Изобретение относится к области обработки металлов давлением, в частности к горячей штамповке деталей из листовых заготовок с электроконтактным нагревом.
Известна прямоугольная сплошная заготовка, описанная в производственной инструкции "Технология листовой штамповки деталей из титановых сплавов" ПИ1.4.1279-84, М. НИАТ, 1985, с.69. Недостатком данной сплошной листовой заготовки является затрудненное ее защемление в криволинейные клеммы-зажимы, а возможно и разрушение, особенно если заготовка выполнена из труднодеформируемого материала, и как результат неплотный контакт между заготовкой и клеммами-зажимами, на которые подается ток.
Наиболее близкой по технологической сущности является прямоугольная сплошная листовая заготовка, описанная авт.св. N 1787057, B 21 D 37/16, 1991 г.
Недостатком данной сплошной листовой заготовки является также то, что защемление концов заготовки из труднодеформируемых металлов в криволинейные клеммы-зажимы затруднено, что не обеспечивает плотного контакта между ними, а это приводит к перегреву заготовки в местах ее защемления в клеммы-зажимы.
Цель изобретения расширение технологических возможностей процесса штамповки деталей с электроконтактным нагревом листовых заготовок.
Данная цель достигается тем, что на противоположных концах прямоугольной заготовки, подверженных защемлению в токопроводящих клеммах-зажимах, выполняются технологические надрезы. Данные надрезы ослабляют заготовку, что создает условия для плотного зажима ее противоположных сторон в клеммы-зажимы. А плотный контакт обеспечивает хорошее прохождение тока, чем предотвращается перегрев заготовки в данной зоне.
Отличительные признаки предлагаемого технического решения заявителю неизвестны и в литературе не обнаружены.
Технологические возможности штамповки труднодеформируемых листовых заготовок с электроконтактным нагревом ограничены сложностью плотного зажатия их в криволинейные клеммы-зажимы, отчего происходит перегрев заготовок в зоне их защемления.
Лучшие показатели по формообразованию может дать тот способ, устройство или форма заготовки, которые в большей степени обеспечивают криволинейный нагрев и связанную с ним равномерную деформацию металла в процессе штамповки деталей, которые в большей степени обеспечивают в очаге деформации заготовки наиболее благоприятное напряженное состояние.
Новым свойством заявляемого изобретения является то, что выполнение на противоположных сторонах заготовки надрезов позволяет ослабить заготовку и тем самым осуществить плотный ее зажим в клеммах-зажимах, что предупреждает перегрев металла заготовки в зоне ее защемления. Это позволяет признать предложенное решение соответствующим критерию "существенные отличия", поскольку в объекте проявляются новые дополнительные свойства, обеспечивающие достижение положительного эффекта.
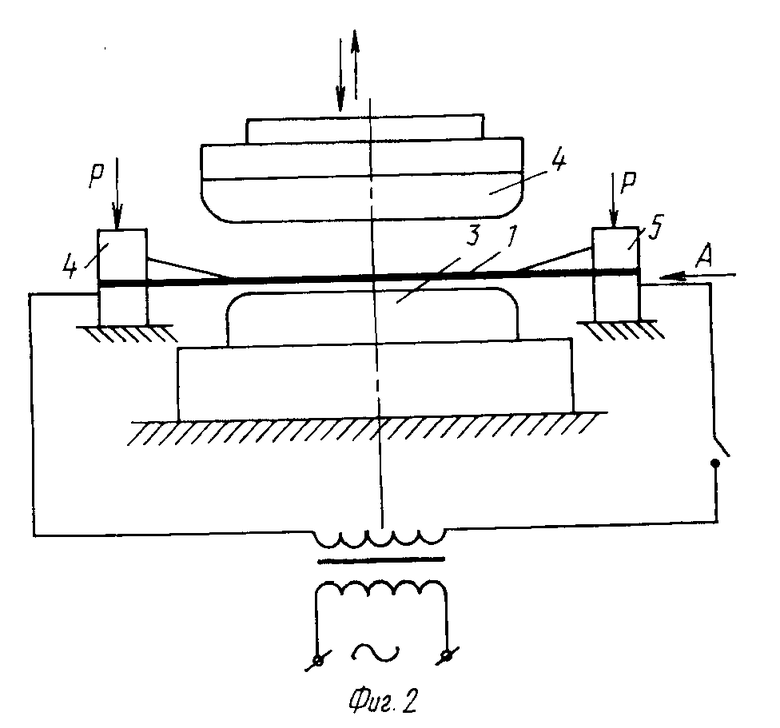
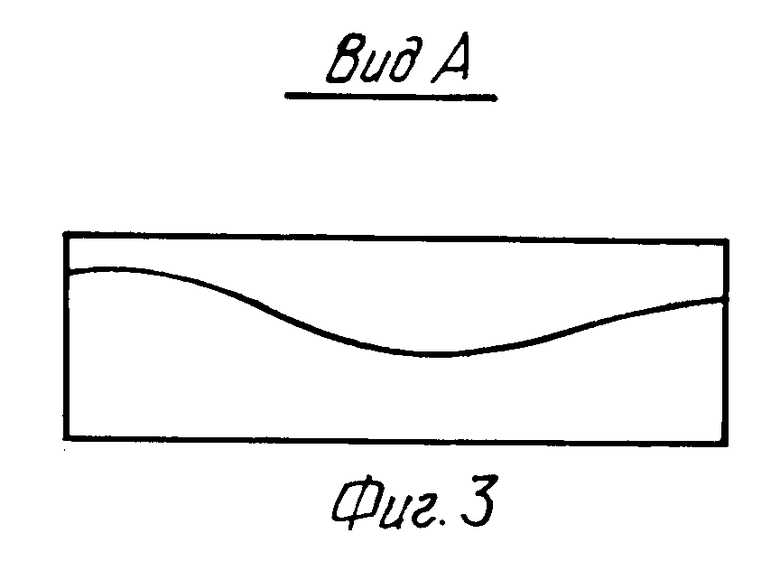
