Изобретение относится к машиностроению и может быть использовано в подшипниковой промышленности.
Известны аналогичные способы шлифования сферических торцов конических роликов (а.с. 1212764 от 23.12.83, БИ 7, 86; а.с. 1278188 от 10.04.85, БИ 47, 86). В аналоге (а.с. 1278188 от 10.04.85, БИ 47, 86) ролики базируют между выступающими коническими торцами двух прижимаемых друг к другу дисков. Диски расположены параллельно друг другу и вращаются вокруг своей оси, тем самым сообщая вращение роликам вокруг оси роликов. Ролики располагают с угловым шагом в сепараторе, находящемся между дисками и вращающимися вокруг своей оси. Вращение оси роликов вокруг центра сферы их торцов обеспечивается расположением роликов в пазах сепаратора, вращающегося с необходимой угловой скоростью, соответственной линейной скоростью, равной продольной подаче Sпр.
Базирование конических роликов осуществляется по двойной направляющей базе одновременным контактированием конической поверхности с дисками и радиальным пазом сепаратора, а по опорной базе - торцу, противоположному сферическому торцу, путем контактирования этого торца с регулируемой опорой. Регулируемые опоры расположены на сепараторе соосно радиальным пазам, в которых расположены ролики. Названная схема базирования роликов позволяет их расположить перпендикулярно оси вращения шлифовального круга. Одновременно обеспечивается требуемое осевое положение каждого ролика на постоянном расстоянии от оси вращения дисков. Этим обеспечивается возможность вращения роликов вокруг собственной оси. Непрерывность процесса шлифования обеспечивает высокую производительность. Однако аналогичные способы шлифования сферических торцов конических роликов имеют недостаток. Он заключается в недостаточной точности выполнения радиуса сферы торца ролика в связи с несовершенной схемой базирования и шлифования ролика.
В качестве прототипа по своей технической сущности наиболее близко подходит способ шлифования сферических торцов конических роликов (Руководство на автомат для шлифования сферы конических роликов мод. КЕР-200, Министерство Автомобильной промышленности СССР, Главподшипник, 9-й Государственный Подшипниковый завод им. В.В. Куйбышева, г.Куйбышев 1966 г.).
В способе-прототипе шлифуемые конические ролики устанавливают между коническими торцами двух дисков и сепаратором между ними, вращающимися вокруг общей оси, и при установке базируют по двойной направляющей базе - конической поверхности посредством контакта этой поверхности по образующей одновременно с дисками и радиальным пазом сепаратора. Опорной базой также является коническая поверхность ролика, по которой ролик центрируется между коническими торцевыми поверхностями дисков.
Также базирование и установка конического ролика в способе-прототипе обеспечивает ему необходимое положение и необходимые два движения подачи: вокруг оси дисков и собственной оси. Этим обеспечивается формообразование поверхности сферического торца.
Однако способ-прототип имеет недостаток - недостаточную точность выполнения радиуса сферы торца ролика относительно заданного номинального значения.
Заявляемый способ шлифования лишен указанного недостатка.
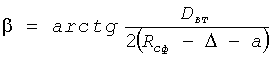
Сущность изобретения заключается в том, что в способе шлифования сферических торцов конических роликов, при котором конические ролики располагают между коническими торцами соосно расположенных вращающихся вокруг своих осей дисков и сепаратором, базируют конические ролики по двойной направляющей базе - наружной конической поверхности, каждый конический ролик базируют наружной конической поверхностью в сквозном коническом отверстии дополнительной втулки, угол наклона образующей которого выполняют равным аналогичному углу наклона образующей конической поверхности конического ролика, а наружную поверхность дополнительной втулки выполняют соосной сквозному коническому отверстию, по форме также конической, угол наклона образующей которой определяют по формуле

где Dвт - наибольший диаметр втулки, Dвт=dр+2в;
dp - наибольший номинальный диаметр конического ролика;
в - толщина стенки дополнительной втулки;
Rсф - номинальный радиус сферы сферического торца конического ролика;
Δ - величина коррекции радиуса сферы;
а - высота вылета конического ролика из дополнительной втулки;
при этом каждую дополнительную втулку вместе с расположенным в ней коническим роликом устанавливают между торцами дисков и сепаратором, с сообщением ей вращения вокруг общей с коническим роликом оси, угол наклона конических торцов дисков и боковой стороны радиального паза сепаратора выполняют равным углу наклона образующей наружной конической поверхности дополнительной втулки, вершину наружного конуса каждой дополнительной втулки совмещают с вершинами конусов конических торцов дисков, точку их совмещения располагают на оси вращения дисков; дополнительные втулки вместе с коническими роликами базируют по двойной направляющей базе путем контактирования ее наружной конической поверхности с коническими торцами дисков и боковой стороной радиального паза сепаратора и по опорной базе путем контактирования кольцевого бурта, выполненного на наружной конической поверхности дополнительной втулки с кольцевыми пазами, выполненными на конических торцах дисков.
