1
Изобретение относится к обработке металлов резанием в машиностроении к может быть использовано, в частности, при обработке торцов конических роликов подшипников качания.
Известны станки для шлифования сферических 1орцов конических роликов торцовой сферической поверхностью шлифовального круга, вьшолненные в виде двух имеюших конические рабочие поверхности соосных ведущи ; дисков с осью, перпендикулярной оси шлифовального круга, вращающихся с различ.ными скоростями в разные стороны, вершины конических поверхностей которых расположены в точке пересечения оси головки и оси шлифовальнэго круга, а также сепаратора с гнездами для роликов.
Предложенное устройство отличается тем, что, с целью повышения точности и производительности обработки, оно снабжено дополнительным диском, установлеш1ым. сроено с упомянутыми дисками, и дополнительным сепаратором.
Для обеспечения плавного входа роликов в зону обработки ось шлифовального
смешена относительно оси ведуших длсков на величину е.
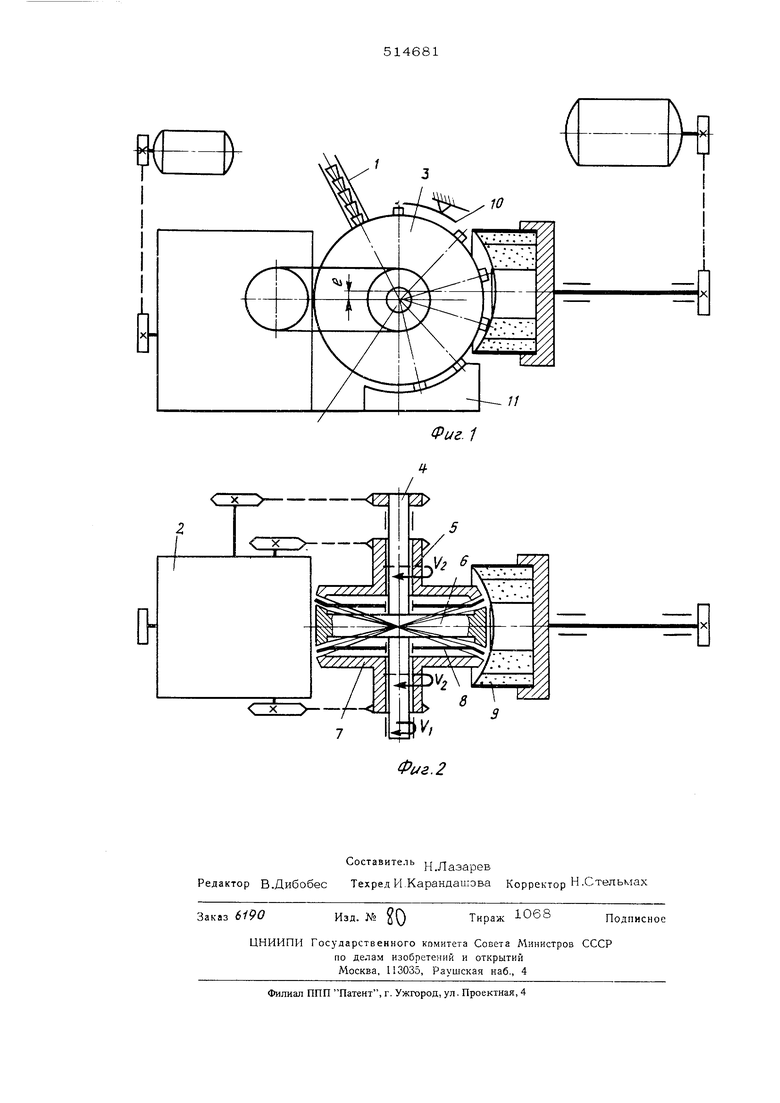
На фиг. 1 изображено опксьшаех ое устройство, вид сбоку; на фиг. 2 - тс жо, в сэчении горизонтальной плоскостью, па хздящей через ось шлифовального круга :-; ось головки ведуших дисков,.
Устройство для шлифования сферическтгх торцов конт ческ1 Х роликов 1 состоит из узла 2 привода деталей, головки 3 ведуШТ1Х дисков, в KOTOpjTo вхэдит вал 4, веду- шие диски 5, 6, 7, образующие два ручъя для роликов, а также сепараторы 8 дгл разделения роликов в ручьях.
Торцевой шлифовальный круг 9 рабочую поверхность сферической формы г прИ вод. До и после шлифовального круга расположены заходная 10 и выходная 11 направляющие планки так, чтобы угол. Б пределах которого рОЛики 1 находятся в гз.тэво- о
ке 3 ведуштзх дисков, был больше 180 С. Ось шлифовального круга 9 имеет смещениее, регулируемое относительно горизонта.льной плоскости, проходящей через ось головки 3 ведущих дисков, На одном
3
из ведущих дисков имеется гнездо для крепления алмаза правки шлифовального круга. Траектории осей роликов, расположенных в обоих ручьях, проходят по рабочей поверхности круга через кромку его отверстия,
Конические ролики 1, подлежащие обработке, ориентированные малым торцом вниз, попадают в оба ручья головки 3 ведущих дисков 5, 6, 7, где р&лики получают вращеЖе вокруг своих осей и круговую подачу за
счет вращения в разные стороны и, разделенные межлу собой сепараторами 8, проходят вдоль сферического торпа шлифовального круга 9. Подача роликов через зону шли- фования получается за счет разницы скорост вращения дисков 5 (7) и 6 соответственно
V и V,
После прохождения зоны шлифования и планки 11 ролики выпадают из ведущих дисков.
