Изобретение относится к области создания внутренней поверхности металлической трубы футерованной полимерным покрытием.
Известен способ нанесения покрытия на внутреннюю поверхность насосно-компрессорных труб (НКТ) (патент РФ №2362942, опубл. 27.07.2009) включающий в себя очистку и обезжиривание внутренней поверхности НКТ, нагнетание материала покрытия и его отверждение, при этом нагнетание материала покрытия (полиуретана) производят до заполнения в кольцевую полость, образованную внутренней стенкой НКТ и пуансоном, с шероховатостью его наружной поверхности не ниже 9 класса чистоты, с возможностью получения после отверждения глянцевой поверхности покрытия, затем после окончательного отверждения полиуретана пуансон вынимают.
Недостатком данного способа является то, что нагнетание материала происходит в кольцевую полость малых размеров (толщина покрытия от 2 до 8 мм), поэтому не исключает нарушений на внутренней поверхности полимерной футеровки. Эти нарушения снижают толщину покрытия, увеличивают гидравлическое сопротивление потоку.
Известен способ футерования металлической трубы (патент РФ №2015910 опубл. 15.07.1994) защитным покрытием заключающийся в нагреве термопластичной оболочки, ее последующим деформированием и введением в металлическую трубу или трубопровод с последующим восстановлением размеров внутренней защитной оболочки, при этом нагрев термопластичной оболочки при ее введении в трубу осуществляется в локальных участках, расположенных вдоль оболочки.
Недостатком данного способа является то, что нагрев оболочки осуществляется в локальных участках. Это приводит к неравномерности толщины покрытия футеровки и нарушению формы круглого сечения внутренней поверхности трубопровода.
Известен способ нанесения полимерного защитного покрытия на внутреннюю поверхность трубопровода (патент РФ №2028210 опубл. 09.02.1995) включающий введение в полость трубопровода рукава из полимерного термопластичного материала, закрепление одного из концов рукава к стенке трубы с перемещением зоны нагрева перед зоной прижатия, при этом используется рукав из полиэтилена или композиций на его основе, предварительно подвергнутый радиационной обработке с последующим продольным растяжением, а нагрев рукава в трубопроводе производят до 200-400°С и скорости перемещения зоны нагрева 0,3-1,0 м/мин.
Недостаток данного способа является то, что уменьшение диаметра футеровки происходит под воздействием растягивающей нагрузки при повышенной температуре до 250°С. В это случае трудно добиться равномерного вытягивания и не исключается возникновение шеек утонения материала футеровки, что приводит к неравномерности толщины покрытия внутренней стенки трубопровода.
Известен способ футерования металлической трубы пластичной оболочкой (патент РФ №2140854 опубл. 10.11.1999), включающий расширение концов металлической трубы, ввод пластичной оболочки внутрь трубы, установку защемляющих колец, закрепление концов пластичной оболочки и калибровку расширенной части концов трубы по их наружному диаметру.
Недостатком такого способа футерования является снижение прочности стальной трубы, сложность соблюдения равномерного расширения конца металлической трубы, что приведет к напряженному состоянию металла трубы.
Известен способ облицовки внутренней поверхности металлической трубы полимерным рукавом (патент РФ №2424116 опубл. 20.07.2011), включающий введение в нее рукава с клеящим составом, конец которого выворачивают и закрепляют на трубе, ввод в рукав поршня со стороны закрепления рукава с закрытием неподвижной крышкой, образуя герметичную камеру между ними, прижатие рукава к внутренней поверхности трубы избыточным давлением в камере с перемещением поршня относительно трубы до другого конца и приклеивание рукава к внутренним стенкам трубы нагревом трубы до температуры полимеризации клеящего состава с поддержанием избыточного давления в камере, отличающийся тем, что трубу неподвижно фиксируют в процессе прижатия рукава, наружный диаметр которого выбирают равным минимальному значению внутреннего диаметра трубы с учетом допуска, а внутреннюю поверхность рукава перед введением предварительно смазывают антифрикционным составом, причем поршень выполняют регулируемым по наружному диаметру, а нагрев трубы производят после полного прижатия рукава к внутренней поверхности трубы.