Технической задачей, которую решает изобретение, является повышение точности величины радиуса сферы торца конического ролика. Отличительный признак изобретения - иной способ установки и привода рабочего движения конического ролика, исключающий влияние диаметра и угла наклона образующей предварительно обработанной конической поверхности конического ролика на радиус сферы обрабатываемой поверхности торца конического ролика. В изобретении это осуществляется установкой конического ролика в новое промежуточное звено - в дополнительную втулку, с наружной конической поверхностью, угол наклона образующей которой больше угла наклона образующей конической поверхности конического ролика. Установкой и центрированием конического ролика конической поверхностью по внутренней конической поверхности дополнительной втулки реализуется двойная направляющая база, лишающая конический ролик четырех степеней свободы. Центрирование конического ролика конической поверхностью по внутренней конической поверхности дополнительной втулки лишает ролик пятой степени свободы - возможности перемещения вдоль своей оси, чем реализуется опорная база конического ролика. Шестой степени свободы - возможности свободного вращения вокруг своей оси конический ролик лишается за счет сил трения между наружной конической поверхностью конического ролика и внутренней конической поверхностью дополнительной втулки. Этим также реализуется опорная база. Таким образом в комплект баз, определяющих положение конического ролика, входят двойная направляющая и две опорные базы, реализуемые только за счет установки конического ролика в дополнительную втулку. В отличие от заявляемого способа в способе-прототипе базирование конического ролика осуществляется по двойной направляющей базе - наружной конической поверхности, контактированием с двумя материальными системами: коническим торцом диска, лишающим конический ролик двух степеней свободы, и боковой стороной паза сепаратора, лишающей конический ролик еще двух степеней свободы. Пятой и шестой степени свободы конический ролик лишается за счет центрирования конической поверхностью между коническими торцами дисков и сил трения между конической поверхностью конического ролика и торцами дисков соответственно. Этим реализуются две опорные базы.
Доказательство возможности решения технической задачи с помощью реализации отличительного признака изобретения.
В прототипе конические ролики непосредственно устанавливают между торцами двух соосно расположенных вращающихся вокруг своих осей дисков. Радиус обрабатываемой сферы имеет обратную зависимость от угла наклона образующей конической поверхности конического ролика α, выражающуюся в следующей формуле

где dpmax - наибольший номинальный диаметр конического ролика;
α - угол наклона образующей конической поверхности конического ролика.
Угол наклона образующей конической поверхности конического ролика задается конструкторским чертежом и является постоянным. Так как операция шлифования сферического торца конического ролика выполняется до операции окончательного шлифования поверхности качения, наибольший диаметр ролика dpmax больше соответствующего номинального диаметра окончательно обрабатываемого конического ролика dp на величину припуска. В результате радиус сферы торца конического ролика всегда больше его номинального значения, заданного конструкторским чертежом. Обработка сферы торцов конических роликов производится сквозным шлифованием периферией круга. Погрешности взаимного расположения шпинделя изделия и шлифовального круга, износ шлифовального круга в процессе работы также приводят к увеличению радиуса сферы торцов обрабатываемых конических роликов. В изобретении для того, чтобы исключить влияние диаметра и угла наклона образующей конического ролика на радиус сферы и обеспечить требуемую величину коррекции радиуса сферы, конический ролик установлен конической поверхностью в дополнительной втулке. Наружной конической поверхностью дополнительная втулка вместе с коническим роликом установлена и вращается между торцами двух соосно расположенных и вращающихся вокруг своих осей дисков. Угол наклона образующей наружной конической поверхности дополнительной втулки больше угла наклона образующей конической поверхности конического ролика и определяется с учетом необходимой величины коррекции радиуса сферы Δ по формуле (1).
