Изобретение относится к машиностроению, точнее к способам шлифования торцевых поверхностей вращения, например, сферических торцов конических роликов.
Известен способ, в котором применяется устройство для непрерывного шлифования сферических торцов конических роликов (А.с. N 514681, B 24 B 11/00, 1976, Б. И. N 19) торцовой сферической поверхностью шлифовального круга, выполненное в виде двух имеющих конические рабочие поверхности соосных ведущих дисков с осью, перпендикулярной оси шлифовального круга, вращающихся с различными скоростями в разные стороны, вершины конических поверхностей которых расположены в точке пересечения оси головки и оси шлифовального круга, а также сепаратор с гнездами для роликов, при этом устройство снабжено дополнительным ведущим диском, установленным соосно с упомянутыми дисками, и дополнительным сепаратором, для обеспечения плавного входа роликов в зону обработки, ось шлифовального круга смещена относительно оси ведущих дисков на величину "l".
Недостатком данного способа шлифования является то, что он не обеспечивает получение высокой точности формы сферического торца обрабатываемой заготовки. Это является следствием того, что ось вращения шлифовального круга смещена относительно оси вращения ведущих дисков. Данное смещение положительно сказывается на обеспечении плавного входа роликов в зону обработки и съема припуска при шлифовании. Однако при таком расположении шлифовального круга относительно оси вращения ведущих дисков формообразование правильной геометрической формы сферы заготовки не происходит. В процессе обработки торцы роликов перемещаются по дуге окружности, которая не совпадает с профилем сферической рабочей поверхности шлифовального круга. Наибольшее расхождение наблюдается на входе в зону резания, а наименьшее - на выходе. В результате этого торцы роликов получаются меньшего размера и, следовательно, не обеспечивается требуемая точность формы сферического торца обрабатываемой заготовки.
Наиболее близким по технической сущности является способ шлифования сферических торцов конических роликов ("Труды семинара по вопросам прогрессивных методов шлифования и доводки деталей подшипников качения" под редакцией А. И. Спришевского, Всесоюзный научно-исследовательский конструкторско-технологический институт подшипниковой промышленности (ВНИПП), М., 1964 г. , стр. 217, фиг. 3), при котором обрабатываемые ролики загружают в непрерывно вращающийся диск, имеющий радиально расположенные по периферии гнезда, и перемещаются со скоростью круговой подачи относительно торца шлифовального круга, имеющего форму, соответствующую обрабатываемой сфере.
Недостатком данного способа шлифования является то, что он не обеспечивает получение достаточной точности формы сферы торца ролика, требуемой шероховатости поверхности и необходимого качества поверхностного слоя. При данном способе точность формы сферы торца ролика зависит от точности формы спрофилированного рабочего профиля круга, который в процессе шлифования должен оставаться неизменным. Однако в процессе шлифования рабочий профиль круга изменяется. Это связано с тем, что способ не обеспечивает плавного входа роликов в зону обработки и поэтому весь припуск с обрабатываемых торцов удаляется в самом начале. При этом периферия круга испытывает значительную нагрузку и будет изнашиваться больше, чем середина. Неравномерный износ рабочего профиля шлифовального круга (от периферии к центру) сказывается на изменении его радиуса, который увеличивается. Следовательно, аналогичным образом изменяется и радиус сферы торцов обрабатываемых роликов. В результате полученная форма торцов роликов будет отличаться от номинальной.
Причиной завышенной шероховатости поверхности служит то, что шлифование торца производится без вращения ролика вокруг своей оси. При этом каждое абразивное зерно оставляет на обрабатываемой поверхности след в виде дуги окружности. Характер расположения таких следов в большинстве случаев остается параллельным. Кроме этого, имеется повторение прохождения зерном своего же собственного следа. Таким образом, пересекающиеся следы от абразивных зерен и глубокие риски на обрабатываемой поверхности образуют на ней грубый волновой микропрофиль с низкой истирающей работоспособностью.
Существенным недостатком данного способа является также то, что на обработанной поверхности имеются прижоги, которые влияют на качество поверхностного слоя. Прижоги возникают в момент, когда ролики входят в зону шлифования. При этом из-за большого объема удаляемого металла (припуск на входе снимается полностью) возникает высокая контактная температура, наводящая в поверхностном обрабатываемом слое фазовые превращения и структурные изменения. Удалить этот дефектный слой при дальнейшем прохождении роликов через зону шлифования не представляется возможным, так как припуск снят полностью, а дальнейшее прохождение обеспечивает лишь зачистку обрабатываемой поверхности. Поэтому торцы роликов наряду с другими погрешностями искажения формы имеют еще и низкое качество поверхностного слоя.
