Изобретение относится к области изготовления слоистых труб и может быть использовано при производстве металлических труб с защитным футерующим слоем.
Более конкретно, оно относится к области создания внутренних поверхностей полимерных покрытий металлополимерных труб.
Известен способ футеровки металлических труб полимерными листовыми материалами или оболочками путем нанесения на внутреннюю поверхность трубы футерующего слоя с последующей опрессовкой его при повышенной температуре [1]
Недостатками этого способа являются сложность технологических процессов, ограниченные возможности применения при футеровании труб малых диаметров или отсутствие обработки созданной полимерной поверхности внутреннего отверстия трубы (больше допуски и шероховатость необработанной поверхности), что существенно для прокачки и перемещения жидкостей, особенно агрессивных, радиоактивных и т.д.
Известен и другой способ изготовления внутренних поверхностей металлических труб, футерованных полимерными материалами, при котором на внутреннюю поверхность металлической трубы наносят слой полимера, нагревают с наружной стороны трубу и протягивают через внутреннее отверстие трубы калибрующий инструмент цилиндрической формы с формующим конусом [2]
Недостатком данного способа является сложность используемой технологической оснастки, а конкретно, калибрующего инструмента. Его применение ограничено в связи с невозможностью использования для формования защитного покрытия труб малого диаметра.
Техническим результатом данного способа является улучшение качества поверхности футерованного слоя полимерного покрытия, нанесенного в качестве антикоррозийного на внутреннюю поверхность металлических труб, в том числе и малого диаметра. Для достижения технического результата в способе изготовления внутренних поверхностей металлических труб, футерованных полимерными материалами, при котором на внутреннюю поверхность металлической трубы наносят слой полимера, нагревают с наружной стороны трубу и протягивают через внутреннее отверстие трубы калибрующий инструмент цилиндрической формы с формующим конусом, согласно изобретению нагрев трубы осуществляют кольцевым до температуры плавления полимерного материала одновременно с протяжкой калибрующего инструмента, причем зону кольцевого нагрева перемещают синхронно с перемещением калибрующего инструмента для калибрования формующим конусом слоя полимерного материала в расплавленном состоянии и заглаживания цилиндрической частью инструмента скалиброванного участка.
Схема формования полимерного покрытия внутренних поверхностей металлических труб с использованием калибрующего инструмента и наружных теплоисточников (индукторов) показана на чертеже.
Способ осуществляется следующим образом. На предварительно обезжиренную внутреннюю поверхность металлической трубы 1 наносят полимерное покрытие 2 одним из известных способов (вибрационным, вихревым, газопламенным и др.). Внутреннюю поверхность охлажденной трубы 1 с застывшим полимерным покрытием 2 вводят в соприкосновение с калибрующим инструментом 3 таким образом, что проталкивание его через полость трубы 1 осуществляют с одновременным ее нагревом, причем в каждый конкретный момент времени области ее нагрева и местоположение калибрующего инструмента совпадают, ввиду чего обеспечивается обжатие термопластичного полимера и получение защитного покрытия высокого качества. Поступательный нагрев трубы достигается за счет расположенных снаружи двух источников нагретого воздуха 4, перемещаемых параллельно с калибрующим инструментом 3.
Калибрующий инструмент 3, соприкасаясь с нанесенным полимерным слоем при синхронной термообработке сопрягаемого участка трубы оплавляет поверхность слоя полимера 5, перераспределяет и выдавливает его излишки, заглаживает поверхность покрытия, формуя ее в необходимый размер. Отформованный слой при этом под действием усилия формования уплотняется, получая нужную форму, без нарушения адгезии.
Положение и расстояние между калибрующим инструментом 3 и поверхностью трубы 1, на которую нанесен слой полимера, должны соответствовать необходимой толщине формуемого покрытия.
Калибрующий инструмент 3 должен быть цилиндрической формы, цельнометаллический, с торцевыми поверхностями, имеющими фаски.
Форма и размеры калибрующего инструмента 3 зависят от формы и размеров обрабатываемой трубы.