Вершину наружного конуса втулки совмещают с вершинами конусов торцов дисков, причем точку их совмещения располагают на оси вращения дисков для обеспечения условия свободного прокатывания дополнительной втулки по дискам. В результате радиус сферы торца конического ролика после обработки будет иметь требуемое значение в соответствии с конструкторским чертежом.
Таким образом, реализацией отличительного признака доказана возможность решения технической задачи.
Анализ известных технических решений и сравнение с ними заявляемого способа шлифования показал, что в них нет отличительных признаков заявки. Поэтому известные технические решения не позволяют решить поставленную техническую задачу. Следовательно, отличительные признаки заявляемого способа шлифования являются существенными.
В заявке представлены следующие графические материалы:
фиг.1 - схема обработки сферического торца конического ролика (вид спереди);
фиг.2 - то же, разрез А-А;
фиг.3 - то же, вид по стрелке В (вид сверху);
фиг.4 - схема базирования конического ролика (вид Б);
фиг.5 - то же, вид Г.
Конический ролик 1 имеет возможность быть установленным внутри дополнительной втулки 2. Дополнительная втулка 2 имеет возможность быть установленной между жесткими дисками 3 и 4. Внутренняя поверхность 5 дополнительной втулки 2 выполнена в форме конуса, угол конуса которой равен углу (конической поверхности 6 конического ролика 1, а диаметр - исходя из наибольшего диаметра dp обрабатываемого конического ролика 1 и необходимой для обработки величины вылета а конического ролика 1 из дополнительной втулки 2. Для возможности центрирования конического ролика 1 конической поверхностью 6 по внутренней конической поверхности 5 дополнительной втулки 2 реализуется двойная направляющая база, лишающая конический ролик 1 четырех степеней свободы, и опорная база, лишающая конический ролик 1 возможности перемещения вдоль его оси 7. Шестая степень свободы конического ролика 1 - свободное вращение его вокруг оси 7, лишается за счет трения между конической поверхностью 6 конического ролика 1 и конической поверхностью 5 дополнительной втулки 2. Дополнительная втулка 2 вместе с неподвижно установленным в ней коническим роликом 1 базируется наружной конической поверхностью 8 по двойной направляющей базе между коническими торцами 9 и 10 дисков 3 и 4 соответственно и боковой стороной 11 паза сепаратора 12. На конических торцах 9 и 10 дисков 3 и 4 соответственно имеются кольцевые пазы 13 и 14, с которыми имеет возможность контактировать кольцевой бурт 15, расположенный на наружной конической поверхности 8 дополнительной втулки 2. Этим реализуется опорная база, дополнительную втулку 2 лишают пятой степени свободы - возможности перемещения вдоль ее общей с роликом 1 оси 7. Шестая степень свободы дополнительной втулки 2 - произвольное вращение ее вместе с коническим роликом 1, лишается за счет контакта наружной поверхности 8 дополнительной втулки 2 с коническими торцами 9 и 10 дисков 3 и 4, соответственно. Поскольку диски 3 и 4 имеют возможность вращения вокруг оси 16 в разные стороны с разной угловой скоростью, то дополнительная втулка 2 вместе с неподвижно установленным в ней коническим роликом 1 получает возможность одновременно двух вращений: одного вокруг своей оси 7, второго - вокруг оси 16 вращения дисков 3 и 4, т.е. двух вспомогательных движений схемы обработки. Главным рабочим движением является возможность вращения шлифовального круга 17 вокруг оси 18, заправленного по радиусу сферы Rсф. При этом шлифовальный круг 17 может быть выполнен составным, собранным из нескольких частей, например трех, установленных на планшайбе 19 вдоль ее длины, как единое целое. Каждая из частей шлифовального круга имеет свои характеристики, например: связка, зернистость, и предназначена для выполнения определенного перехода: чернового, чистового, окончательного. Таким образом, шлифовальный круг 17 имеет возможность, вращаясь вокруг своей оси 18, обрабатывать сферический торец 20 конического ролика 1, который, в свою очередь, имеет возможность вместе с дополнительной втулкой 2 одновременно участвовать в двух вспомогательных движениях: вращении вокруг собственной оси 7 и вокруг общей оси 16 вращения дисков 3 и 4.
