Изобретение относится к металлообработке, в частности к способам шлифования сферических поверхностей, и может быть использовано на предприятиях выпускающих конические роликоподшипники, а также там, где они в процессе производства используются, для точной доработки торцов конических роликов в комплекте подшипника.
Известен способ шлифования торцов конических роликов [1] по которому ролики устанавливают между двумя соосными коническими дисками, различными по твердости. Диски установлены с возможностью вращения в разные стороны с разными числами оборотов, за счет чего ролики вращаются вокруг своей оси и имеют перемещение (круговую подачу) относительно периферии шлифовальных кругов по радиусу, причем между роликами расположен сепаратор, с гнездами для них, с возможностью принудительного вращения, а в гнездах его имеются торцевые и боковые опоры для дополнительного базирования роликов.
Недостатком известного способа является то, что он не обеспечивает одноразмерности роликов по диаметру из-за наличия упругой среды на диске, а из-за нарушения основного принципа базирования (использования не базового торца, как опорной базы) снижается точность микрогеометрии базового (сферического) торца.
Наиболее близким по технической сущности и достигаемому результату является способ шлифования [2] в котором ролики устанавливают между двумя соосными коническими дисками, один из которых выполнен упругим. Шлифование производят торцом шлифовального круга. Ведущие диски имитируют наружные и внутренние кольца подшипника.
Недостатками известных способов шлифования является то, что они обеспечивают точности роликов по диаметру, необходима дополнительная сортировка роликов по диаметру, которая, в свою очередь, не обеспечивает одномерность всех роликов в комплекте подшипника.
Технический результат изобретения заключается в повышении точности прилегания сферических поверхностей конических роликов и борта ведущего диска, имитирующего внутреннее кольцо подшипника, и повышении за счет этого долговечности подшипника, а также повышение производительности процесса шлифования за счет исключения операции сортировки роликов по диаметру.
