Изобретение относится к изготовлению магнитопроводов из сплавов с высокой магнитной проницаемостью. Магнитопроводы используются преимущественно в магнитной технике.
Магнитопроводы из сплавов с высокой магнитной проницаемостью изготовляют по следующей технологии: железо и никель плавятся в вакуумной индукционной печи, слиток куется на сутунку, прокатывается в горячую при 1150-1200°С до толщины 1,5 мм, травится, зачищается. Далее прокат нормализуют при 800-900°С в водороде, прокатывают в холодную до толщины 0,5- 0,8 мм, далее повторно нормализуют и прокатывают вхолодную на толщину 0,25 мм. Для получения нормируемых свойств магнитопроводов отжигают при 1125±25°С в течение 3-6 ч в вакууме с остаточным давлением не выше Па и охлаждают со скоростью, не превышающей 500°С/ч.
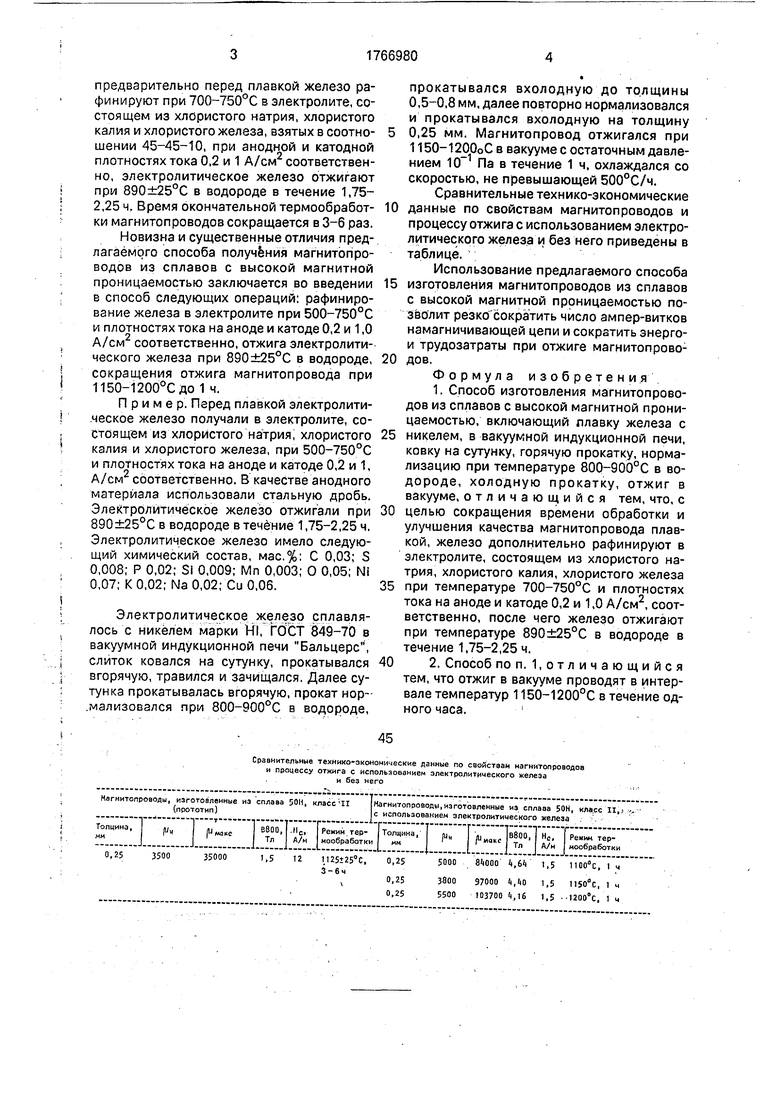
Магнитопроводы, изготовленные из сплавов марки 50Н по описанному способу, имеют следующие нормированные свойства, ГОСТ 10160-78, 11 класс, для толщины
ленты 0,25 мм: начальная магнитная проницаемость, jMH-3500; максимальная магнитная проницаемость макс -35000; коэрцитивная сила, не более 12 А/м, индукция Bs не менее 1,5 Тл,
Однако существующий способ изготовления магнитопроводов не позволяет снизить коэрцитивную силу и повысить магнитную проницаемость, резко сократить время термообработки магнитопроводов, т.е. улучшить технико-экономические параметры способа изготовления магнитопроводов.
Целью изобретения является улучшение технико-экономических показателей способа изготовления магнитопроводов из сплавов с высокой магнитной проницаемостью.
Поставленная цель достигается тем, что в известном способе изготовления магнитопроводов, включающего плавку железа с никелем в вакуумной индукционной печи, ковку на сутунку, прокатку вгорячую, нормализацию при 800-900°С в водороде, прокатку вхолодную, отжиг в вакууме,
сл
с
VI
ON О Ю
00
о
предварительно перед плавкой железо рафинируют при 700-750°С в электролите, состоящем из хлористого натрия, хлористого калия и хлористого железа, взятых в соотно- шении 45-45-10, при анодной и катодной плотностях тока 0,2 и 1 А/см соответственно, электролитическое железо отжигают при 890±25°С в водороде в течение 1,75- 2,25 ч. Время окончательной термообработ- ки магнитопроводов сокращается в 3-6 раз.