Техническим результатом является повышение точности и качества поверхностного слоя сферических торцов конических роликов.
Технический результат достигается тем, что шлифовальному кругу сообщают качание вокруг точки, лежащей на оси диска и являющейся центром радиуса обрабатываемой сферической поверхности, в направлении, перпендикулярном оси его вращения, с амплитудой, равной не менее величины угла конуса ролика, им сообщают перемещение со скоростью круговой подачи относительно торца круга, рабочая поверхность которого соответствует обрабатываемой поверхности.
Сопоставительный анализ заявленного решения с прототипом показал, что заявленный способ отличается от известного тем, что шлифовальному кругу сообщают качание вокруг точки, лежащей на оси диска и являющейся центром радиуса обрабатываемой сферической поверхности, в направлении, перпендикулярном оси его вращения, с амплитудой, равной не менее величины угла конуса ролика.
Причинно-следственная связь
1. Сообщение шлифовальному кругу качания вокруг точки, лежащей на оси диска и являющейся центром радиуса обрабатываемой сферической поверхности, в направлении, перпендикулярном оси его вращения, обеспечивает самозатачиваемость рабочей поверхности круга по радиусу сферы ролика в процессе его износа, пересечение следов от абразивных зерен на обработанной поверхности и плавный вход роликов в зону обработки.
