Изобретение относится к изготовлению полосы из магнитомягкого сплава типа железо-кобальт.
Многие электротехнические устройства содержат магнитные детали и, в частности, магнитные ярма, выполненные из магнитомягких сплавов. В частности, это относится к электрическим генераторам транспортных средств, в частности, в области авиации, железнодорожного или автомобильного транспорта. Как правило, используемые сплавы являются сплавами типа железо-кобальт и, в частности, сплавами, содержащими около 50 мас. % кобальта. Эти сплавы интересны тем, что имеют очень сильную индукцию насыщения, повышенную проницаемость для рабочих индукций, равную или превышающую 1,6 тесла, и очень высокое удельное сопротивление, позволяющее снизить потери переменного и индуцированного тока. В обычных условиях эксплуатации эти сплавы обладают механической прочностью, соответствующей пределу упругости примерно от 300 до 500 МПа. Однако в некоторых случаях применения желательно иметь высокопрочные сплавы, предел упругости которых может достигать или превышать 600 МПа и в некоторых случаях даже превышать 900 МПа. Эти последние сплавы, называемые сплавами HLE, представляют особый интерес для изготовления миниатюрных генераторов переменного тока, устанавливаемых на самолетах. Эти генераторы характеризуются очень высокой скоростью вращения, которая может превышать 20000 об/мин, что требует высокой механической прочности деталей, входящих в состав магнитных ярм. Чтобы достичь требуемых характеристик сплавов с высоким пределом упругости, в некоторых патентах было предложено добавлять в сплав различные элементы, в частности, такие как ниобий, углерод и бор.
Все эти материалы, содержащие 15-55 мас. % кобальта, независимо от того, имеют ли они приблизительно эквиатомный состав Fe-Co или содержат намного больше железа, чем кобальта, должны быть подвергнуты отжигу, чтобы иметь желаемые эксплуатационные свойства и, в частности, представлять собой хороший компромисс между механическими характеристиками и магнитными характеристиками, которыми они должны обладать в зависимости от своего назначения. В случае использования таких сплавов, как правило, электротехнические детали (статоры, ротор и самые разные другие профили) вырезают из полос деформационно-упрочненного материала, полученного посредством холодной прокатки до конечной толщины. После вырезания детали систематически подвергают на последнем этапе статическому отжигу для регулирования магнитных свойств. Под статическим отжигом сплавов Fe-Co следует понимать термическую обработку, в ходе которой вырезанные детали выдерживают при температуре выше 200°С в течение, по меньшей мере, 1 ч и затем их нагревают до температуры, превышающей или равной 700°С, которая считается температурным плато. Под плато следует понимать, что в период времени на менее 10 минут температура колеблется не более чем на 20°С выше или ниже заданной температуры. При такой обработке повышение и понижение температуры между температурой окружающей среды и температурой плато обычно занимает не менее одного часа в режиме промышленного производства. Поэтому промышленный «статический» отжиг, обеспечивающий хорошую оптимизацию магнитных свойств, включает в себя термическое плато от одного до нескольких часов: таким образом, «статический» отжиг занимает несколько часов.
Как известно специалисту, холодную прокатку осуществляют на полосах толщиной примерно от 2 до 2,5 мм, полученных посредством горячей прокатки с последующей сверхбыстрой закалкой. Это позволяет во многом избежать превращения порядок-беспорядок в материале, который по этой причине остается почти разупорядоченным, но при этом мало меняется по сравнению со своим структурным состоянием при температуре выше 700°С. Благодаря этой обработке, материал можно затем беспрепятственно подвергать холодной прокатке до конечной толщины.