Новизна и существенные отличия предлагаемого способа получения магнитопроводов из сплавов с высокой магнитной проницаемостью заключается во введении в способ следующих операций: рафинирование железа в электролите при 500-750°С и плотностях тока на аноде и катоде 0,2 и 1,0 А/см2 соответственно, отжига электролитического железа при 890±25°С в водороде, сокращения отжига магнитолровода при 1150-1200°Сдо1 ч.
Пример. Перед плавкой электролитическое железо получали в электролите, состоящем из хлористого натрия, хлористого калия и хлористого железа, при 500-750°С и плотностях тока на аноде и катоде 0,2 и 1, А/см2 соответственно. В качестве анодного материала использовали стальную дробь. Электролитическое железо отжигали при 890±25°С в водороде в течение 1,75-2,25 ч. Электролитическое железо имело следующий химический состав, мас.%: С 0,03; S 0,008; Р 0,02; Si 0,009; Мп 0,003; О 0,05; Ni 0,07; К 0,02; Na 0,02; Си 0,06.
Электролитическое железо сплавлялось с никелем марки Hi, ГОСТ 849-70 в вакуумной индукционной печи Бальцерс, слиток ковался на сутунку, прокатывался вгорячую, травился и зачищался, Далее сутунка прокатывалась вгорячую, прокат нормализовался при 800-900°С в водороде,
прокатывался вхолодную до толщины 0,5-0,8 мм, далее повторно нормализовался и прокатывался вхолодную на толщину 0,25 мм. Магнитопровод отжигался при 1150-12000С в вакууме с остаточным давлением Па в течение 1 ч, охлаждался со скоростью, не превышающей 500°С/ч.
Сравнительные технико-экономические данные по свойствам магнитопроводов и процессу отжига с использованием электролитического железа и без него приведены в таблице.
Использование предлагаемого способа изготовления магнитопроводов из сплавов с высокой магнитной проницаемостью позволит резко сократить число ампер-витков намагничивающей цепи и сократить знерго- и трудозатраты при отжиге магнитопроводов.
Формула изобретения
1.Способ изготовления магнитопроводов из сплавов с высокой магнитной проницаемостью, включающий ллавку железа с никелем, в вакуумной индукционной печи, ковку на сутунку, горячую прокатку, нормализацию при температуре 800-900°С в водороде, холодную прокатку, отжиг в вакууме, отличающийся тем, что, с целью сокращения времени обработки и улучшения качества магнитопровода плавкой, железо дополнительно рафинируют в электролите, состоящем из хлористого натрия, хлористого калия, хлористого железа при температуре 700-750°С и плотностях тока на аноде и катоде 0,2 и 1,0 А/см2, соответственно, после чего железо отжигают при температуре 890±25°С в водороде в течение 1,75-2,25 ч.
2.Способ по п. 1,отличающийся тем, что отжиг в вакууме проводят в интервале температур 1150-1200°С в течение одного часа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЛАВОВ С ВЫСОКОЙ ИНДУКЦИЕЙ МАГНИТНОГО НАСЫЩЕНИЯ | 1993 |
|
RU2094875C1 |
| Способ получения железного порошка | 1988 |
|
SU1629161A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИАКСИАЛЬНО ТЕКСТУРИРОВАННОЙ ПОДЛОЖКИ ИЗ БИНАРНОГО СПЛАВА НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЭПИТАКСИАЛЬНОГО НАНЕСЕНИЯ НА НЕЕ БУФЕРНОГО И ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДЯЩЕГО СЛОЕВ ДЛЯ ЛЕНТОЧНЫХ СВЕРХПРОВОДНИКОВ | 2011 |
|
RU2451766C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ИЗ СПЛАВА НА ОСНОВЕ ЦИРКОНИЯ (ВАРИАНТЫ) | 2018 |
|
RU2675178C1 |
| Магнитомягкий сплав | 1977 |
|
SU735654A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГНИТОСТРИКЦИОННОГО МАГНИТНО-МЯГКОГО СПЛАВА СИСТЕМЫ ЖЕЛЕЗО-АЛЮМИНИЙ | 1994 |
|
RU2103384C1 |
| СПОСОБ ОБРАБОТКИ МАГНИТОМЯГКОГО ЖЕЛЕЗОСОДЕРЖАЩЕГО МАТЕРИАЛА | 1997 |
|
RU2135632C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ТРУБНОЙ ЗАГОТОВКИ ИЗ СЛИТКА Nb ИЛИ Ta ДЛЯ ФОРМИРОВАНИЯ ДИФФУЗИОННОГО БАРЬЕРА В СВЕРХПРОВОДНИКАХ (ВАРИАНТЫ) | 2004 |
|
RU2285739C2 |
| МАГНИТОСТРИКЦИОННЫЙ СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА | 1994 |
|
RU2107110C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ВЫСОКОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2018 |
|
RU2694098C1 |
Сущность изобретения: способ включает электролитическое рафинирование железа, его отжиг, плавку с никелем в вакуумной индукционной печи, ковку на сутунку, прокатку в горячую, нормализацию в водороде, прокатку в холодную, нормализацию и прокатку на толщину 0,25 мм. Магнитопроводы отжигали в вакууме при 1150-1200°С в течз- ние 1 ч. 1 з.п. ф-лы.
| Справочник под редакцией Б.В | |||
| Моло- тилова | |||
| Прецизионные сплавы | |||
| - М.: Металлургия, 1983, с | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