На фиг. 1 предлагаемая листовая заготовка. На фиг.2 устройство для штамповки деталей с электроконтактным нагревом заготовки. На фиг.3 вид сбоку на криволинейные клеммы-зажимы.
Листовая заготовка 1 выполнена в виде прямоугольника с надрезами 2 с противоположных сторон.
На фиг. 2 показано расположение и установка заготовки в штампе, которая осуществляется в следующей последовательности. Листовую заготовку 1 располагают между матрицей 3 и пуансоном 4. Устанавливают заготовку надрезанными сторонами в клеммы-зажимы 5, к которым прикладывают усилие P и тем самым осуществляют зажатие заготовки в клеммах-зажимах. При этом обеспечивается плотный контакт клемм-зажимов с заготовкой, через которую в последующем пропускается ток и осуществляется ее нагрев.
Данный вид заготовки для горячей штамповки позволяет осуществить штамповку деталей из труднодеформируемых титановых сплавов на прессах с электроконтактным нагревом заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОВАЯ ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ | 1993 |
|
RU2095177C1 |
| ЗАГОТОВКА ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ | 1995 |
|
RU2090287C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНАСТКИ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2101124C1 |
| СПОСОБ ОТБОРТОВКИ ОТВЕРСТИЙ В ЛИСТОВОЙ ЗАГОТОВКЕ | 1998 |
|
RU2153405C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК | 1995 |
|
RU2087240C1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРУБЧАТЫХ ЗАГОТОВОК | 1996 |
|
RU2094155C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОТЕРМИЧЕСКОГО ВОЗДЕЙСТВИЯ НА ЛИСТОВУЮ ЗАГОТОВКУ | 1999 |
|
RU2170771C2 |
| ШТАМП ДЛЯ РАЗДАЧИ ТРУБ ИЗ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2104815C1 |
| СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2057607C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ ЗАГОТОВОК ИЗ ТИТАНА И ЕГО СПЛАВОВ | 1999 |
|
RU2176285C2 |
Использование: обработка металлов давлением, в частности горячая штамповка деталей из листовых заготовок с электроконтактным нагревом. Сущность изобретения: на противоположных концах прямоугольной заготовки, подверженных защемлению в токопроводящих клеммах-зажимах, выполнены надрезы. Данные надрезы ослабляют заготовку, что создает условия для полного зажима ее противоположных сторон в клеммы-зажимы. Плотный контакт обеспечивает хорошее прохождение тока, что предотвращает перегрев заготовки в данной зоне. Достигается возможность осуществления штамповки труднодеформируемых титановых сплавов на прессах с электроконтактным нагревом. 3 ил.
Заготовка для листовой штамповки с электроконтактным нагревом, выполненная в форме прямоугольника, отличающаяся тем, что с противоположных сторон заготовки в местах зажима ее электроконтактами выполнены надрезы.
| RU, авторское свидетельство, 1787057, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

