Предлагаемый способ и устройство для его реализации относятся к области изготовления методом прессования длинномерных полых металлических изделий, преимущественно труб, с покрытием на внутренней поверхности, находящих широкое применение в строительстве, авиастроении, химическом машиностроении, коммунальном хозяйстве и т.п.
Известен способ производства бесшовных труб с внутренним покрытием, включающий винтовую прошивку нагретой заготовки в гильзу, продольную прокатку гильзы, обкатку, редуцирование трубы и нанесение грунтового и покровного покрытия на внутреннюю поверхность трубы. Грунтовое покрытие наносят во время прошивки, а покровное - во время обкатки в виде силикатного порошка, распыляемого сжатым воздухом (авторское свидетельство №919218, регистрационный номер заявки №2903351/02).
Данный способ позволяет совмещать нанесение покрытий с одновременным формообразованием трубы. Способ разрешает получать только изделия, профили которых имеют форму тел вращения с одним типом покрытия - покрытие на основе силикатного порошка, имеющего ограниченное применение.
Известен способ нанесения пленочных покрытий на внутреннюю поверхность трубы (патент РФ №2077785, C 23 C 14/24), включающий распыление в вакууме материала покрытия и осаждение его на внутреннюю поверхность трубы, при этом компенсированный ионный пучок направляют внутрь трубы вдоль ее оси, а распыляемую мишень, имеющую углубления и систему боковых отверстий, продвигают внутри трубы углублением вперед от одного конца трубы до другого навстречу ионному потоку. Покрытие наносится на готовое изделие, способ низкопроизводительный, требующий дорогостоящего оборудования.
Известен способ и устройство для изготовления внутренних поверхностей металлических труб, футерованных полимерными материалами (патент РФ №2094228, B 29 C 63/46). На внутреннюю поверхность металлической трубы наносят слой полимера, осуществляют кольцевой нагрев трубы до температуры плавления полимерного материала с наружной стороны. Одновременно с нагревом осуществляют протяжку калибрующего инструмента цилиндрической формы с формующим конусом. Зону кольцевого нагрева перемещают синхронно с перемещением калибрующего инструмента для калибрования формующим конусом слоя полимерного материала в расплавленном состоянии и заглаживания цилиндрической частью инструмента с калиброванного участка.
Покрытие наносится на готовое изделие, способ требует значительных производственных площадей и сложного технологического оборудования.
Известен способ получения длинномерных тонкостенных труб и полых профилей сложной конфигурации из мягких алюминиевых сплавов прессованием со сваркой (через комбинированные матрицы) из заготовок сплошного сечения. Основной особенностью процесса является разделение заготовки на отдельные потоки с последующей их сваркой. Способ реализуется с помощью известного устройства, состоящего из типовой комбинированной матрицы, включающей корпус, втулку матрицы и рассекатель с иглой. Втулка матрицы и игла формируют изделие из потока металла, омывающих рассекатель и сваривающихся в сварочной зоне матрицы, перед калибрующей зоной (Прессование цветных металлов и сплавов. - М.: Металлургия, 1983, с.184-185) - прототип.
Недостатком известного способа и устройства является отсутствие возможности нанесения на внутреннюю поверхность защитного покрытия непосредственно в процессе прессования изделия. Поэтому изготовление длинномерных тонкостенных труб и полых профильных изделий с защитным покрытием на внутренней поверхности требуют введения сложных дополнительных технологических операций, дополнительных производственных площадей и трудозатрат.
Задачей, на решение которой направленно данное изобретение, является получение длинномерных полых профильных изделий, при изготовлении которых технологические операции прессования и нанесения защитного покрытия на внутреннюю поверхность профиля производят одновременно.
Техническим результатом, достигаемым при осуществлении изобретения, является увеличение возможностей универсального прессового оборудования, которое позволяет одновременно с прессованием полых профильных изделий производить нанесение на внутреннюю поверхность профилей высококачественных покрытий различного назначения.
Указанный технический результат при осуществлении изобретения достигается тем, что в способе изготовления полых профильных изделий, включающем экструдирование металлической заготовки из контейнера через матричный узел с рассекателем, в процессе экструдирования наносят покрытие на внутреннюю поверхность изделий, при этом материал покрытия подают в направлении оси экструдирования изделия по одному или нескольким каналам, проходящим через рассекатель, а толщина покрытия регулируется величиной подачи материала.