Недостатком данного способа является то, что скорость перемещения поршня происходит неравномерно под действием избыточного давления и трудно контролируемо. Это негативно сказывается на качестве покрытия.
Известен способ изготовления внутренних поверхностей металлических труб, футерованных полимерными материалами (патент РФ №2094228, опубл. 27.10.1997) принятый за прототип, по которому на внутреннюю поверхность металлической трубы наносят слой полимера, затем осуществляют кольцевой нагрев трубы до температуре плавления полимерного материала с наружной стороны. Одновременно с нагревом осуществляют протяжку калибрующего инструмента цилиндрической формы с формующим конусом. При этом зону кольцевого нагрева перемещают синхронно с перемещением калибрующего инструмента для калибрования формующим конусом слоя полимерного материла в расплавленном состоянии и заглаживании цилиндрической частью инструмента скалиброванного участка.
Недостатком данного способа изготовления является нагрев трубы с наружной стороны нагретым воздухом, что приводит к недостаточному прогреву полимера, поэтому во время калибровки внутренняя поверхность будет сформирована со значительными отклонениями по форме и чистоте поверхности.
Техническим результатом является повышение качества поверхности и износостойкости футерованного слоя полимерного покрытия, которое нанесено на внутреннюю поверхность металлической трубы.
Технический результат достигается тем, что проводят нагрев токами высокой частоты участка полимера, а затем производят калибровку магнитожестким материалом, силовые линии которого направлены вдоль оси трубы, при этом происходит формирование внутренней структуры полимера и ориентация полимерных цепей по направлению силовых линий вдоль оси трубопровода.
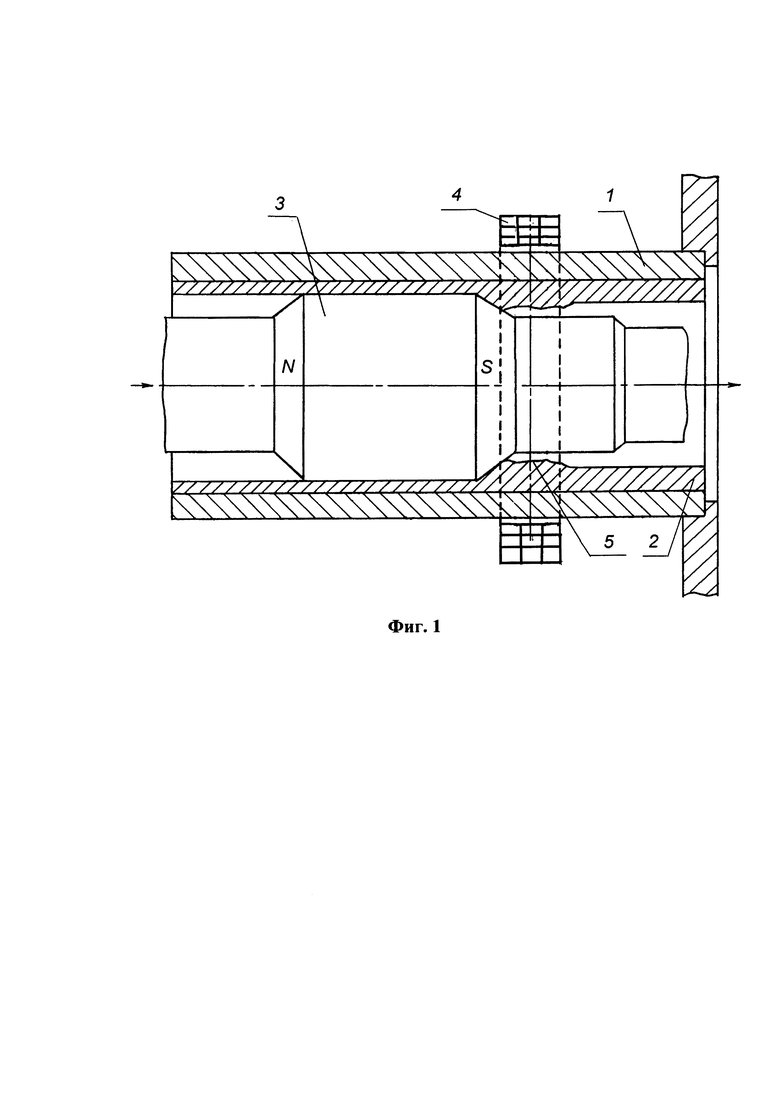
Способ поясняется следующей чертежом: фиг. 1 - схема калибровки внутренней поверхности трубы футерованной полимерным материалом, где:
1 - металлическая труба;
2 - полимерное покрытие;
3 - калибрующий инструмент;
4 - установка ТВЧ;
5 - оплавленный слой полимера.
