Изобретение относится к способам ремонтно-восстановительной обработки поверхности деталей машин из жаропрочных сплавов концентрированными потоками энергии, позволяющим удалять поврежденные при эксплуатации и отработавшие свой ресурс защитные покрытия, восстанавливать эксплуатационные свойства и модифицировать физико-химическое состояние поверхностных слоев изделий.
Изобретение может быть реализовано в авиационной, машиностроительной, химической и других отраслях промышленности.
В настоящее время известен ряд способов очистки поверхности и удаления поврежденных защитных покрытий: химические (жидкофазное или газофазное травление); механические (пескоструйная, виброабразивная обработка) а также различные способы лучевой обработки (обработка электронными и ионными пучками, лазерная обработка и т. д.) (Сулима А.М. Шулов В.А. Ягодкин Ю.Д. Поверхностный слой и эксплуатационные свойства деталей машин. М. Машиностроение, 1988, с. 178). На практике чаще всего используются комбинированные способы обработки: так, например, изделия (листы и детали) из титановых сплавов после их изготовления и термообработки в воздушной атмосфере подвергают сначала пескоструйной обработке, а затем химическому травлению; похожая технологическая схема реализуется и при очистки лопаток ротора турбины газотурбинного двигателя (ГТД) после их эксплуатации. Однако, большинство этих способов отличается высокой трудоемкостью, низкой экологической частотой, низким КИМ (коэффициентом использования материала).
Существует способ очистки и восстановления эксплуатационных свойств деталей путем их облучения мощным ионным пучком наносекундной длительности с плотностью энергии W 1 10 Дж/см2, частотой следования импульсов f=0,1 Гц и числе импульсов от 1 до 10 с последующим отжигом в вакууме при температурах, соответствующих эксплуатации изделий в течение 0,5 2 ч (патент РФ N 2009267, Б. И. N 5, 1994). Этот способ, являющийся в данном случае прототипом, позволяет удалить поверхностные загрязнения (оксиды, продукты сгорания топлива, халькогениды и т.д.), сгладить макрорельеф, сформировать в приповерхностном слое толщиной 0,2 мкм мелкодисперсные выделения карбидов и оксикарбидов, а на стадии низкотемпературного отжига добиться образования в приповерхностных областях идеализированной кристаллической структуры с оптимальными размерами зерен и блоков. Вышеперечисленное приводит не только к очистке поверхности, но и к упрощению самого материала за счет изменений физико-химического состояния поверхностных слоев деталей из жаропрочных сплавов. Недостатками этого способа, прежде всего, являются невозможность удаления защитных покрытий, содержащих компоненты с низкими значениями давления насыщенных паров, например, Ni-Cr-Al-Y, а также относительно низкая производительность процесса снятия покрытий толщиной более 20 мкм, поскольку в этом случае требуется обработка большим количеством импульсов, что обуславливает большие затраты времени на проведение всего технологического цикла.
Таким образом, нерешенной остается проблема одновременной реализации нескольких технологических задач, таких, как модификация поверхностных слоев материала, удаление защитных покрытий толщиной 200 мкм и восстановление эксплуатационных свойств изделий из жаропрочных материалов. Эта проблема может быть решена облучением изделия, как и в прототипе, концентрированным потоком энергии заряженных частиц наносекундной длительности с последующей финишной термообработкой при температуре, соответствующей температурному интервалу эксплуатации изделий.
В отличие от прототипа плотность энергии в пучке заряженных частиц выбирают в диапазоне 0,1-30 Дж/см2 при частоте следования импульсов 1-80 Гц. Число импульсов и другие параметры определяются типом удаляемого покрытия, т. е. его толщиной, химическим и фазовым составом и т.д. а также технологическими требованиями модифицирование поверхности, очистка, удаление покрытий. Необходимость финишной термообработки, как и в прототипе, обусловлена процессами, протекающими в поверхностных слоях изделий при облучении, а сущность последней заключается в отжиге деталей в вакууме или защитной атмосфере при температуре эксплуатации в течение 0,5 2 ч.
В целом, реализация предлагаемого способа состоит в следующем. Обрабатываемые детали помещают в рабочую камеру короткоимпульсного сильноточного ускорителя, например, ускорителя ионов "Темп" (Акерман Д.Р. Исаков И.Ф. и др. Импульсный ионный ускоритель "Темп" Тезисы докладов 1 Всесоюзной конференции Модификация свойств конструкционных материалов пучками заряженных частиц. Томск, 1988, ч. 1, с. 3 4). Облучение проводят импульсами наносекундной длительности с частотой их следования 1-80 Гц. Необходимая плотность потока энергии достигается варьированием плотности ионного или электронного тока, кинетической энергией ускоренных частиц, длительность импульсов тока и геометрией диодной системы. В зависимости от конкретной цели (модификация поверхности, очистки поверхности или удаление покрытий) работа ведется в ионном или электронном режиме.