2. Придание шлифовальному кругу качания с амплитудой, равной не менее величины угла конуса ролика, позволяет шлифовальному кругу при неизменной скорости круговой подачи роликов относительно торца вращающегося шлифовального круга с формой рабочей поверхности, соответствующей форме обрабатываемой поверхности, вступать в контакт с обрабатываемой поверхностью меньшей площадью и тем самым производить равномерное удаление припуска, уменьшить нагрузку на круг и его износ, снизить температуру в зоне резания, обеспечивает самозатачиваемость рабочей поверхности круга по радиусу сферы ролика в процессе его износа, пересечение следов от абразивных зерен на обрабатываемой поверхности и плавный вход роликов в зону обработки.
2. Придание шлифовальному кругу качания с амплитудой, равной не менее величины угла конуса образующей ролика, позволяет шлифовальному кругу при неизмененной скорости продольной круговой подачи роликов вступать в контакт с обрабатываемой поверхностью меньшей площадью и тем самым производить равномерное удаление припуска, уменьшить нагрузку на круг и его износ, снизить температуру в зоне резания.
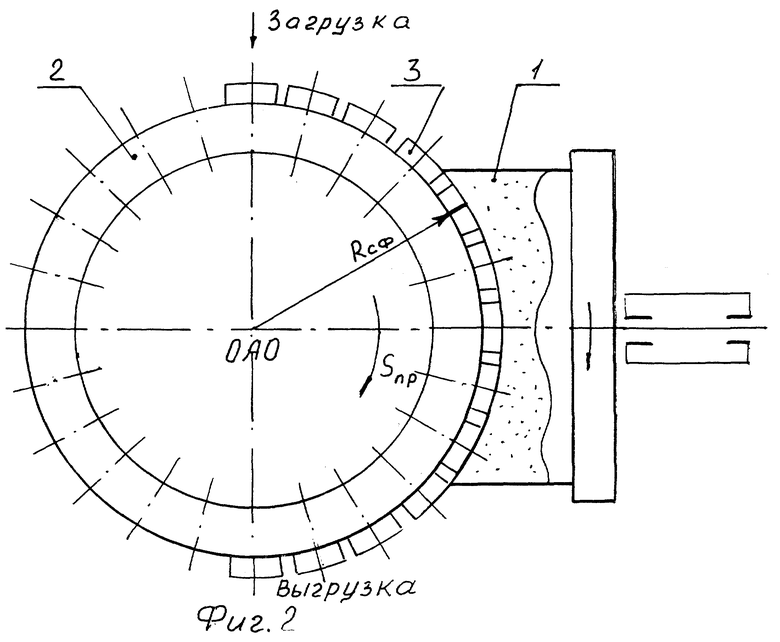
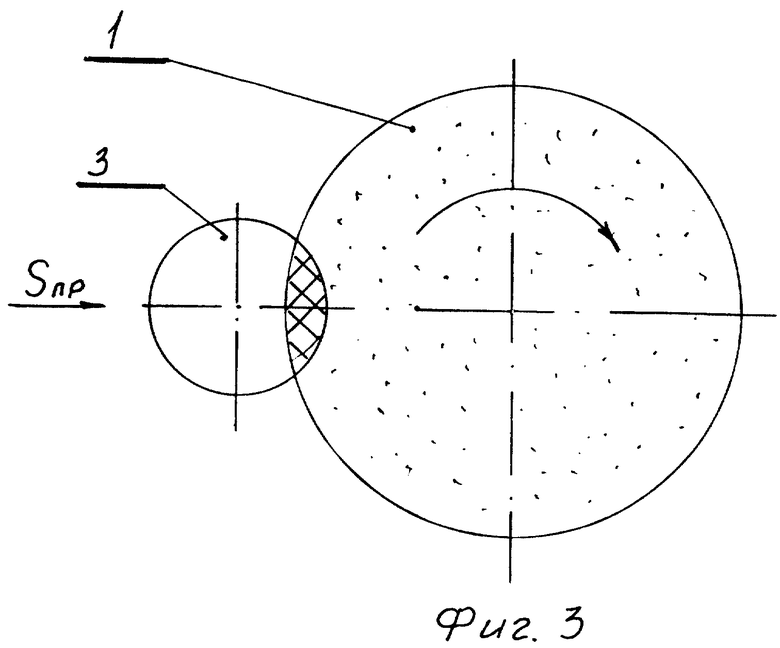
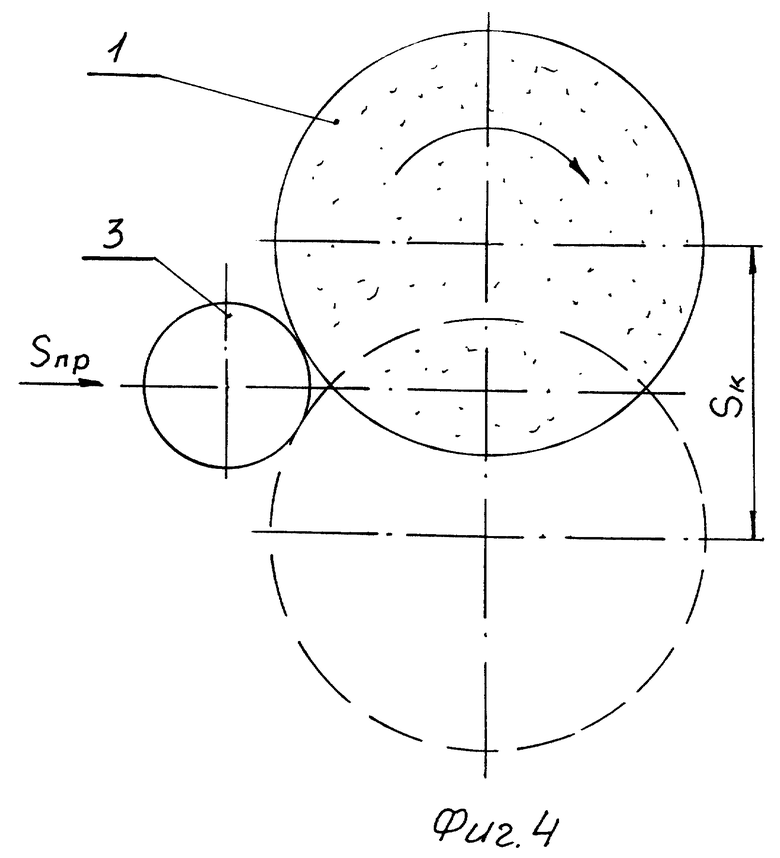
На фиг. 1 представлен способ шлифования сферических торцов конических роликов; на фиг. 2 - то же вид сверху; на фиг. 3 показан вход ролика в зону резания без качания шлифовального круга; на фиг. 4 - с качанием шлифовального круга.