Способ шлифования сферических торцов конических роликов 1 в динамике. Перед шлифованием конических роликов 1 настраивают станок. Правят и балансируют установленный и набранный из трех частей шлифовальный круг 17 на заданную величину радиуса сферы Rсф. Конические втулки 2 устанавливают в радиальных пазах сепаратора 12 между торцами 9 и 10 дисков 3 и 4 таким образом, чтобы кольцевые бурты 15 на наружной конической поверхности 8 дополнительной втулки 2 вошли в кольцевые пазы 13 и 14, расположенные на конических торцах 9 и 10 дисков 3 и 4 соответственно. Диски 3 и 4 сводят друг к другу так, чтобы их торцы 9 и 10 создали необходимое давление прижима к дополнительным втулкам 2 и, с другой стороны, чтобы соблюдалось условие, что вершины 0 наружного конуса каждой дополнительной втулки 2 совмещались с вершинами конусов конических торцов 9 и 10 дисков 3 и 4, а точка 0 их совмещения располагалась на оси 16 вращения дисков 3 и 4. Настраивают механизмы загрузки и выгрузки для равномерной подачи обрабатываемых деталей в зону обработки и своевременной выгрузки обработанных деталей. Шлифовальный круг 17 располагают относительно дисков 3 и 4 и втулок 2 так, чтобы был обеспечен съем требуемого припуска каждой составляющей частью шлифовального круга 17. Включают вращение шлифовального круга 17 с требуемой частотой вращения nкр, обусловленной требуемой скоростью шлифования Vкр. Включают вращение дисков 3 и 4 с требуемыми частотами n3 и n4, обусловленными необходимыми величинами частоты nр вращения конического ролика 1 вместе с дополнительной втулкой 2 вокруг их общей оси 7 и продольной подачи Sпр конического ролика 1 вместе с дополнительной втулкой 2. Загружают конические ролики 1 в зоне загрузки. Каждый из конических роликов 1 автоматически устанавливается, базируясь по двойной направляющей базе - наружной конической поверхности 6 по внутренней конической поверхности 5 дополнительной втулки 2. Одновременно за счет центрирования конического ролика 1 конической поверхностью 6 по внутренней конической поверхности 5 дополнительной втулки 2 и возникающих при этом сил трения происходит базирование конического ролика 1 в направлении его оси 7 и в окружном направлении, предотвращающем его проворачивание в дополнительной втулке 2. Поскольку диски 3 и 4 вращаются вокруг своей оси 18 в противоположные стороны с разной окружной скоростью, за счет силы трения сообщается вращение дополнительным втулкам 2 вместе с коническими роликами 1 вокруг их оси 7. В то же время за счет разности окружных скоростей дисков 3 и 4 дополнительным втулкам 2 вместе с коническими роликами 1. придается заданная скорость продольной подачи Sпр. При этом дополнительные втулки 2 прижимаются наружной конической поверхностью 8 к боковой стороне 11 радиального паза сепаратора 12, чем обеспечивается вращение сепаратора 12 вокруг оси 16 со скоростью продольной подачи Sпр. Вступают последовательно в работу отдельные части шлифовального круга 17, снимая последовательно черновой, затем, например, получистовой и чистовой припуски. Шлифование сферического торца 20 конического ролика 1 ведут с обильным охлаждением. Попав в зону выгрузки, конические ролики 1 выпадают из втулок 2 в механизм выгрузки с помощью механизма выталкивания (условно не показанного).
Пример конкретного выполнения способа шлифования конических роликов.