Технический результат достигается тем, что обрабатываемые ролики размещают в гнездах сепаратора между двумя соосно установленными коническими дисками, сообщают им вращение с разными скоростями в разные стороны вокруг оси, проходящей через вершины конических поверхностей роликов, а шлифовальный круг с торцовой сферической рабочей поверхностью вращают вокруг оси, расположенной под углом к оси вращения дисков, ролики нагружают в осевом направлении, для чего верхний конический диск берут с торцевым упругим бортом, имитируя работу внутреннего кольца подшипника, при этом число гнезд в сепараторе выбирают равным количеству роликов в комплекте подшипника.
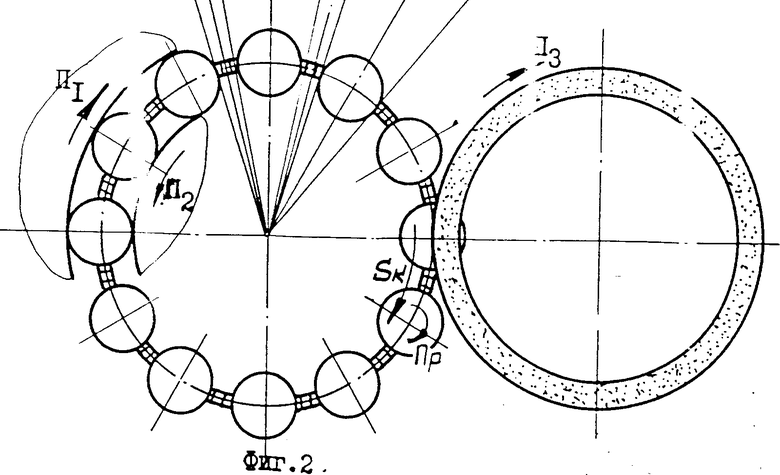
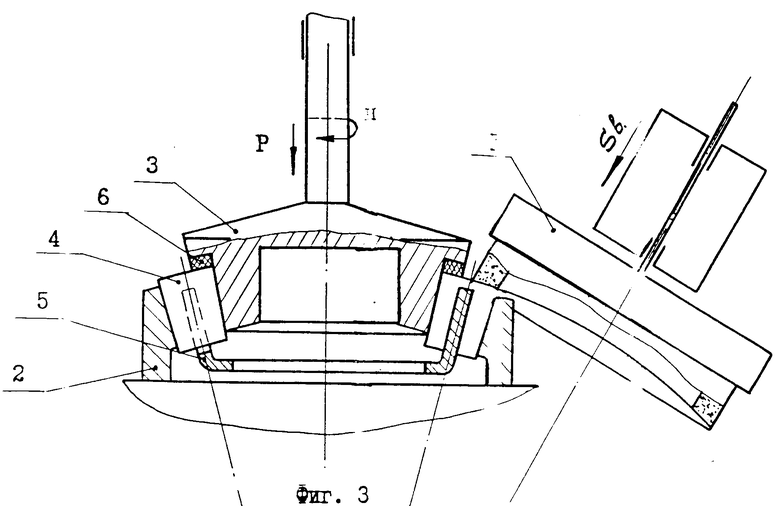
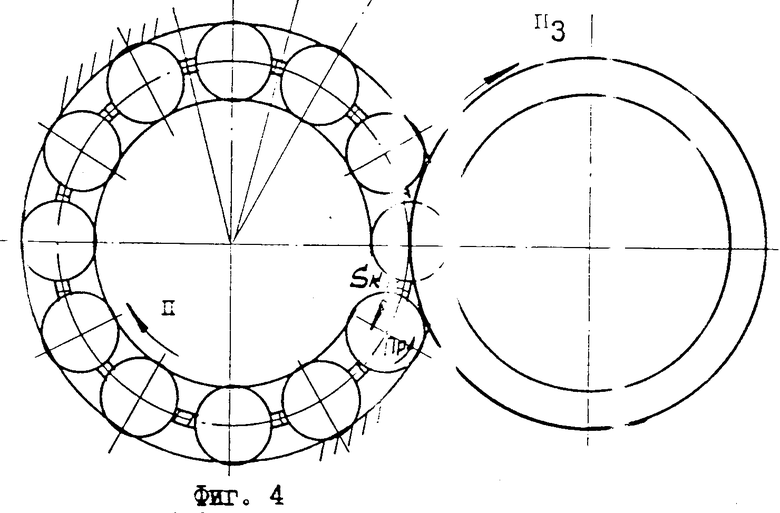
На фиг. 1 изображена схема базирования роликов; на фиг. 2 схема шлифования; на фиг. 3 и 4 схемы соответственно базирования и шлифования при одном неподвижном диске.
Ролики 4, отделенные друг от друга сепаратором 5, помещаются между двумя жесткими коническими дисками 2 и 3, имитирующими наружное и внутреннее кольца подшипника. Конические поверхности роликов и дисков являются основными базами. Диск 3 имеет борт, армированный упругим материалом (возможен вариант пружинного исполнения). Это необходимо, чтобы сферические торцы роликов, являющиеся также основными базами не "гуляли" при обработке, а удерживались с помощью осевой нагрузки Р.
Диски 2 и 3 (фиг. 2) вращаясь в разные стороны с разными числами оборотов n1 и n2, обеспечивают роликам 4 круговую подачу Sк относительно шлифовального круга 1 и вращение вокруг своей оси с числом оборотов np, зависящим от числа оборотов диска, имеющего большее число оборотов, шлифовальный круг имеет вертикальную подачу Sв, благодаря чему производится съем припуска до тех пор, пока все ролики в комплекте не будут иметь следов черноты. В процессе работы все ролики прижимаются усилием Р.
По окончании шлифования шлифовальный круг 1 и диск 3 отводятся вверх и комплект роликов выгружают.
Диск 3 (фиг. 4) вращается с числом оборотов n и обеспечивает вращение роликов с числом оборотов np и круговую подачу Sк.
Применение в производстве предлагаемого изобретения позволит повысить долговечность и грузоподъемность подшипников примерно в 1,5 раза, за счет чего увеличится срок службы механизмов, в частности прокатных валков.
Изобретение может быть использовано на предприятиях, выпускающих конические роликоподшипники, а также на предприятиях, использующих эти подшипники. Способ, предлагаемый в изобретении, рассчитан на производство уникальных высокоточных подшипников, особенно крупногабаритных, и доработку их, в случае необходимости потребителем.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353501C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2010 |
|
RU2460623C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ НА КОНИЧЕСКИХ РОЛИКАХ | 2010 |
|
RU2452603C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2007 |
|
RU2351454C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2009 |
|
RU2419531C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКОГО ТОРЦА НА КОНИЧЕСКИХ РОЛИКАХ | 2016 |
|
RU2674187C2 |
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162401C2 |
| Вертикальный станок для шлифования торцов конических роликов | 1939 |
|
SU64425A1 |
| Устройство для непрерывного шлифования сферических торцов конических роликов | 1973 |
|
SU514681A1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2012 |
|
RU2521180C2 |
Использование: в металлообработке для точной доработки торцов конических роликов в комплекте подшипника. Сущность изобретения: ролики устанавливают в сепараторе между двумя соосными коническими дисками, которым сообщают вращение с разными скоростями в разные стороны вокруг оси, проходящей через вершины конических поверхностей роликов. В результате этого последние получают вращение вокруг своих осей и круговую подачу относительно торца шлифовального круга, установленного под углом к оси дисков и имеющего сферическую рабочую поверхность. Ролики нагружают в осевом направлении упругой торцевой опорой, выполненной на верхнем диске как беговая дорожка качения внутреннего кольца подшипника. Количество гнезд в сепараторе равно количеству роликов в комплекте подшипника. 4 ил.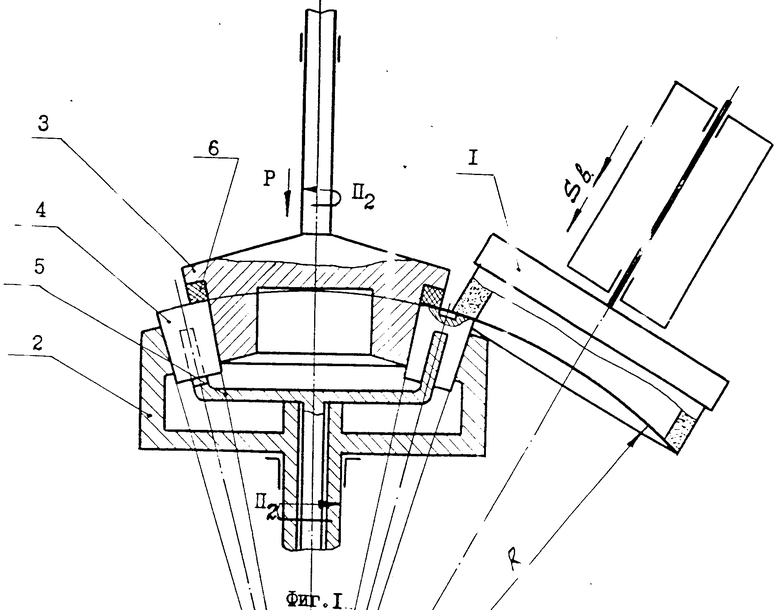
Способ шлифования сферических торцов конических роликов, при котором их размещают в гнездах сепаратора между двумя соосно установленными коническими дисками, сообщают последним вращение с разными скоростями в разные стороны вокруг оси, проходящей через вершины конических поверхностей, роликов, а шлифовальный круг с торцевой сферической рабочей поверхностью вращают вокруг оси, расположенной под углом к оси вращения дисков, отличающийся тем, что ролики нагружают в осевом направлении, для чего верхний конический диск берут с торцевым упругим бортом, имитируя работу внутреннего кольца подшипника, при этом число гнезд в сепараторе выбирают равным количеству роликов в комплекте подшипника.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 192652, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Труды семинара по вопросам прогрессивных методов шлифования и доводки деталей подшипников качения | |||
| - М.: ВНИИПИ, 1964, с | |||
| Камневыбирательная машина | 1921 |
|
SU222A1 |