Исключение налипания полимера на калибрующую поверхность инструмента при формовании должно быть обеспечено его смазкой или изготовлением из материала, к которому полимер не прилипает.
Для получения требуемого покрытия на внутренней поверхности труб может применяться специальный протяжной станок, оборудованный устройством для установки и снятия труб, а также устройствами для подачи и отвода нагретого рабочего воздуха и одновременного перемещения калибрующего инструмента совместно с источниками нагрева (индукторами).
Использование: при производстве металлических труб с защитным футерующим слоем. Сущность изобретения: на внутреннюю поверхность металлической трубы наносят слой полимера, осуществляют кольцевой нагрев трубы до температуры плавления полимерного материала с наружной стороны. Одновременно с нагревом осуществляют протяжку калибрующего инструмента цилиндрической формы с формующим конусом. Зону кольцевого нагрева перемещают синхронно с перемещением калибрующего инструмента для калибрования формующим конусом слоя полимерного материала в расплавленном состоянии и заглаживания цилиндрической частью инструмента скалиброванного участка. 1 ил.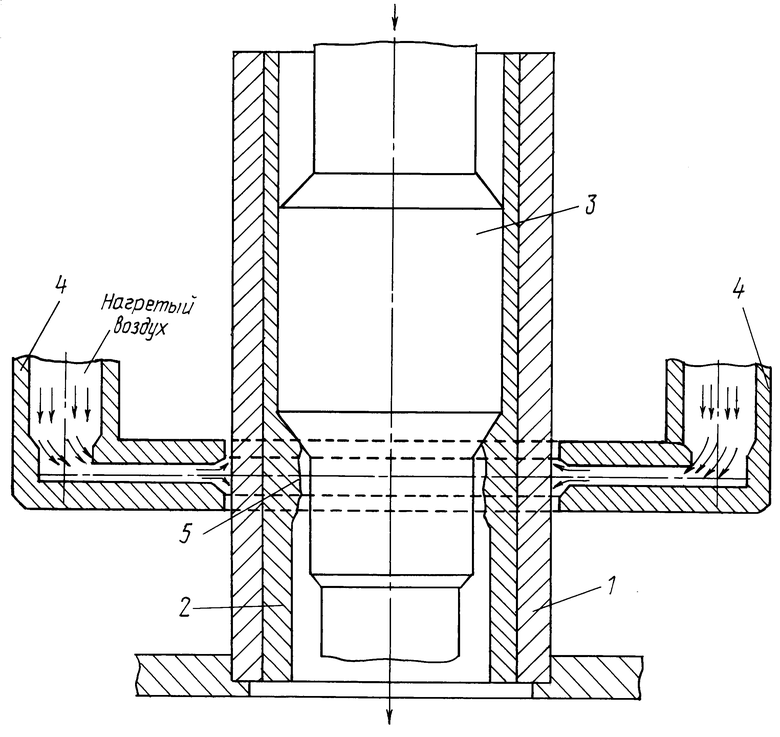
Способ изготовления внутренних поверхностей металлических труб, футерованных полимерными материалами, при котором на внутреннюю поверхность металлической трубы наносят слой полимера, нагревают с наружной стороны трубу и протягивают через внутреннее отверстие трубы калибрующий инструмент цилиндрической формы с формующим конусом, отличающийся тем, что нагрев трубы осуществляют кольцевым до температуры плавления полимерного материала, одновременно с протяжкой калибрующего инструмента, причем зону кольцевого нагрева перемещают синхронно с перемещением калибрующего инструмента для калибрования формующим конусом слоя полимерного материала в расплавленном состоянии и заглаживания цилиндрической частью инструменту скалиброванного участка.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ФУТЕРОВАНИЯ ТРУБ ПОЛИМЕРНБШИ ЛИСТОВЫМИ МАТЕРИАЛАМИ ИЛИ ОБОЛОЧКАМИ | 1971 |
|
SU414128A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| и др | |||
| Стальные трубы, футерованные полиэтиленом | |||
| - М.: Металлургия, 1973, с.30-31. | |||