Шлифовальный круг 1 имеет сферическую торцевую поверхность с радиусом, равным радиусу сферы обрабатываемых роликов (фиг. 1). Диск 2 имеет радиально расположенные по периферии конические гнезда, в которые загружаются обрабатываемые ролики 3. Ролики 3 имеют коническую образующую с углом αp и сферическую торцевую обрабатываемую поверхность. Оси вращения шлифовального круга и диска расположены взаимно перпендикулярно и пересекаются в точке A, лежащей на оси OO вращения диска. Кроме того, точка A является вершиной образующей ролика 3 и центром радиуса качания шлифовального круга 1. Для придания рабочему профилю шлифовального круга 1 траектории, равной радиусу обрабатываемой сферы ролика 3, ось шлифовального круга 1 соединена с осью вращения диска 2 в точке A жесткой связью. Качание шлифовального круга 1 осуществляется в направлении, перпендикулярном вращению диска 2 со скоростью качательной подачи Sк и амплитудой, равной не менее величины угла αp конуса образующей ролика 3. Ролики 3 имеют возможность перемещаться вместе с диском 2 со скоростью круговой продольной подачи Sпр (фиг. 2). При контактировании шлифовального круга 1 с торцами роликов 3 формируется радиус сферы роликов Rсф. Загрузка роликов 3 в гнезда диска 2 осуществляется до входа роликов в зону шлифования (по ходу вращения диска), выгрузка - после выхода роликов из зоны шлифования. При входе ролика 3 в зону обработки со скоростью продольной подачи Sпр, когда шлифовальный круг 1 не совершает качание, контакт осуществляется большей поверхностью (фиг. 3), чем при шлифовании, когда круг 1 совершает качательную подачу Sк (фиг. 4), при одинаковом положении осей шлифовального круга и обрабатываемого ролика.
Способ осуществляется следующим образом.
Перед началом обработки торец шлифовального круга 1 профилируют по радиусу, равному радиусу торца конического ролика 3. При этом профилирование осуществляется алмазным карандашом, установленным в гнезде диска 2 (не показано). Шлифовальному кругу 1 и диску 2 сообщают вращение, и алмазный карандаш, перемещаясь по круговой траектории в направлении, перпендикулярном оси вращения шлифовального круга 1, придает последнему форму, соответствующую обрабатываемой сфере.
Конические ролики 3, подлежащие обработке, ориентированные малым торцом вниз, попадают в гнезда диска 2, где ролики получают продольную круговую подачу Sпр за счет вращения диска (фиг. 1, 2). При этом, если шлифовальный круг 1 совершает вращение только вокруг собственной оси, то ролики 3 входят в контакт со шлифовальным кругом значительной поверхностью (фиг. 3). В этот момент происходит большой объем удаления металла с обрабатываемой поверхности, возникает высокая контактная температура, шлифовальный круг в месте контакта интенсивно изнашивается и изменяет профиль своей рабочей поверхности. Все это сказывается на точности обработки и качестве торцов роликов.
При сообщении шлифовальному кругу 1 дополнительно качательной подачи Sк относительно точки A, лежащей на оси диска 2 и являющейся центром радиуса обрабатываемой сферической поверхности, в направлении, перпендикулярном оси его вращения с амплитудой, равной не менее величины угла конуса ролика αp, ролики 3 входят в контакт со шлифовальным кругом 1 при одинаковой скорости круговой подачи Sпр меньшей поверхностью (фиг. 4). При этом обеспечивается плавный вход роликов в зону обработки, равномерное удаление припуска и исключается неравномерный износ рабочего профиля шлифовального круга. Сообщение дополнительного движения шлифовальному кругу обеспечивает выполнение точности радиуса сферы ролика Rсф в двух взаимно перпендикулярных направлениях. Кроме этого, обеспечивается самозатачиваемость инструмента. Измененный характер движения зерна формирует на обработанной поверхности сетку пересекающихся следов с уменьшенной шероховатостью, которая положительно сказывается на работоспособности данной поверхности. Равномерное удаление припуска позволяет снизить контактную температуру и на обрабатываемой поверхности не возникает прижога.
После прохождения зоны шлифования ролики 3 выпадают из гнезда диска 2.
Эффективность способа непрерывного шлифования сферических торцов роликов рассмотрим на примере обработки роликов конического подшипника 6-7807, имеющих следующие размеры:
Наибольший диаметр D = 9,65 мм; наименьший диаметр d = 8,316 мм; длина L = 19,2-0,5; угол конуса αp = 2o и радиус сферы торца Rсф = 138-10 мм.
Режим обработки:
Скорость продольной круговой подачи Sпр = 7 м/мин;
Скорость шлифовального круга Vкр = 35 м/с;
Амплитуда качательной подачи шлифкруга ASк = 5o;
Частота качания шлифкруга Nк = 60 дв.х/мин.
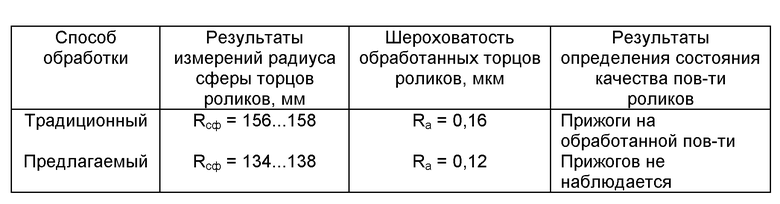
Достигаемые параметры точности формы торца роликов и качества поверхности при различных способах обработки следующие (см. таблицу).