Требуемые величины параметров облучения (плотность потока энергии, частота следования импульсов, количество импульсов) определяются следующими факторами:
материалом обрабатываемого изделия;
физико-химическими характеристиками удаляемого покрытия;
толщиной удаляемого слоя.
Верхняя граница плотности энергии 30 Дж/см2 при частоте следования импульсов 80 Гц и количестве импульсов >100 устанавливается исходя из требования возможности реализации процесса высокопроизводительного удаления поврежденных при эксплуатации покрытий (толщиной более 200 мкм) на жаропрочных материалах.
Нижняя граница плотности энергии 0,1 Дж/см2 и частота следования импульсов 1 Гц достаточны для модификации поверхностных слоев и, как следствие, восстановления эксплуатационных свойств материала, при этом количество импульсов может быть также существенно снижено и ограничено 1-20.
После облучения детали помещают в вакуумную печь и выдерживают при температуре их эксплуатации в течение 0,5-2 ч. Наконец, при необходимости на поверхность изделий может быть нанесено новое защитное покрытие.
Повышение целого комплекса эксплуатационных свойств и их восстановление после удаления покрытий с поверхности деталей, прошедших эксплуатацию, и нанесение новых покрытий обусловлено физикой процессов, протекающих в поверхностном слое под воздействием концентрированного высокоэнергетического потока, таких, как упрочнение областей толщиной до 0,2 мкм за счет формирования в них мелкодисперсных выделений карбидов и оксикарбидов, сглаживание микрорельефа, идеализация кристаллической решетки, улучшение адгезионных свойств подложки перед осаждением нового покрытия.
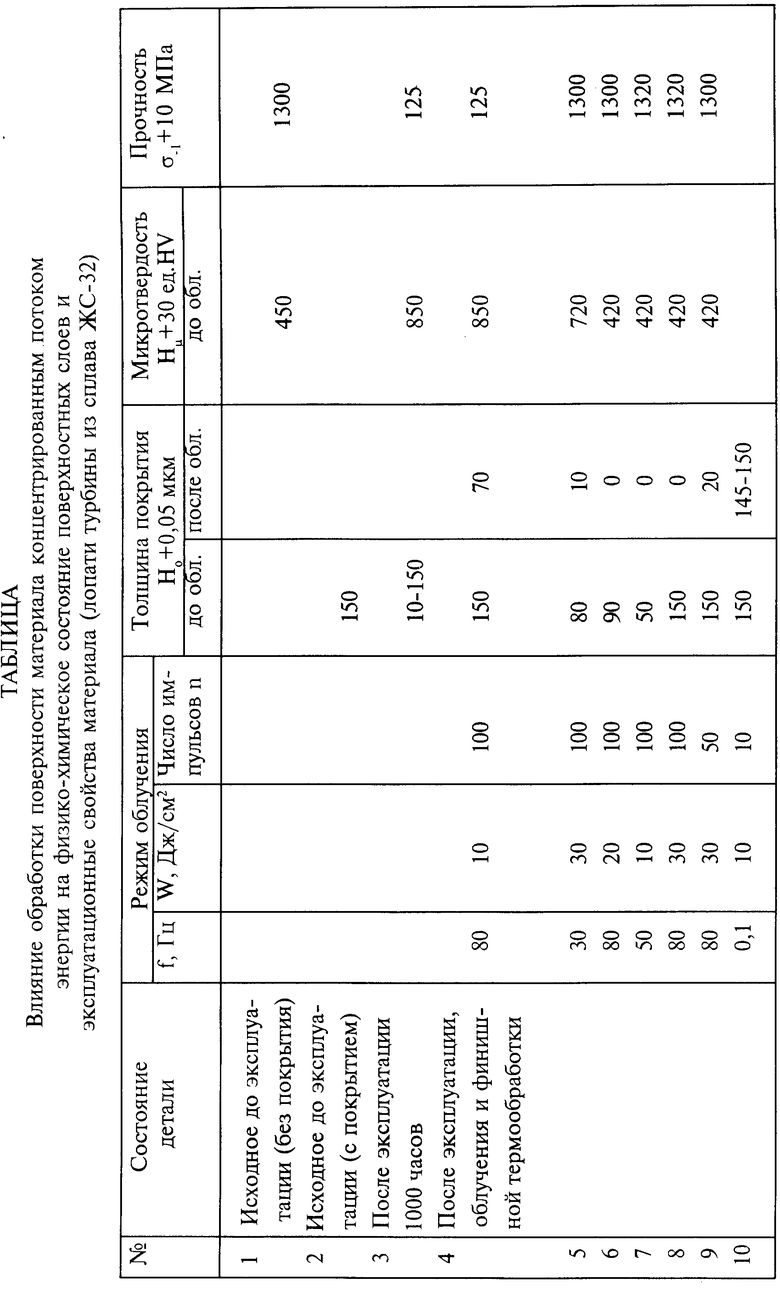
Так, например, лопатки турбины двигателя из материала ЖС-32 с покрытием Ni-Cr-Al-Y толщиной 80-150 мкм, прошедшие наработку в течение 1000 ч, облучались на ускорителе "Мук" (V.M. Matvienko, M.S. Opekunov, G.E. Remnev et. al. /The short-pulse implanter// 10 Int. Conf. on High Power Particle Beams, BEAMS'94) с плотностью потока энергии от 10 до 30 Дж/см2 при частоте следования импульсов f от 30 до 80 Гц и числе импульсов 50-100 с целью удаления поврежденного и окисленного при эксплуатации покрытия. После первого этапа облучения зафиксировано полное удаление отработанного покрытия (контроль проводили путем замера микротвердости, весовым и металлографическим методами), (см. таблицу).