При работе регулируют величину смещения оси щпинделя яшифовального круга на величину е в зависимости от рабочих параметров шлифуемых роликов,
При правке автоматически образуется заходная часть, обеспечивающая плавный съем припуска при шлифовании, а использование многослойного круга (фиг, 1 и 2) позBOJHeT образовать зоны шлифования с разными режимами на входе и на выходе.
Формула изобретения
1,Устройство для непрерывного шлифования сферических торцов конических роликов торцовой сферической поверхностью шлифовального круга, выполненного в виде двух имеющих конические рабочие поверхности соосных ведущих дисков с осью, перпендикулярной оси шлифовального круга, врашающикся с различными скоростями в разные стороны, вершины конических поверхностей которых расположены в точке пересечения оси головки и оси шлифовального круга, а также сепаратор с гнездами для роликов, отличающееся тем, что, с целью повыщения точности и производительности обработки, устройство снабжено дополнительным ведущим диском, установленным соос- но с упомянутыми дисками, и дополнительным сепаратором.
2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения плавного входа роликов в зону обработки, ось щлифовального круга смещена относително оси ведущих дисков на величину е.
Фиг. 1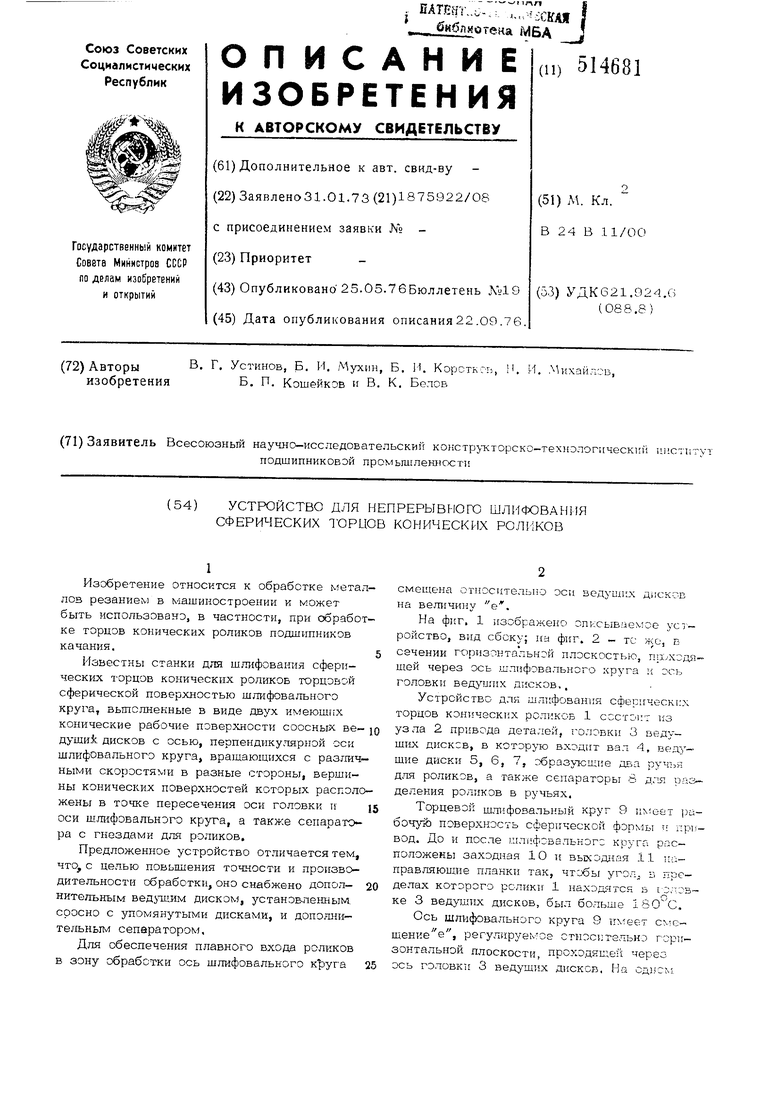
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353501C2 |
| Станок для шлифования сферических торцов конических роликов | 1971 |
|
SU337237A1 |
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162401C2 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1968 |
|
SU222188A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ДОВОДКИ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162402C2 |
| Устройство для непрерывного шлифования сферических торцов роликов | 1982 |
|
SU1033291A1 |
| Станок для обработки наружных цилиндрических поверхностей деталей | 1990 |
|
SU1764967A1 |
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |