Изобретение относится к металлургии, в частности, к магнитно-мягким сплавам с высокой индукцией магнитного насыщения.
Способ позволяет изготовлять магнитно-мягкие сплавы с индукцией магнитного насыщения 1,5-2,4 Тл, которые применяют в электромагнитной технике для изготовления магнитопроводов, полюсных наконечников, роторов и статоров электрических машин, телефонных мембран, магнитострикционных элементов и т.д. [1]
Цель изобретения повышение физико-механических свойств и совершенствование технологического процесса получения магнитно-мягких сплавов с высокой индукцией магнитного насыщения.
Известен магнитно-мягкий сплав, (авт.св. N 113969) в котором описан состав сплава 49К2ФН-ВИ сплав получают по следующим операциям: выплавка сплава в вакуумных индукционных печах, ковка на сутунку, химическое правление, прокатка в горячую до толщины 1,5 мм нормализация в водороде, затем в холодную до толщины 0,25 мм, отжиг для получения нормируемых свойств при 830±30, 3 ч в вакууме.
Из ленты магнитно-мягкого сплава 49К2ФН-ВИ вырубают пластины роторов сплошной конфигурации, что позволяет увеличить чувствительность и быстродействие малых электрических машин.
Известны магнитно-мягкий сплав 3КЮХ-ВИ который используется для изготовления телефонных мембран и других назначений.
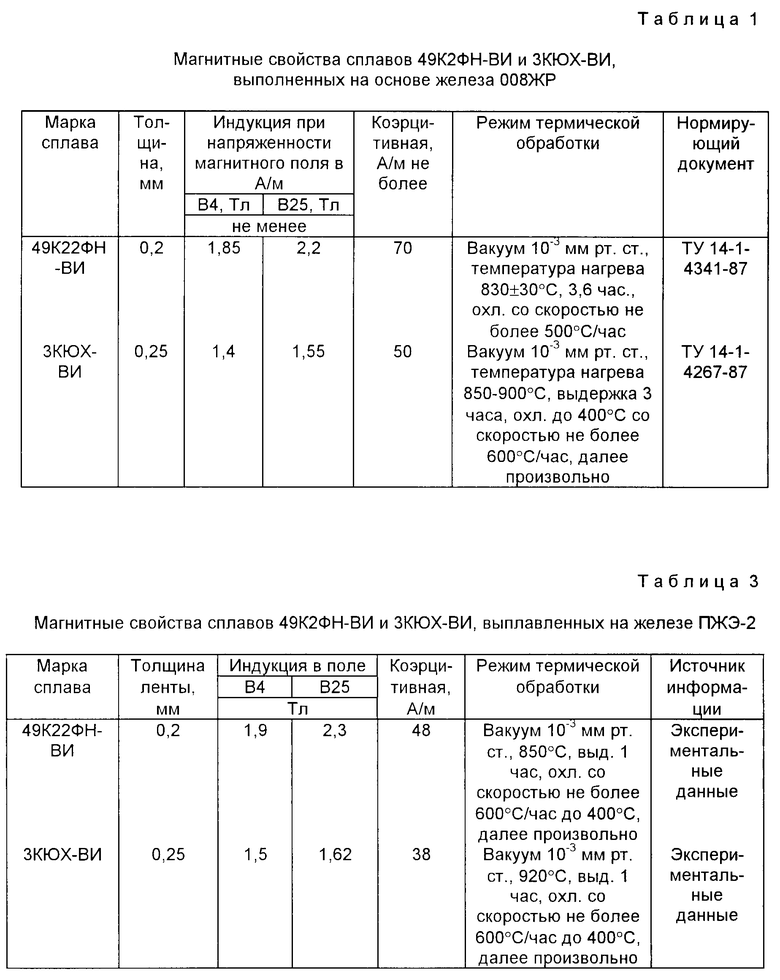
Нормируемые свойства магнитно-мягких сплавов 49К2ФН-ВИ и 3КЮХ-ВИ, изготовленных на основе железа марки 008ЖР, приведены в табл.1.
За прототип принят способ производства сплавов 3КЮХ-ВИ, который включает следующие операции: выплавка сплава в вакууме, ковка на сутунку, химическое травление, прокатка в горячую до толщины 1,5 мм, нормализация в водороде, прокатка до толщины 0,25 мм, отжиг в вакууме для получения нормируемых свойств при t 850±50oС, 3 ч.
Недостаток способа изготовления выше перечисленных сплавов высокая коэрцитивная силав, а также высокая продолжительность окончательного отжига, 3-6 ч.
Цель изобретения повышение физико-механических свойств за счет снижения коэрцитивной силы и совершенствование технологического процесса производства сплавов с высокой индукцией магнитного насыщения за счет снижения времени окончательного отжига.
Цель изобретения достигается тем, что в качестве основы сплавов применяют электролитическое железо с низкой коэрцитивной силой( авт.св. N 1629161).
Достоинство предлагаемого способа изготовления сплавов с высокой индукцией магнитного насыщения снижение коэрцитивной силы, а следовательно - повышение магнитной проницаемости и уменьшение времени окончательной термообработки сплавов.
Способ изготовления магнитно-мягких сплавов с высокой индукцией магнитного насыщения осуществляется следующим образом: электролитическое железо марки ПЖЭ-2 получают электролизом при t 500-750oС в безводном электролите и термообрабатывают порошок "сырец" в водороде при t 850-890oС в течение 2 ч. Далее выплавляют сплавы в вакуумных индукционных печах, используя в качестве основы сплавов электролитическое железо марки ПЖЭ-2. Слиток куют на сутунку, проводят химическое травление, прокатывают в горячую, нормализуют, прокатывают в холодную и отжигают для получения окончательных свойств.
Пример: Сплав 3КЮХ-ВИ получали следующим образом: электролитическое железо марки ПЖЭ-2, основа сплава, получают электролизом железных окатышей при t 500-750oС, плотности тока на аноде 0,2-0,3 А/см2 и на катоде 0,9-1,5 А/см2 термообрабатывают в водороде при t 890oС в течение 2 ч. Электролитическое железо марки ПЖЭ-2 характеризуется коэрцитивной силой равной 110-120 А/м.
Сплавы выплавляются в вакуумной индукционной печи "Бальцера". Химический состав мас. сплавов приведен в табл. 2. Слитки куются на сутунку, прокатываются в горячую до толщины 1,5 мм нормализация в водороде, затем в холодную до толщины 0,25 мм, лента отжигается в вакуумной печи с остаточным давлением 10-7 мм рт. столба при t 900oС, 1 ч. Магнитные свойства и режимы термообработки сплавов приведены в табл. 3.
Предлагаемый способ изготовления магнитно-мягких сплавов с индукцией магнитного насыщения 1,5-2,4 Тл обладает технической преемственностью, т.е. все операции механической и термической переработки слитков сплавов в ленту совершаются на том же оборудовании, что и переработка сплавов, полученных на основе железа марки 008ЖР, кроме операции получения электролитического железа с низкой коэрцитивной силой.
Применение в качестве основы сплавов низкокоэрцитивного железа ПЖЭ-2 позволяет снизить коэрцитивную силу сплавов на 15-30% по отношению к коэрцитивной силе сплавов, изготовленных на основе железа марки 008ЖР, поднять магнитную проницаемость и повысить пластичность сплавов.
Применение низкокоэрцитивного железа марки ПЖЭ-2 в качестве основы сплавов позволяет резко снизить время окончательной термической обработки с 3-6 ч. до 1 ч. практически сохраняя температурный интервал термообработки.
Предлагаемый способ изготовления сплавов с высокой индукцией магнитного насыщения может быть использован для получения высоко и низколегированных сплавов.
Источники информации.
1. ТУ 14-1-4341-87 Лента холоднокатанная из магнитно-мягкого сплава 49К2ФН-ВИ.
2. ТУ 14-1-4267-87 Лента холоднокатанная из магнитно-мягкого сплава 3КЮХ-ВИ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления магнитопровода из сплавов с высокой магнитной проницаемостью | 1990 |
|
SU1766980A1 |
| Магнитомягкий сплав | 1977 |
|
SU735654A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОСТРИКЦИОННОГО МАГНИТНО-МЯГКОГО СПЛАВА СИСТЕМЫ ЖЕЛЕЗО-АЛЮМИНИЙ | 1994 |
|
RU2103384C1 |
| Магнитномягкий сплав | 1975 |
|
SU535363A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЙ ПОЛОСЫ ИЗ МАГНИТОМЯГКОГО СПЛАВА И ПОЛОСА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2012 |
|
RU2630737C2 |
| АУСТЕНИТНЫЙ ЖЕЛЕЗО-НИКЕЛЕВО-ХРОМОВО-МЕДНЫЙ СПЛАВ | 2008 |
|
RU2456366C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ МАГНИТОПРОВОДА ДЛЯ ЭЛЕКТРОМАГНИТНОГО РЕЛЕ, СПОСОБ ПОЛУЧЕНИЯ МАГНИТОПРОВОДА ИЗ ДАННОЙ ЗАГОТОВКИ | 2024 |
|
RU2835861C1 |
| МАГНИТОСТРИКЦИОННЫЙ СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА | 1994 |
|
RU2107110C1 |
| СПОСОБ ВЫПЛАВКИ ПРЕЦИЗИОННЫХ СПЛАВОВ | 1985 |
|
SU1287597A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИТО-МЯГКОГО МАТЕРИАЛА | 1992 |
|
RU2040810C1 |

Способ изготовления сплавов с высокой индукцией магнитного насыщения позволяет изготавливать магнитно-мягкие сплавы с индукцией магнитного насыщения 1,5-2,4 Тл, которые применяют для изготовления магнитопроводов, полюсных наконечников, роторов и статоров электрических машин, телефонных мембран и т.д. Технический эффект заключается в повышении физико-механических свойств за счет снижения коэрцитивной силы и достигается тем, что в качестве основы сплава применяют электролитическое железо. Его получают безводным электролизом при температуре 500-750 oC, плотности тока на аноде 0,2-0,3 А/см2 и на катоде - 0,9-1,5 А/см2, затем обжигают в водороде при 850-890oС в течение 2 ч и на его основе выплавляют сплав 3КЮХ-ВИ, затем проводят его ковку на сутунку, травление, горячую прокатку, нормализацию, холодную прокатку и отжиг в вакууме. 3 табл.
Способ изготовления сплавов с высокой индукцией магнитного насыщения, включающий выплавку сплава на основе железа, ковку на сутунку, химическое травление, горячую прокатку, нормализацию, холодную прокатку, отжиг в вакууме, отличающийся тем, что перед выплавкой железо получают электролизом при 500 750oС, плотности тока на аноде 0,2 0,3 А/см2 и на катоде 0,92 - 1,5 А/см2 и отжигают в водороде при 850 890oС в течение 2 ч.
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