Полученные таким образом полосы обладают достаточной пластичностью, чтобы их можно было разрезать посредством механической резки. Поэтому, если сплавы предназначены для изготовления магнитных ярм, состоящих из набора деталей, вырезанных из тонких полос, эти сплавы поставляют пользователям в виде полос в деформационно-упрочненном состоянии. Пользователь вырезает детали, собирает их в набор и обеспечивает монтаж или сборку магнитных ярм, после чего осуществляет термическую обработку для улучшения качества, необходимую для получения требуемых свойств. Эта термическая обработка для улучшения качества предназначена для определенного роста зерен после рекристаллизации, так как именно размер зерна обуславливает компромисс между механическими и магнитными характеристиками. В зависимости от деталей электротехнической машины компромиссы характеристик и, следовательно, термических обработок могут быть разными. Так, обычно статоры и роторы бортовых авиационных генераторов вырезают вместе из одного участка полосы, чтобы минимизировать отходы металла. Однако ротор подвергают термической обработке, способствующей достаточно высоким механическим свойствам, как правило, при температуре ниже 800°С, тогда как статор подвергают термической обработке, оптимизирующей магнитные свойства (то есть с более значительным размером зерна), как правило, при температуре выше 800°С.
Кроме того, эта обработка для улучшения качества может включать в себя для каждого типа вырезанной детали два отжига: один для коррекции магнитных и механических свойств, как было указано выше, а другой для окисления поверхностей листов, чтобы снизить межслойные магнитные потери. Этот второй отжиг можно также заменить нанесением покрытия из органического, минерального или смешанного вещества.
Эта известная технология имеет целый ряд недостатков, а именно:
- необходимость изменять состав сплава (усложнение, необходимость наличия больших запасов на складе, удорожание), если требуется достичь пределов упругости не менее 500-600 МПа; действительно, известный сплав FeCo, широко применяемый в электротехнике, может получать мягкие магнитные свойства, такие как коэрцитивное поле в 0,4-0,6 эрстед (32-48 А/м), когда отжиг производят при температуре не менее 850°С, а также может достичь предела упругости в 450-500 МПа, если температуру отжига понизить ниже 750°С; во всех случаях предел упругости никогда не достигает 600 МПа на одном сплаве; для его достижения необходимо использовать другие сплавы, слегка отличающиеся по составу, в частности, с применением выделений или 2-й фазы;
- необходимость для пользователя подвергать отжигу все вырезанные детали (как их сплава с высоким пределом упругости (HLE), так и из другого сплава); действительно, сплав является слишком хрупким, чтобы его можно было резать механическими средствами;
- неизбежность больших магнитных потерь при пределах упругости не менее 500 МПа;
- при характеристиках высокого предела упругости HLE трудность и даже невозможность достижения точного компромисса между механическими и магнитными свойствами; действительно, теоретически можно все же получить характеристики HLE (500-1200 МПа предела упругости) посредством «статического отжига», как было указано выше, применяя температурные плато между 700 и 720°С, то есть в металлургическом состоянии от дрессированного состояния, восстановленного затем в более или менее кристаллизованное состояние, характерное для этого типа отжига; однако на практике в этом интервале 500-1200 МПа предел упругости во многом зависит от температуры плато с точностью до градуса; эта сверхчувствительность свойств к температуре плато препятствует промышленному внедрению, так как промышленные статические печи, как правило, не могут обеспечивать однородность температуры отжигаемого материала с большей точностью чем ±10°С, то есть в пределах диапазона регулирования предела упругости от 500 до 1200 МПа; в исключительных случаях эта однородность должна составлять ±5°С; однако даже этого недостаточно, чтобы перевести изготовление на промышленный уровень.
- трудность достижения точных размеров готовой детали, когда конечный статический отжиг применяют для деталей, вырезанных из дрессированного металла и имеющих сложную геометрию (например, деталь/профиль Е-образной формы с вытянутыми ножками для трансформатора).
Настоящее изобретение призвано устранить эти недостатки и предложить способ, позволяющий изготовить тонкую полосу из магнитомягкого сплава типа железо-кобальт, что позволяет получить из этого сплава полосу, легко поддающуюся резке, которая может иметь как средний, так и очень высокий предел упругости, и сохраняет хорошие и даже очень хорошие магнитные свойства с последующей второй термической обработкой, статической или непрерывной, при этом сплав может переходить из состояния с высоким пределом упругости в состояние высокой магнитной характеристики под действием отжига, например, такого как обычный статический отжиг, при этом сплав дополнительно отличается хорошим сопротивлением старению своих механических свойств до 200°С.
В связи с этим объектом изобретения является способ изготовления полосы из магнитомягкого сплава, обладающего хорошей обрабатываемостью резанием и имеющего следующий химический состав в мас. %:
остальное составляют железо и неизбежные примеси.
Согласно этому способу, полосу, полученную в результате горячей прокатки полуфабриката, выполненного из этого сплава, подвергают холодной прокатке для получения холоднокатаной полосы толщиной менее 0,6 мм и после холодной прокатки полосу подвергают непрерывному отжигу при пропускании через печь непрерывного действия при температуре в пределах от температуры перехода порядок/беспорядок сплава (например, 700-710°С для хорошо известного в уровне техники сплава Fe-49%Co-2%V) до температуры начала ферритно-аустенитного превращения сплава (как правило, 880-950°С для сплавов FeCo в соответствии с изобретением) с последующим быстрым охлаждением до температуре менее 200°С.
Предпочтительно температура отжига составляет от 700°С до 930°С.
Предпочтительно скорость движения полосы подбирают таким образом, чтобы время выдержки полосы при температуре отжига было меньше 10 минут.
Предпочтительно скорость охлаждения полосы на выходе печи при обработке превышает 1000°С/ч.
Согласно изобретению, скорость движения полосы подбирают таким образом, чтобы регулировать механическую прочность полосы.
Предпочтительно сплав имеет следующий химический состав:
Этот способ позволяет изготавливать тонкую полосу, легко поддающуюся резанию механическими средствами и отличающуюся от известных полос своей микроструктурой. В частности, полоса, полученная при помощи этого способа является холоднокатаной полосой толщиной менее 0,6 мм из магнитомягкого сплава, имеющего следующий химический состав в мас. %:
остальное составляют железо и неизбежные примеси, и ее микроструктура представляет собой:
- либо «частично кристаллизованную», то есть, по меньшей мере, на 10% поверхности образцов при наблюдении через микроскоп с увеличением ×40 после химического травления хлорным железом невозможно идентифицировать границу зерен;
- либо «кристаллизованную», то есть, по меньшей мере, на 90% поверхности образцов при наблюдении через микроскоп с увеличением ×40 после химического травления хлорным железом можно идентифицировать решетку границ зерен, при этом в интервале размера зерен от 0 до 60 мкм2 существует, по меньшей мере, один класс с диапазоном размера зерен 10 мкм2, включающий в себя, по меньшей мере, в два раза больше зерен, чем такой же класс зерен, соответствующий наблюдению контрольной холоднокатаной полосы, имеющей тот же состав, которую подвергали не непрерывному отжигу, а статическому отжигу при температуре, при которой отклонение между коэрцитивным полем, полученным при статическом отжиге, и коэрцитивным полем, полученным при непрерывном отжиге, составляет меньше половины значения коэрцитивного поля, полученного при обработке непрерывным образом, и в интервале размера зерен от 0 до 60 мкм2 существует, по меньшей мере, один класс с диаметром размера зерен 10 мкм2, в котором отношение числа зерен к общему числу зерен, наблюдаемых на образце, подвергнутом непрерывной обработке, превышает, по меньшей мере, 50% этого отношения, соответствующего образцу, взятому на контрольной холоднокатаной полосе, подвергнутой статическому отжигу.