Способ осуществляется следующим образом. На очищенную и обезжиренную внутреннюю поверхность металлической трубы 1 наносят полимерное покрытие 2 одним из известных способов: вибрационным, вихревым, газопламенным и др. Внутреннюю поверхность охлажденной трубы 1 с застывшим полимерным покрытием 2 последовательно сначала нагревают до температуры плавления установкой токами высокой частоты ТВЧ 4, затем расплавленный участок полимера 5 калибруют инструментом цилиндрической формы с формующим конусом 3, который обладает магнитным полем ориентированным вдоль оси трубопровода. Предлагается в качестве калибрующего инструмента использовать магнитожесткий материал, намагниченный таким образом, чтобы силовые линии были направлены вдоль его оси. Тогда при калибровании расплавленного полимера ориентация полимерных цепей будет выстраиваться вдоль оси трубопровода. Установка ТВЧ воздействует на полимер, вызывая нарушения в ориентации полимерных цепей, что негативно сказывается на структуре полимера после калибровки обычным калибрующим инструментом. Калибрующий инструмент обладающим устойчивым магнитным полем, направленным вдоль оси трубы, при калибровке упорядочивает внутреннюю структуру полимера, ориентируя цепи полимеров вдоль оси трубопровода.
Предлагается вместо нагрева трубы с внешней стороны нагретым воздухом разогревать трубу катушкой с токами высокой частоты, что позволит более эффективно разогревать трубу и слой нанесенного полимера.
Известно, что под воздействием магнитного поля происходит ориентация полимерных цепей вдоль силовых линий. Ориентация макромолекулярных ассоциатов вдоль осевой линии трубы позволит увеличить качество внутренней поверхности, что снизит гидравлическое сопротивление потоку при больших расходах жидкости, а также это приведет к увеличению износостойкости полимерного покрытия.
Способ поясняется следующими примерами.
Берется труба по ГОСТ 3262-75 с условным проходом 100 мм с внутренним диаметром 104 мм и толщиной стенки 5 мм. Длина трубы 12 м. Транспортируемая среда - гидросмесь с содержанием твердой фазы 20% по массе. Полимер наносится на внутреннюю поверхность трубы ротационным способом толщиной в 4 мм. После остывания полимерного покрытия производится формование внутренней поверхности следующим образом:
Осуществляется последовательный нагрев полимера установкой ТВЧ до температуры 250°С, за участком расплавленного полимера протягивается калибрующий инструмент наружным диаметром 100 мм. При этом калибрующий инструмент обладает собственным магнитным полем направленным вдоль оси трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ЗАЩИТНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 1993 |
|
RU2028210C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ТРУБ, ФУТЕРОВАННЫХ ПОЛИМЕРНЫМИ МАТЕРИАЛАМИ | 1995 |
|
RU2094228C1 |
| СПОСОБ СОЗДАНИЯ ИЗНОСОСТОЙКОГО ПОЛИМЕРНОГО ПОКРЫТИЯ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБЫ | 2007 |
|
RU2368502C2 |
| СПОСОБ ФУТЕРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ТРУБ | 1992 |
