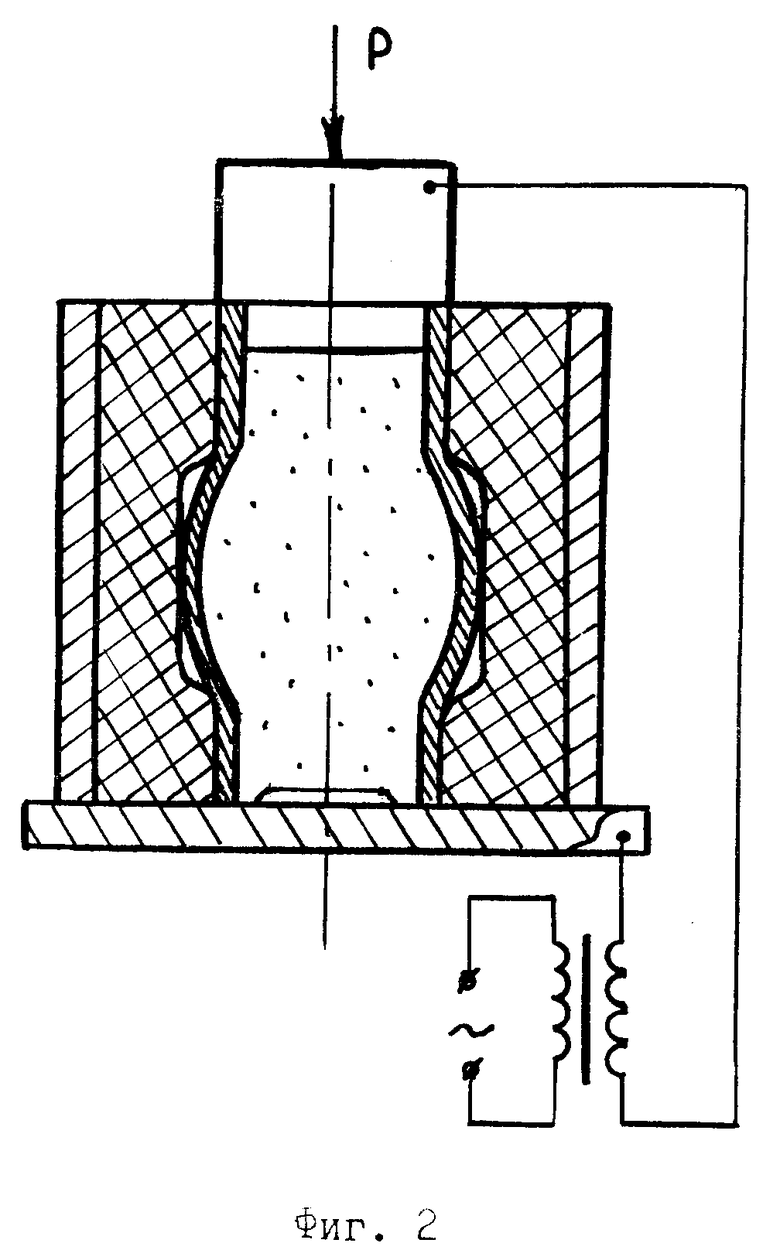
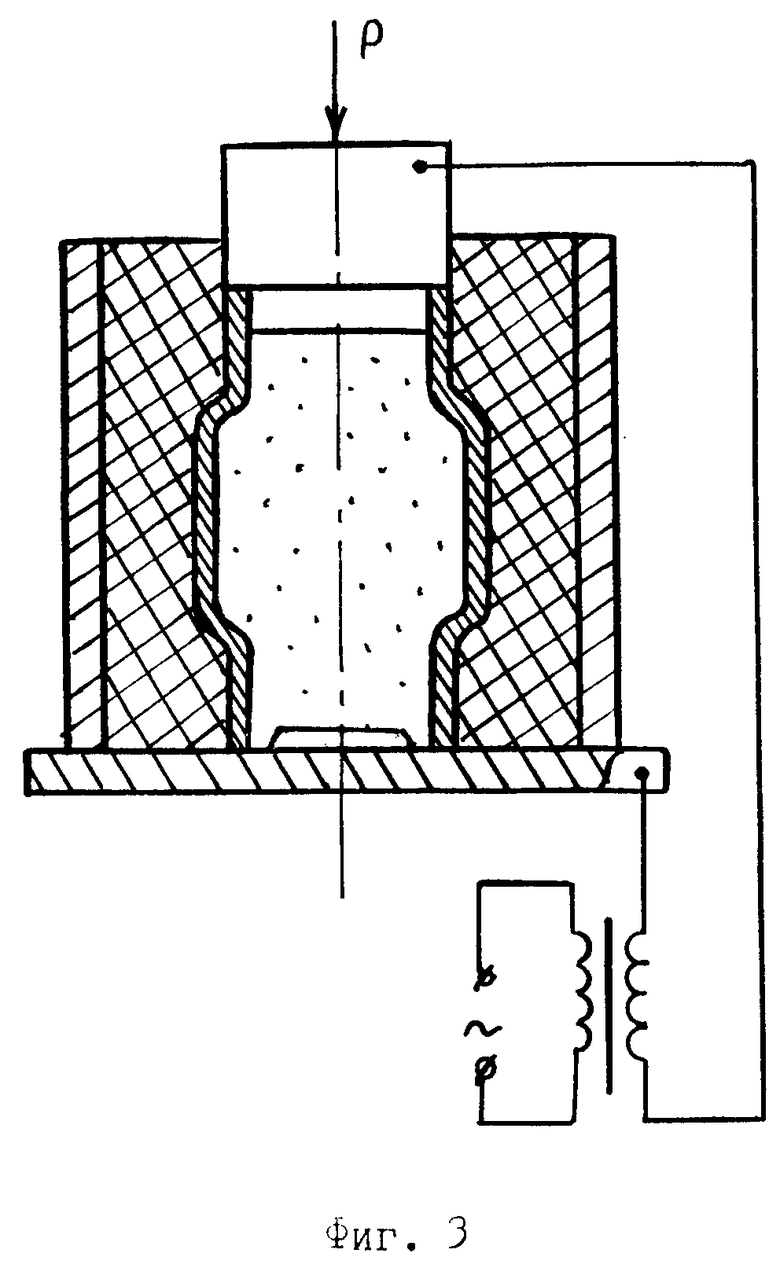
На фиг. 1 изображен штамп для формовки трубчатых заготовок; на фиг. 2 - схемаа первого этапа формообразования детали в предлагаемом штампе; на фиг. 3 схема окончательного этапа формообразования детали в штампе.
Штамп содержит разъемную матрицу 1, установленную в жестком корпусе, состоящем из плиты-основания 2 и наружной обоймы 3, пуансон 4 и рабочее тело 5. В разъемную матрицу 1 установлена трубчатая заготовка 6. На плите - основании жесткого корпуса установлен датчик возбуждения ультразвуковых колебаний 7. К установке подключен трансформатор 8 для электроконтактного разогрева трубчатой заготовки.
Устройство работает следующим образом.
В подготовленную матрицу 1 вставляют трубчатую заготовку 6, внутрь которой засыпают рабочее тело 5, например порошок окиси алюминия или талька, после чего устанавливают пуансон 4. Посредством перемещения ползуна пресса с усилием P (не показан) перемещается пуансон 4. От пуансона 4 это усилие передается через рабочее тело 5 на стенки трубчатой заготовки 6, в результате чего начинается формообразование детали. В этот момент включается датчик ультразвуковых колебаний для псевдоожижения рабочего тела. Последующее перемещение пуансона приводит к замыканию цепи трансформатора 8 и осуществляется электроконтактный нагрев заготовки и формообразование детали. При ходе ползуна 6 вверх происходит размыкание цепи трансформатора электроконтактного нагрева. Затем производится разборка матрицы 1, выемка готовой детали 6 и рабочего тела 5.
В предлагаемом штампе можно осуществлять штамповку деталей из трубчатых заготовок труднодеформируемых и упругих материалов, таких как сплав ВТ20, ВТ23, 1420 и других, сталей типа ВНС-2 и других с минимальными затратами.