Для специалиста понятно, что термин «кристаллизованный» в данном случае используется как синоним термина «рекристаллизованный». Действительно, холоднокатаная полоса в виде тонкой полосы является полностью деформационно-упрочненной, то есть кристаллический порядок полностью нарушен на большом расстоянии, и понятие кристаллов или «зерна» больше не существует. Непрерывный отжиг позволяет «кристаллизовать» эту деформационно-упрочненную (наклепанную) матрицу в кристаллы или зерна. Это явление называют также рекристаллизацией, так как речь не идет о первой кристаллизации, которой повергается сплав после образования фазы в результате затвердевания жидкого металла.
Предпочтительно магнитомягкий сплав имеет следующий химический состав:
и предел упругости RP0,2 составляет от 590 МПа до 1100 МПа, коэрцитивное поле Hc составляет от 120 А/м до 900 А/м, магнитная индукция В для поля 1600 А/м составляет от 1,5 до 1,9 тесла.
Кроме того, насыщенная намагниченность полосы превышает 2,25 Т.
Из такой полосы можно изготавливать детали для магнитных компонентов, например, части ротора и статора, в частности, для магнитного ярма, и такие магнитные компоненты, как магнитные ярма, посредством вырезания деталей непосредственно из полосы в соответствии с изобретением, и затем, в случае необходимости, собрать вырезанные таким образом детали для получения компонентов, таких как ярма, и, возможно, подвергнуть некоторые из них, например, только части статора или, например, ярма статора, дополнительному отжигу, позволяющему оптимизировать магнитные свойства и, в частности, минимизировать магнитные потери.
Объектом изобретения является также способ изготовления магнитного компонента, согласно которому вырезают множество деталей путем механического разрезания полосы, полученной в соответствии со способом, и после разрезания детали собирают для получения магнитного компонента.
Кроме того, магнитный компонент или детали можно подвергнуть статическому отжигу для улучшения качества, то есть отжигу для оптимизации магнитных свойств.
Предпочтительно статический отжиг для улучшения качества или оптимизации магнитных свойств является отжигом при температуре от 820°С до 880°С в течение времени от 1 ч до 5 ч.
Магнитный компонент является, например, магнитным ярмом.
Далее следует более детальное описание изобретения, которое проиллюстрировано примерами и не носит ограничительного характера.
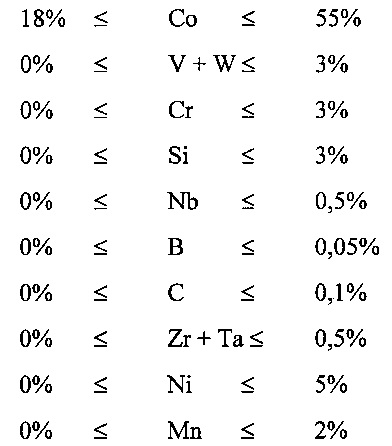
Для изготовления холоднокатаных тонких полос, предназначенных для изготовления посредством механического резания деталей магнитного ярма электротехнических устройств, используют известный сплав, имеющий следующий химический состав в мас. %: 18-55 кобальта, 0-3 ванадия и/или вольфрама, 0-3 хрома, 0-3 кремния, 0-0,5 ниобия, 0-0,05 бора, 0-0,1 С, 0-0,5 циркония и/или тантала, 0-5 никеля, 0-2 марганца, остальное составляет железо и примеси.
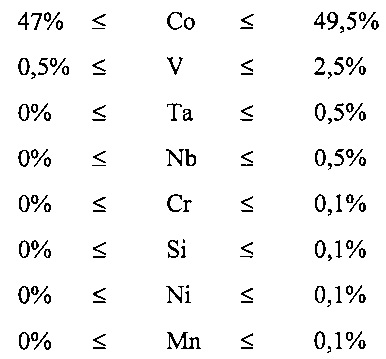
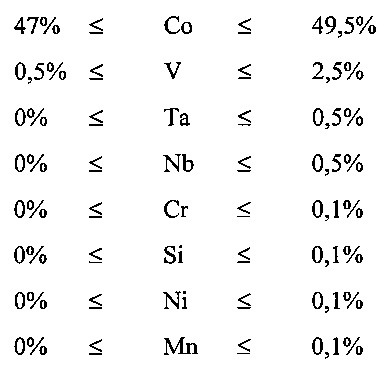
Предпочтительно сплав содержит 47-49,5% кобальта, 0-3% суммы ванадий плюс вольфрам, 0-0,5% тантала, 0-0,5% ниобия, менее 0,1% хрома, менее 0,1% кремния, менее 0,1% никеля, менее 0,1% марганца.