Необходимо обработать поверхность сферического торца конического ролика радиально-упорного роликового подшипника 6у-7207А. Ролик имеет следующие размеры: длину 12,06-0,4 мм; наибольший диаметр - 9,421 мм; наименьший диаметр - 8,583 мм; угол наклона образующей конуса - 2°; радиус сферы торца 135-10 мм; допустимая высота шероховатости сферического торца - 0,32 мкм; допустимое биение сферического торца - 0,01 мм. Обработку производят на сферо-шлифовальном станке мод. БСШ-200М со следующими режимами шлифования: припуск, снимаемый при шлифовании - 0,35 мм; скорость продольной круговой подачи - 1,830 м/мин; скорость шлифовального круга 25,8 м/с; частота вращения изделия 570 мин-1; частота вращения ведущего диска - 68,70-1 мин; частота вращения ведомого диска - 64,38 мин-1.
Использовался сборный шлифовальный круг, состоящий из трех частей, имеющих следующие характеристики: 500×50×305 15А16СТ1Б, 500×80×305 15А10СМВ, 500×25×305 92ЕМ28ПМ3Гр. Применялась СОЖ.
Рассчитывают угол наклона образующей наружной конической поверхности дополнительной втулки заявляемого способа по формуле (1).
Диаметр дополнительной втулки принимают равным 17 мм. Величину коррекции радиуса сферы Δ принимают равной 5,5 мм для роликов с номинальным радиусом сферы сферического торца Rсф в интервале 100…200 мм и 11 мм для роликов с Rсф в интервале 200…300 мм.
Находят численное значение угла наклона образующей наружной конической поверхности дополнительной втулки

После шлифования роликов по заявленному способу радиус сферы торцов роликов имел значения Rсф=126…133 мм. Способ-прототип обеспечивал значения радиуса сферы RСФ=136…145 мм. Отсюда следует, что заявленный способ обеспечивает получение радиуса сферы торцов конических роликов в требуемом диапазоне значений. Другими словами, он позволяет решить поставленную техническую задачу повышения точности выполнения радиуса сферы торца ролика.
Экономическую эффективность заявляемого способа шлифования можно определить как разность дополнительных затрат на его реализацию и стоимость брака.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2012 |
|
RU2521180C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2010 |
|
RU2460623C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2007 |
|
RU2351454C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2009 |
|
RU2419531C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКОГО ТОРЦА НА КОНИЧЕСКИХ РОЛИКАХ | 2016 |
|
RU2674187C2 |
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162401C2 |
| Способ шлифования сферического торца конических роликов | 2019 |
|
RU2734606C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ДОВОДКИ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162402C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353501C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1993 |
|
RU2094210C1 |