|
RU2057645C1 |
| СПОСОБ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПОЛИМЕРНЫМ РУКАВОМ | 2010 |
|
RU2424116C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1991 |
|
RU2015910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОРАСШИРЯЕМОГО РУКАВА ИЗ ТЕРМОПЛАСТИЧНОГО ПОЛИМЕРА (ВАРИАНТЫ) | 2008 |
|
RU2385228C2 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1998 |
|
RU2140854C1 |
| СПОСОБ ФИКСАЦИИ ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ТРУБЫ НА КОНЦАХ МЕТАЛЛИЧЕСКОЙ ФУТЕРОВАННОЙ ТРУБЫ | 2017 |
|
RU2667307C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПЛАСТИЧНОЙ ОБОЛОЧКОЙ | 1994 |
|
RU2091231C1 |
Изобретение относится к области создания внутренней поверхности металлической трубы, футерованной полимерным покрытием. Способ нанесения полимерного покрытия, при котором на внутреннюю поверхность металлической трубы наносят слой полимера, нагревают с наружной стороны трубу и протягивают через внутреннее отверстие трубы калибрующий инструмент цилиндрической формы с формующим конусом. Далее проводят нагрев токами высокой частоты участка полимера, а затем производят калибровку магнитожестким материалом, силовые линии которого направлены вдоль оси трубы, при этом происходит формирование внутренней структуры полимера и ориентация полимерных цепей по направлению силовых линий вдоль оси трубопровода. Техническим результатом является повышение качества поверхности и износостойкости футерованного слоя полимерного покрытия, которое нанесено на внутреннюю поверхность металлической трубы. 1 ил.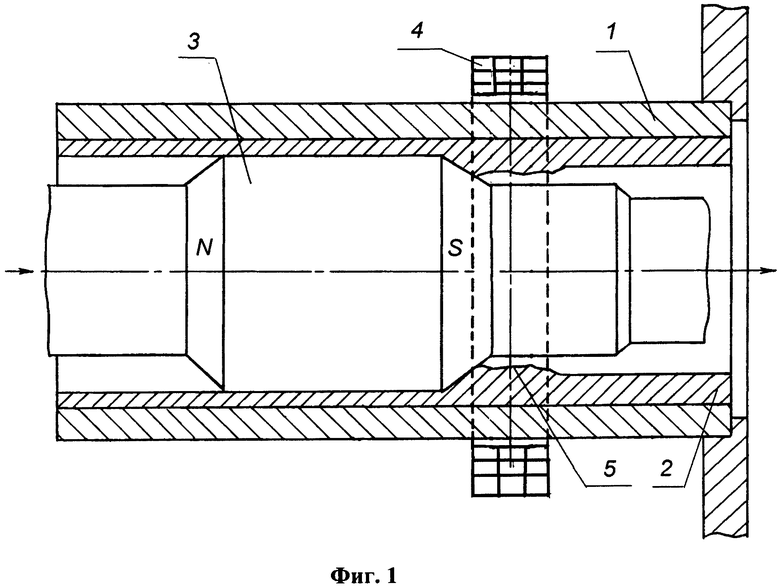
Способ нанесения полимерного покрытия, при котором на внутреннюю поверхность металлической трубы наносят слой полимера, нагревают с наружной стороны трубу и протягивают через внутреннее отверстие трубы калибрующий инструмент цилиндрической формы с формующим конусом, отличающийся тем, что проводят нагрев токами высокой частоты участка полимера, а затем производят калибровку магнитожестким материалом, силовые линии которого направлены вдоль оси трубы, при этом происходит формирование внутренней структуры полимера и ориентация полимерных цепей по направлению силовых линий вдоль оси трубопровода.
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ТРУБ, ФУТЕРОВАННЫХ ПОЛИМЕРНЫМИ МАТЕРИАЛАМИ | 1995 |
|
RU2094228C1 |
| СПОСОБ СОЗДАНИЯ ИЗНОСОСТОЙКОГО ПОЛИМЕРНОГО ПОКРЫТИЯ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБЫ | 2007 |
|
RU2368502C2 |
| Способ футерования металлической трубы | 1991 |
|
SU1836226A3 |
| СПОСОБ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПОЛИМЕРНЫМ РУКАВОМ | 2010 |
|
RU2424116C1 |
| СПОСОБ ФУТЕРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ТРУБ | 1992 |
|
RU2057645C1 |
| Способ нанесения защитного покрытия на внутреннюю поверхность трубопровода | 1984 |
|
SU1404750A1 |
| DE 69224300 T2, 23.07.1998 | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| US 6602368 B2, 05.08.2003 | |||
| US 20110079311 A1, 07.04.2011. | |||