Кроме того, содержание ванадия предпочтительно должно превышать или быть равным 0,5%, чтобы улучшить магнитные свойства и лучше избегать охрупчающего упорядочивания во время быстрого охлаждения, и должно оставаться меньшим или равным 2,5%, чтобы избегать присутствия второй немагнитной аустенитной фазы. При этом вольфрам не является необходимым, и предпочтительно содержание ниобия должно превышать или быть равным 0,01%, чтобы контролировать рост зерна при высокой температуре и облегчать превращение в горячем состоянии. Действительно, ниобий является ингибитором роста, позволяющим ограничивать зарождение кристаллизации и рост зерна в ходе непрерывного отжига.
Сплав содержит небольшое количество углерода, чтобы во время варки обеспечивать достаточное раскисление, но содержание углерода должно оставаться меньшим 0,1% и предпочтительно меньшим 0,02% и даже 0,01%, чтобы избежать чрезмерного образования карбидов, которые ухудшают магнитные свойства.
Для содержания элементов, таких как Mn, Si, Ni или Cr, не существует нижнего предела, хотя эти элементы могут отсутствовать, но, как правило, они присутствуют, по крайней мере, в небольших количествах вследствие своего наличия в сырье или в результате загрязнения огнеупорами печи во время варки. Эти элементы не влияют на магнитные свойства сплава, если они присутствуют в очень незначительных количествах. Если их присутствие является значительным, значит они были добавлены намеренно для коррекции магнитных свойств сплава в зависимости от назначения.
Этот сплав может быть, например, сплавом, известным под названием AFK 502R, который содержит в основном около 49% кобальта, 2% ванадия и 0,04% ниобия, остальное составляют железо и примеси, а также небольшие количества таких элементов, как С, Mn, Si, Ni и Cr.
Этот сплав варят известным способом и отливают в виде полуфабрикатов, таких как слитки. Для изготовления тонкой полосы полуфабрикат, такой как слиток, подвергают горячей прокатке для получения горячекатаной полосы, толщина которой зависит от практических условий изготовления. Например, эта толщина обычно составляет от 2 до 2,5 мм. После горячей прокатки полученную полосу подвергают сверхбыстрой закалке. Эта обработка позволяет по большей части избежать превращения порядок/беспорядок в материале, так что материал остается по существу в разупорядоченном структурном состоянии, не меняясь по сравнению со своим структурным состоянием при температуре свыше 700°С, и за счет этого является достаточно пластичным, чтобы его можно было подвергнуть холодной прокатке. Таким образом, сверхбыстрая закалка позволяет производить последующую холодную прокатку горячекатаной полосы до конечной толщины без каких-либо проблем. Сверхбыструю закалку можно осуществлять непосредственно на выходе горячей прокатки, если в конце прокатки температура является достаточно высокой, или в противном случае после нагрева до температуры, превышающей температуру превращения порядок/беспорядок. На практике, поскольку охрупчивающее упорядочение происходит между 720°С и температурой окружающей среды, металл либо резко охлаждают, например, водой (обычно со скоростью более 1000°С/мин) на выходе горячей прокатки от температуры 800-1000°С до температуры окружающей среды, либо горячекатаный и медленно охлажденный, а значит хрупкий металл затем нагревают до температуры 800-1000°С, после чего резко охлаждают до температуры окружающей среды. Такая обработка известна специалисту, который осуществляет ее на оборудовании, которое обычно имеется в его распоряжении.
После сверхбыстрой закалки горячекатаную полосу подвергают холодной прокатке для получения холоднокатаной полосы толщиной менее 1 мм, предпочтительно менее 0,6 мм и, как правило, в пределах от 0,5 мм до 0,2 мм, которая может быть уменьшена до 0,05 мм.
После изготовления деформационно-упрочненной (наклепанной) холоднокатаной полосы ее подвергают непрерывному отжигу в печи непрерывного действия при такой температуре, чтобы сплав находился в неупорядоченной ферритной фазе. Это значит, что температура находится в пределах между температурой превращения порядок/беспорядок и температурой ферритно-аустенитного превращения. Для сплава железо-кобальт с содержанием кобальта от 45 до 55 мас. %, температура отжига должна составлять от 700°С до 930°С. Температурный интервал непрерывного отжига можно расширить до более низких температур по мере приближения содержания кобальта к 18%. Например, при 27% кобальта температура отжига должна составлять от 500 до 950°С. Специалист может определять эту температуру отжига в зависимости от состава сплава.
Скорость прохождения в печи можно подобрать в зависимости от длины печи, так чтобы время прохождения в зоне однородной температуры печи было меньше 10 минут и предпочтительно составляло от 1 до 5 минут. В любом случае время выдержки при температуре обработки должно превышать 30 с. В случае промышленной печи длиной в один метр скорость должна превышать 0,1 метр в минуту. Для другого типа промышленной печи длиной 30 м скорость движения должна превышать 2 метра в минуту и предпочтительно должна составлять от 7 до 40 м/мин. Обычно специалист знает, как адаптировать скорость движения в зависимости от длины имеющейся в его распоряжении печи.
Следует отметить, что для обработки можно использовать печь любого типа. В частности, она может быть обычной печью сопротивления или печью инфракрасного излучения, печью с эффектом Джоуля, установкой отжига при помощи псевдоожиженного слоя или любой другой печью.
На выходе из печи полосу необходимо охладить с достаточно высокой скоростью, чтобы избежать полного превращения порядок/беспорядок. Однако авторы изобретения неожиданно обнаружили, что в отличие от полосы толщиной 2 мм, которую следует подвергать сверхбыстрой закалке для ее последующей холодной прокатки, полосу небольшой толщины (0,1-0,5 мм), предназначенную для механической обработки, штамповки, перфорирования, можно подвергнуть лишь частичному упорядочению, в результате которого происходит лишь незначительное охрупчивание, поэтому необходимость в сверхбыстрой закалке отпадает.
Авторы изобретения неожиданно также установили, что после описанного выше непрерывного отжига, способность полосы к резке становится очень хорошей, поскольку превращение порядок/беспорядок не является полным. Неожиданно оказалось, что такую полосу можно резать при помощи механических средств, несмотря на частичное упорядочение, приводящее к некоторому охрупчиванию.
Чтобы превращение порядок/беспорядок не было полным, скорость охлаждения, определенная в пределах между температурой превращения порядок/беспорядок (700°С для известного сплава с составом, близком к Fe-49% Co-2%V) и 200°С, должна превышать 600°С/ч и предпочтительно превышать 1000°С/ч и даже 2000°С/ч. На практике не стоит превышать 10000°С/ч, и, как правило, скорость от 2000°С/ч до 3000°С/ч является достаточной.
Авторы изобретения неожиданно обнаружили, что при такой непрерывной обработке, в отличие от того, что происходит при статической термической обработке, позволяющей получать сравнимые механические или магнитные свойства, получают достаточно пластичные полосы, чтобы их можно было резать механически для изготовления деталей, предназначенных для соединения в наборы и для изготовления магнитных ярм или любого другого магнитного компонента.