Следовательно, предлагаемый способ способен обеспечить требуемый радиус сферы торца роликов, уменьшить шероховатость поверхности и исключить прижоги.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ДОВОДКИ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162402C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ НА КОНИЧЕСКИХ РОЛИКАХ | 2010 |
|
RU2452603C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2007 |
|
RU2351454C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2010 |
|
RU2460623C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2012 |
|
RU2521180C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2009 |
|
RU2419531C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1991 |
|
RU2049658C1 |
| СПОСОБ ОДНОВРЕМЕННОГО ДВУСТОРОННЕГО ШЛИФОВАНИЯ ТОРЦОВ ДЕТАЛЕЙ | 1995 |
|
RU2076032C1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКОГО ТОРЦА НА КОНИЧЕСКИХ РОЛИКАХ | 2016 |
|
RU2674187C2 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
Изобретение относится к способам шлифования торцевых поверхностей вращения, например сферических торцов конических роликов. Перед обработкой торец шлифовального круга профилируют по радиусу, равному радиусу торца конического ролика. Обрабатываемые ролики загружают в непрерывно вращающийся диск, который имеет радиально расположенные по периферии гнезда. Ролики перемещаются со скоростью круговой подачи относительно торца шлифовального круга. Последнему сообщают качание вокруг точки, которая лежит на оси диска и является центром радиуса обрабатываемой сферической поверхности. Направление качания перпендикулярно оси вращения круга. Амплитуда равна не менее величины угла конуса образующей ролика. Использование способа ведет к повышению точности и качества поверхностного слоя сферических торцов конических роликов. 4 ил., 1 табл.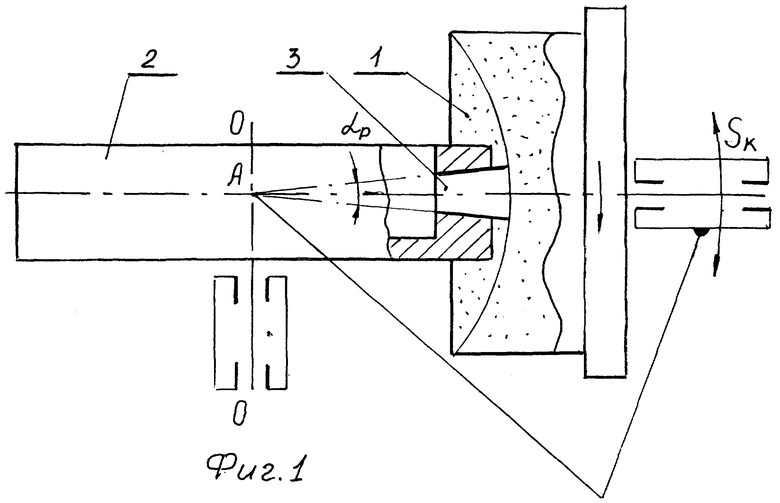
Способ непрерывного шлифования сферических торцов конических роликов, включающий загрузку роликов в непрерывно вращающийся диск с радиально расположенными по периферии гнездами и сообщение им перемещения со скоростью круговой подачи относительно торца вращающегося шлифовального круга с формой рабочей поверхности, соответствующей форме обрабатываемой поверхности, отличающийся тем, что шлифовальному кругу сообщают качание вокруг точки, лежащей на оси диска и являющейся центром радиуса обрабатываемой сферической поверхности, в направлении, перпендикулярном оси его вращения, с амплитудой, равной не менее величины угла конуса ролика.
| Труды семинара по вопросам прогрессивных методов шлифования и доводки деталей подшипников качения/Под редакцией А.И.Спришевского, - М.: ВНИПП, 1964, с.217, фиг.3 | |||
| Устройство для непрерывного шлифования сферических торцов конических роликов | 1973 |
|
SU514681A1 |
| 0 |
|
SU192652A1 | |
| Устройство для непрерывного шлифования сферических торцов роликов | 1982 |
|
SU1033291A1 |
| Способ шлифования сферических торцов конических роликов и устройство для его осуществления | 1983 |
|
SU1212764A1 |
| СПОСОБ ПРОИЗВОДСТВА ПЛОДОВОГО САМБУКА | 2003 |
|
RU2246857C2 |