Ограниченный объем воздушного пространства вокруг заготовки создает благоприятные условия для исключения газонасыщения поверхностного слоя заготовок, особенно из активных металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1999 |
|
RU2176169C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНАСТКИ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2101124C1 |
| РАБОЧЕЕ ТЕЛО ДЛЯ ПЕРЕДАЧИ УСИЛИЯ ПРИ РАЗДАЧЕ ТРУБЫ | 2000 |
|
RU2205086C2 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 2003 |
|
RU2252832C2 |
| СПОСОБ ИСПЫТАНИЯ ЛИСТОВОГО МЕТАЛЛА НА ДВУХОСНОЕ РАСТЯЖЕНИЕ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ | 1996 |
|
RU2125255C1 |
| ЗАГОТОВКА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1993 |
|
RU2090286C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ ТРУБНОЙ ЗАГОТОВКИ ПРИ РАЗЛИЧНЫХ ТЕМПЕРАТУРАХ | 2000 |
|
RU2187794C2 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ТРУБНЫХ ЗАГОТОВОК | 1993 |
|
RU2097162C1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ НА ГИДРОПРЕССАХ | 1999 |
|
RU2167017C2 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВЫХ ЗАГОТОВКАХ | 1998 |
|
RU2152284C1 |
Использование: обработка металлов давлением, в частности штамповка деталей из трубчатых заготовок. Сущность изобретения: штамп для формовки трубчатых заготовок содержит установленную в жестком корпусе матрицу, пуансон, рабочее тело. Рабочее тело выполнено из сыпучего материала с малым коэффициентом трения. Штамп снабжен устройством для псевдоожижения сыпучего материала. Рабочее тело и матрица выполнены из неэлектропроводного материала. Положительный эффект: обеспечение равномерного распределения давления по поверхности штампуемой заготовки, возможность нагрева заготовки непосредственно в штампе, расширение ассортимента порошков, которые можно использовать в качестве рабочего тела. 1 з.п. ф-лы, 3 ил.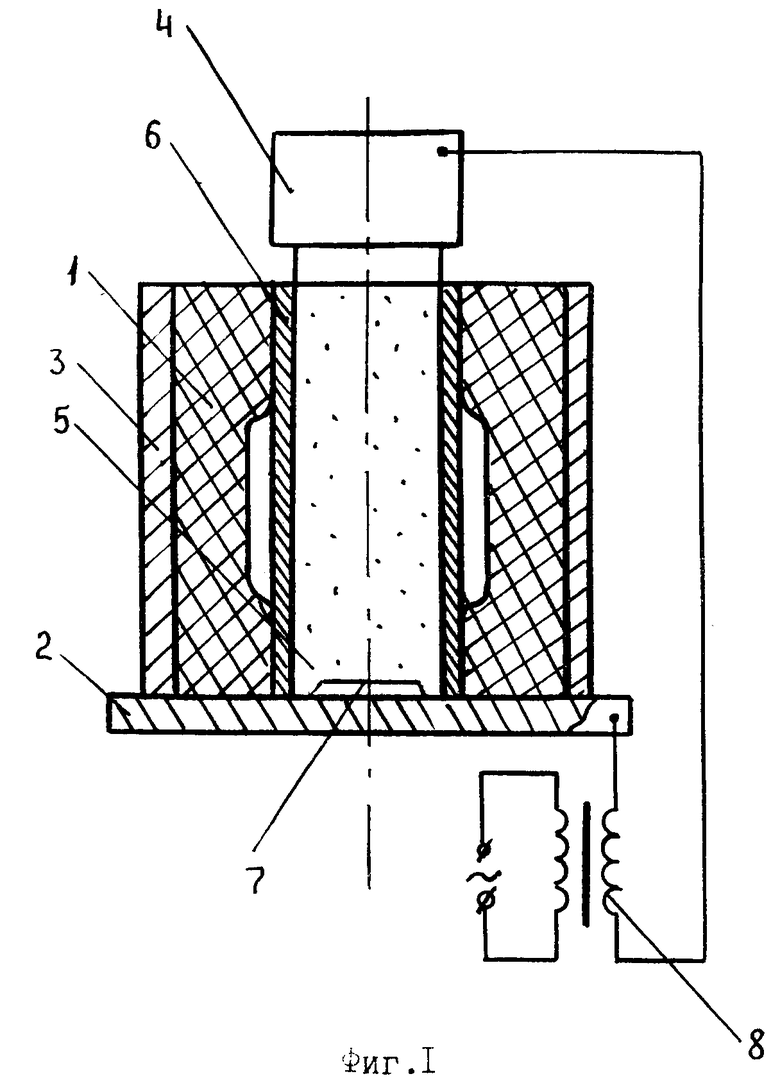
| Рабочее тело для передачи усилия при раздаче трубы | 1984 |
|
SU1196080A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