После проведения вторичного облучения по следующему режиму плотность потока энергии 0,1 Дж/см2, частота следования импульсов 1 Гц и последующей финишной термической обработки, заключающейся в вакуумном отжиге при температуре в течение 1,5 ч, а также после нанесения нового покрытия толщиной 90 мкм (Ni-Cr-Al-Y), были проведены стендовые испытания, результаты которых показали, что рабочие характеристики отремонтированных лопаток восстанавливаются до уровня исходной поставки. Исследования, проведенные с другими жаропрочными сплавами и покрытиями, показали достижение таких же результатов в диапазоне режимов облучения: f 1-80 Гц, W 0,1-30 Дж/см2.
Аналогичная операция удаления покрытия и восстановления свойств по режимам прототипа практически невозможна, так как даже при обработке с максимально достижимыми значениями параметров (верхняя граница), т.е. при плотности энергии потока 10 Дж/см2, частоте следования импульсов - 0,1 Гц и количестве им пульсов 10, удается удалить слой толщиной не более 10 мкм. Причем, простое увеличение числа импульсов не приводит к положительному результату, т. к. в этом случае решающую роль играет частота следования импульсов. Физико-химические процессы, протекающие в поверхностном слое материала при воздействии каждого отдельного импульса, имеют определенные временные характеристики, и только при частоте следования импульсов, превышающей 1 Гц, суммарный процесс приобретает кумулятивный характер.
Таким образом, указанным способом обеспечивается решение уникальной технологической задачи: удаление отработанных защитных покрытий значительной толщины (200 мкм) при одновременном восстановлении эксплуатационных свойств изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ МАШИН | 1992 |
|
RU2009269C1 |
| СПОСОБ ИОННО-ЛУЧЕВОЙ ОБРАБОТКИ ИНСТРУМЕНТА | 1996 |
|
RU2111264C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ МАШИН | 2005 |
|
RU2281194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОГРАФИЧЕСКИХ ШЛИФОВ | 1992 |
|
RU2009267C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1994 |
|
RU2078149C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2010 |
|
RU2462516C2 |
| Способ электроэрозионной обработки поверхности молибдена | 2019 |
|
RU2709548C1 |
| СПОСОБ ПОЛУЧЕНИЯ МИКРО- И НАНОСТРУКТУР НА ПОВЕРХНОСТИ МАТЕРИАЛОВ | 2013 |
|
RU2544892C1 |
| СПОСОБ ГЕНЕРАЦИИ СВЧ ИЗЛУЧЕНИЯ В РЕЛЯТИВИСТСКОМ МАГНЕТРОНЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2166813C1 |
| Способ изготовления контактного покрытия магнитоуправляемого герметизированного контакта | 1989 |
|
SU1721651A1 |
Изобретение относится к способам ремонтно-восстановительной обработки поверхности деталей машин из жаропрочных сплавов концентрированными потоками энергии, позволяющими удалять поврежденные при эксплуатации и отработавшие свой ресурс защитные покрытия, восстанавливать эксплуатационные свойства и модифицировать физико-химическое состояние поверхностных слоев изделий. Способ предусматривает следующие операции: удаление поврежденных при эксплуатации покрытий и очистку поверхности путем ее обработки концентрированным потоком энергии заряженных частиц наносекундной длительности с плотностью энергии в пучке в диапазоне 0,1-30 Дж/см2 при частоте следования импульсов 1-80 Гц и последующую финишную термообработку при температуре эксплуатации изделия. 1 табл.
Способ восстановления эксплуатационных свойств деталей из жаропрочных сплавов с жаростойкими покрытиями, включающий удаление поврежденных при эксплуатации покрытий и очистку поверхности путем ее обработки концентрированным потоком энергии заряженных частиц наносекундной длительности с последующей финишной термообработкой при температуре эксплуатации изделия, отличающийся тем, что плотность энергии в пучке заряженных частиц выбирают в диапазоне 0,1 30 Дж/см2 при частоте следования импульсов 1 80 Гц.
| Сулима А.М., Шулов В.А., Ягодкин Ю.Д | |||
| Поверхностный слой и эксплуатационные свойства деталей машин | |||
| М.Б, 1978, с | |||
| Способ получения кодеина | 1922 |
|
SU178A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОГРАФИЧЕСКИХ ШЛИФОВ | 1992 |
|
RU2009267C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