Материалы покрытия, подаваемые через каналы в рассекателе в направлении оси экструдирования, осаждаются на выпрессованную внутреннюю поверхность профиля, что дает возможность наносить на внутреннюю поверхность полого профильного изделия различные типы покрытий, как порошковых, так и покрытий на жидкой основе.
При изготовлении полых профильных изделий с покрытием на внутренней поверхности материал покрытия подают в направлении, радиальном оси экструдирования изделия, по одному или нескольким каналам, проходящим через рассекатель, а толщина покрытия определяется величиной зазора между боковой поверхностью рассекателя и внутренней поверхностью изделия.
Материалы покрытия, подаваемые через каналы в рассекателе в направлении, радиальном относительно оси экструдирования изделия, заполняют полость между боковой поверхностью рассекателя и внутренней поверхностью профиля, образуя равномерное покрытие по всей длине изделия.
Указанный технический результат при осуществлении изобретения достигается тем, что в устройстве для изготовления полых профилей с покрытием внутренних поверхностей, содержащем матричный узел с рассекателем, в рассекателе выполняют распределительные каналы для подачи материала покрытия, при этом выходные отверстия каналов располагают на торцевой поверхности рассекателя и направляют в сторону оси экструдирования изделия.
Это позволяет транспортировать и распылять материалы покрытия на внутреннюю поверхность профиля непосредственно за матричным узлом последовательно и равномерно наносить покрытие на всю длину изделия в процессе его экструдирования.
В устройстве для изготовления полых профильных изделий с покрытием на внутренней поверхности выходные отверстия каналов располагают на боковой поверхности рассекателя и направляют радиально относительно оси экструдирования изделия.
Это позволяет создать равномерный слой защитного покрытия, толщина которого определяется величиной зазора между боковой поверхностью рассекателя и внутренней поверхностью профиля. Защитное покрытие, по мере прессования, наносится на всю длину изделия.
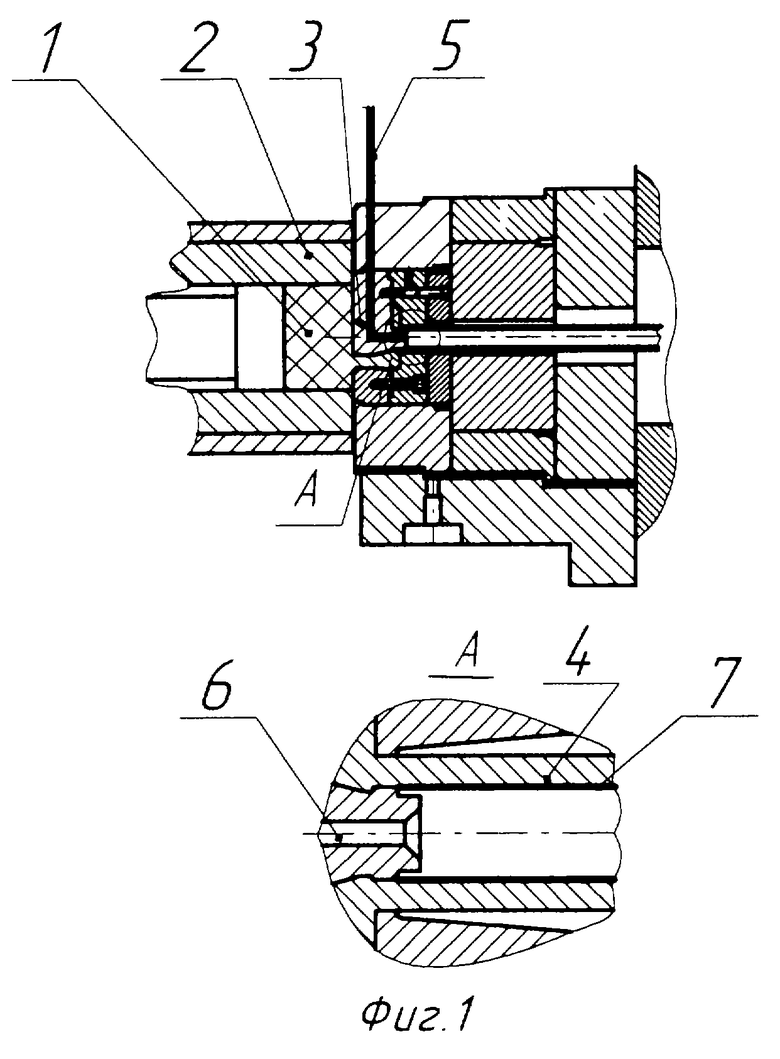
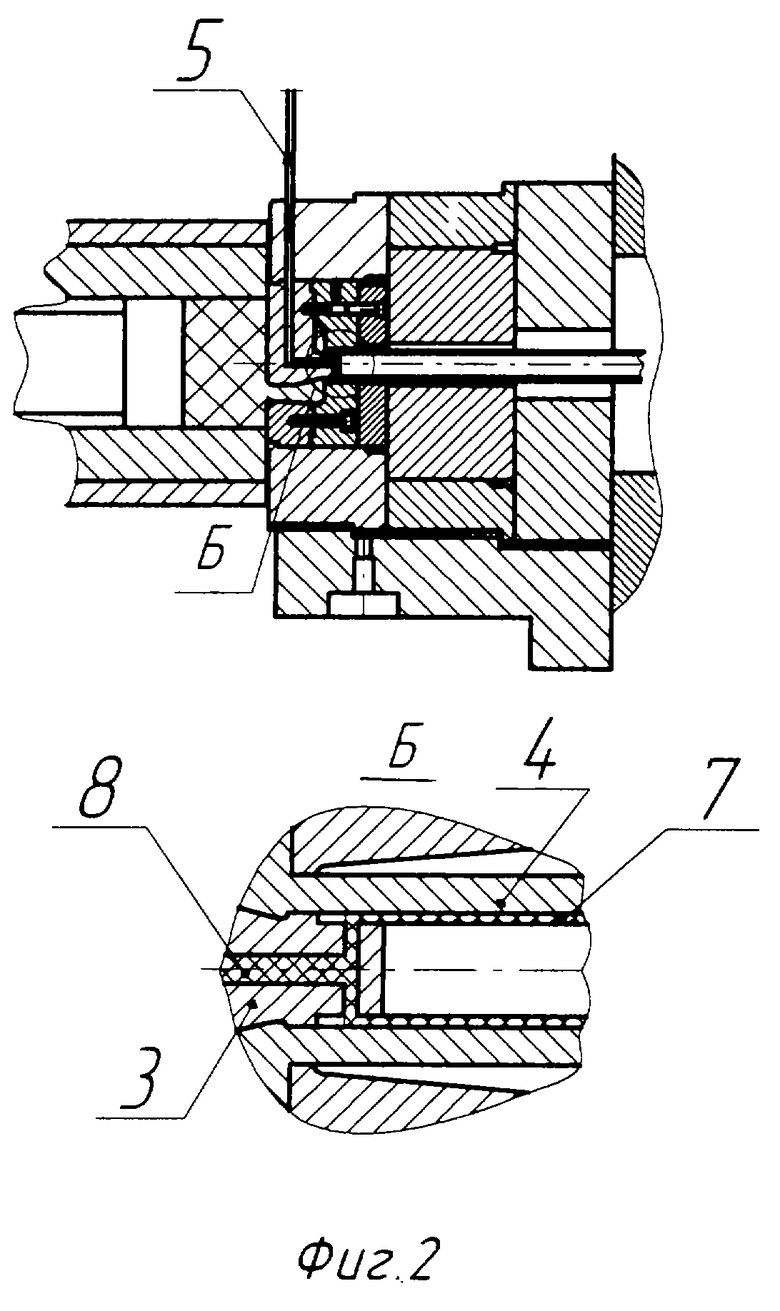
Изобретение поясняется чертежами, где на фиг.1 показаны способ и устройство для изготовления полых профильных профилей при подаче материала покрытия в направлении оси экструдирования изделия, а на фиг.2 - при подаче материала покрытия в направлении, радиальном относительно оси экструдирования изделия.