Авторы изобретения также установили, что, меняя время прохождения через печь, можно регулировать механические характеристики полосы, поэтому из стандартного сплава железо-кобальт можно получать как сплавы с обычными механическими характеристиками, то есть с пределом упругости от 300 до 500 МПа, так и сплавы с высоким пределом упругости (HLE), то есть сплавы с пределом упругости, превышающим 500 МПа, предпочтительно составляющим от 600 до 1000 МПа и достигающим 1200 МПа. Разумеется, эта термическая обработка приводит к магнитным свойствам, которые могут быть самыми разными, в частности, что касается магнитных потерь. Например, стандартный сплав железо-кобальт является сплавом железо-кобальт типа AFK 502R, в основном содержащим 49% кобальта, 2% ванадия и 0,04% ниобия, остальное составляет железо и примеси.
Авторы изобретения установили, что этот набор необычных свойств, то есть обрабатываемость резанием в отожженном состоянии и возможность произвольно устанавливать предел упругости от 300 до 1200 МПа, тесно связан с особой металлургической структурой, получаемой при помощи непрерывного отжига в соответствии с изобретением и отличающейся от микроструктуры, достигаемой при классическом отжиге. В частности, это касается степени кристаллизации и, для достаточно кристаллизованных материалов, распределения размера зерна, которое намного отличается от того, что получают при статическом отжиге, позволяющем получать такие же эксплуатационные свойства материала.
Далее следует более подробное описание влияния непрерывной термической обработки и условий ее реализации на механические и магнитные свойства сплава типа 50% кобальта на основании ряда испытаний.
Были проведены лабораторные испытания, с одной стороны, на сплаве с нестандартным составом AFK502NS (отливка JB 990), который содержит 48,6% Со-1,6% V-0,119% Nb-0,058% Та-0,01% С, остальное - железо и примеси, и на обычной марке сплава типа AFK 502 R (отливка JD173), то есть стандартного сплава, содержащего 48,6% Со-1,98% V-0,14% Ni-0,007% С, остальное составляют железо и примеси. Эти сплавы, которые сначала были использованы для изготовления холоднокатаных полос толщиной 0,2 мм, были подвергнуты термической обработке в горячей проходной печи с выдержкой в течение одной минуты при температуре 785°С, 800°С, 840°С и 880°С соответственно. Эти термические обработки, которые позволяют моделировать промышленную термическую непрерывную обработку, были осуществлены в атмосфере аргона с последующим быстрым охлаждением со скоростью от 2000°С/ч до 10000°С/ч, точнее 6000±3000°С/ч с учетом неточности определения этого типа скорости и неравномерности скорости охлаждения между температурой плато и 200°С или температурой окружающей среды. Эти испытания позволили получить результаты, приведенные в таблице 1.
В таблице 1:
Т: температура отжига в °С
В1600: магнитная индукция в теслах для магнитного поля 1600 А/м (примерно 20 Э)
Br/Bm: отношение остаточной магнитной индукции Br к максимальной магнитной индукции Bm, полученной при магнитном насыщении образца
Hc: коэрцитивное поле в А/м
Потери: магнитные потери в Вт/кг, рассеиваемые наведенными токами, когда образец подвергают действию переменного магнитного поля, которое в данном случае является переменным полем с частотой 400 Гц, создающим переменную синусоидальную индукцию благодаря применению электронного автоматического регулирования прикладываемого магнитного поля, что само по себе известно специалисту; максимальное значение магнитного поля равно 2 Т.
RP0,2 = обычный предел упругости, измеренный при чистом растяжении на стандартных образцах.