Изобретение относится к области машиностроения и может быть использовано в подшипниковой промышленности при шлифовании сферических торцов конических роликов. Последние устанавливают в дополнительных втулках, которые располагают между коническими торцами соосно расположенных и вращающихся вокруг своих осей дисков и сепаратором с радиальными пазами. Наружная и внутренняя поверхности втулок выполнены коническими с разными углами конуса. Приведена расчетная формула для определения угла наклона образующей наружной поверхности втулок. Образующие упомянутых конусов пересекаются в одной точке, которую совмещают с осью вращения дисков. В результате повышается точность радиуса сферы шлифуемого торца конического ролика. 5 ил., 1 пр.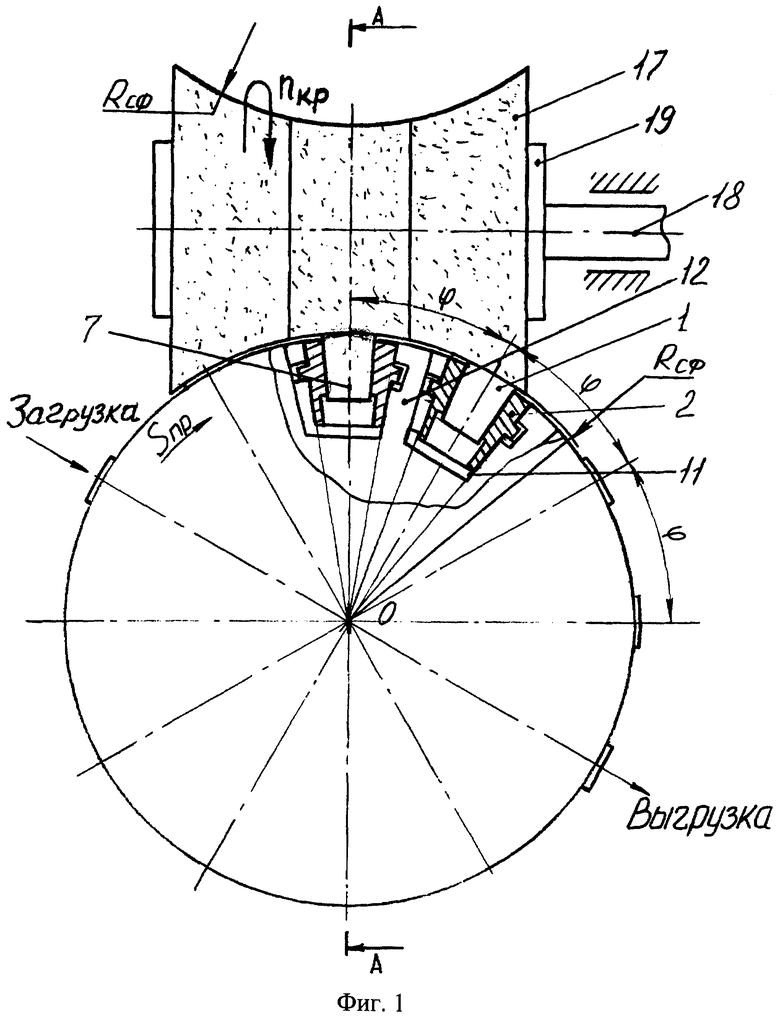
Способ шлифования сферических торцов конических роликов, при котором конические ролики располагают между коническими торцами соосно расположенных вращающихся вокруг своих осей дисков и сепаратором с радиальными пазами, отличающийся тем, что каждый конический ролик базируют наружной конической поверхностью в сквозном коническом отверстии дополнительной втулки, угол наклона образующей которого выполняют равным углу наклона образующей конической поверхности конического ролика, а наружную поверхность дополнительной втулки выполняют конической и соосной сквозному коническому отверстию, угол β наклона образующей которой определяют по формуле:
 ,
,
где Dвт - наибольший диаметр втулки, мм, Dвт=dр+2в;
dp - наибольший номинальный диаметр ролика, мм;
в - толщина стенки втулки, мм;
Rсф - номинальный радиус сферического торца ролика, мм;
Δ - величина коррекции радиуса сферы, равная 5,5 мм;
а - высота вылета конического ролика из дополнительной втулки, мм,
при этом каждую дополнительную втулку вместе с расположенным в ней коническим роликом устанавливают между торцами дисков и сепаратором с сообщением ей вращения вокруг общей с коническим роликом оси, угол наклона конических торцов дисков и боковой стороны радиального паза сепаратора выполняют равным углу наклона образующей наружной конической поверхности дополнительной втулки, а вершину конуса каждой дополнительной втулки совмещают с вершинами конусов конических торцов дисков с расположением точки их совмещения на оси вращения дисков, причем дополнительные втулки вместе с коническими роликами базируют по двойной направляющей базе путем контактирования ее наружной конической поверхности с коническими торцами дисков и боковой стороной радиального паза сепаратора и по опорной базе путем контактирования кольцевого бурта, выполненного на наружной конической поверхности дополнительной втулки, с кольцевыми пазами, выполненными на конических торцах дисков.
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
| - Куйбышев, 1966, Министерство автомобильной промышленности СССР, Главподшипник, 9-й Государственный подшипниковый завод, с.10-12 | |||
| Устройство для шлифования сферических торцев роликов | 1975 |
|
SU670422A1 |
| 0 |
|
SU192652A1 | |
| DE 4035761 A1, 14.05.1992 | |||
| СПОСОБ ПРОИЗВОДСТВА ПЛОДОВОГО САМБУКА | 2003 |
|
RU2246857C2 |