Способ реализуется следующим образом.
При подаче материала покрытия в направлении оси экструдирования изделия производится прессование алюминиевой заготовки 1 из контейнера 2, через матричный комплект с рассекателем 3, который формирует полое профильное изделие 4. Одновременно по трубопроводу 5 подается материал покрытия в распределительный канал 6, далее из выходного отверстия материал покрытия осаждается последовательно на всю длину внутренней поверхности изделия 7, формируя покрытие 8.
При подаче материала покрытия в направлении, радиальном относительно оси экструдирования изделия, одновременно с прессованием по трубопроводу 5 и каналам 8 через выходные отверстия в зазор между боковой поверхностью рассекателя 3 и внутренней поверхностью изделия 7 подается материал покрытия, величина зазора определяет толщину покрытия.
Преимущества заявленного способа изготовления полых профилей и устройства для его осуществления:
1. Экономичность. Экономия происходит за счет исключения технологических операций подготовки поверхности изделия перед нанесением покрытия, а операция нанесения покрытия на изделие совмещена с операцией экструдирования профиля. Компактность оборудования позволяет уменьшить производственные площади.
2. Прочность и долговечность. Повышенная адгезия между материалом покрытия и металлической поверхностью профиля за счет отсутствия загрязнений на поверхности металла.
3. Универсальность. Возможность нанесения как порошкообразных, так и жидких покрытий.
4. Экологичность. Резко улучшаются условия труда, снижается пожаробезопасность. Технология практически безотходна.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФИЛЕЙ В СРЕДЕ АЗОТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189878C2 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ПРЕССОВАНИЯ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Ai-Mg-Si | 2004 |
|
RU2277451C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНОГО МАТЕРИАЛА, В ЧАСТНОСТИ, ДЛЯ ИЗГОТОВЛЕНИЯ ОКОН И ДВЕРЕЙ | 1996 |
|
RU2177412C2 |
| СПОСОБ НАГРЕВА МАТРИЧНОГО КОМПЛЕКТА | 2005 |
|
RU2288062C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОМАГНИТНОГО РАСХОДОМЕРА, ЭЛЕКТРОД ЭЛЕКТРОМАГНИТНОГО РАСХОДОМЕРА (ВАРИАНТЫ) | 2000 |
|
RU2200937C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ С РЕГЛАМЕНТИРОВАННОЙ КРИВИЗНОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403111C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2012 |
|
RU2502600C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1999 |
|
RU2154574C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МНОГОГРАННЫХ ТРУБ | 2011 |
|
RU2473410C2 |
Использование: изобретение относится к области изготовления методом прессования длинномерных полых металлических изделий, преимущественно труб, с покрытием на внутренней поверхности, находящих широкое применение в строительстве, авиастроении, химическом машиностроении, коммунальном хозяйстве и т.п. Сущность: в предлагаемом способе и устройстве для его осуществления, включающем экструдирование металлической заготовки из контейнера через матричный узел с рассекателем, в процессе экструдирования наносят покрытие на внутреннюю поверхность полых профильных изделий, при этом материал покрытия подают по одному или нескольким каналам, проходящим через рассекатель. Изобретение обеспечивает увеличение возможностей универсального прессового оборудования, которое позволяет одновременно с прессованием полых профильных изделий производить нанесение на внутреннюю поверхность профилей высококачественных покрытий различного назначения. 4 с.п. ф-лы, 2 ил.
| ЕРМАНОК М.З | |||
| Прессование профилей из алюминиевых сплавов | |||
| - М.: Металлургия, 1977, с.46-47, 139-144 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ВНУТРЕННИМ ПРОФИЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2074042C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1577159A1 |
| Инструмент для прессования полых изделий переменного сечения | 1980 |
|
SU897359A1 |
| РОТОРНАЯ БРИТВА, СОДЕРЖАЩАЯ ДИСКООБРАЗНЫЙ ЭЛЕМЕНТ | 2015 |
|
RU2675125C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ВОДЫ В ВАННУ ПРОМЫВКИ ГАЛЬВАНИЧЕСКОГО ПРОИЗВОДСТВА | 2005 |
|
RU2284380C1 |