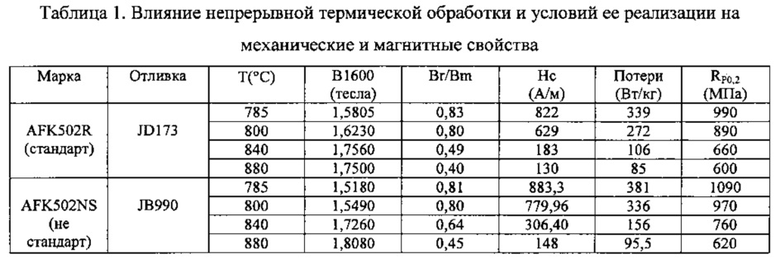
После термической обработки провели испытания механической резки при помощи пуансонов и матриц. В результате этих испытаний было установлено, что после непрерывного отжига детали можно вырезать в удовлетворительных условиях без видимых признаков хрупкости как из сплава нестандартной марки с составом AFK 502NS, так и из сплава классической или стандартной марки AFK 502 R. Было также отмечено, что адаптируя температуру непрерывного отжига в пределах между 785°С и 880°С можно получать механические свойства типа высокого предела упругости как для сплава AFK502NS, так и для классического сплава AFK502R, и что полученные механические характеристики являются очень близкими. Поэтому сделан вывод, что нет необходимости использовать две разные марки для получения сплавов с высоким пределом упругости или сплавов с распространенным пределом упругости, то есть для изготовления деталей из сплава с высоким пределом упругости и из сплава с текучим пределом упругости.
Кроме того, эти результаты показывают, что магнитные свойства, в том числе потери, измеренные в переменном поле с максимальной амплитудой 2 тесла с частотой 400 Гц, являются вполне сравнимыми. Более того, отмечается, что отношение между магнитными потерями и пределом упругости для листов толщиной 0,20 мм, измеренное на шайбах, вырезанных из отожженной полосы, являются вполне сравнимыми для этих двух сплавов разного состава.
На этих материалах, находящихся после описанного выше отжига, осуществили также высокотемпературный отжиг, называемый «статическим отжигом оптимизации». Этот отжиг был произведен на шайбах в режиме статического отжига при температуре 850°С в течение трех часов. Результаты, полученные при этом статическом отжиге оптимизации, представлены в нижеследующей таблице 2.
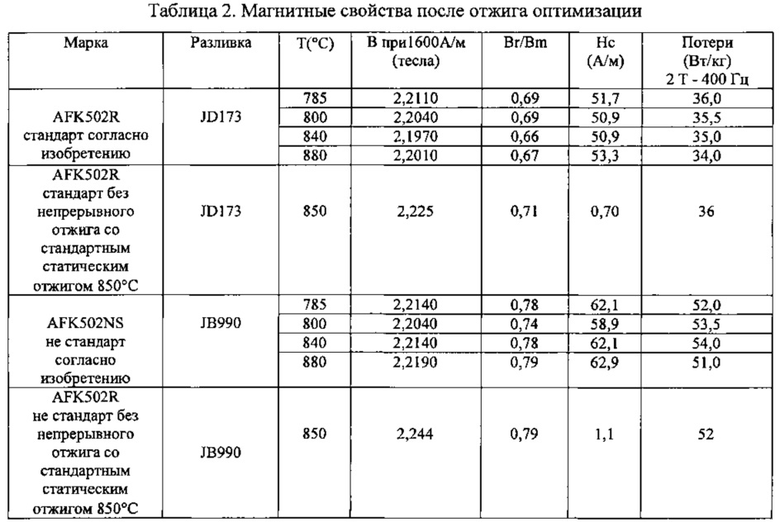
Из этих результатов можно сделать вывод, что магнитные потери при 400 Гц в поле 2 тесла значительно снизились, и, в целом, полученные магнитные свойства практически не зависят от температуры непрерывного отжига. Кроме того, эти свойства являются по существу идентичными свойствам на шайбах, вырезанных из полосы толщиной 0,2 мм, которые не были подвергнуты непрерывному отжигу, но которые прошли через одинаковый статический отжиг оптимизации, что соответствует известным решениям.
Эти результаты показывают, что непрерывный отжиг дает преимущество материалу типа AFK 502R (классическая марка): действительно, с этим материалом можно производить предварительно отожженные полосы с характеристиками HLE, которые можно разрезать и деформировать в этом предварительно отожженном состоянии.
Кроме того, отмечается, что компромисс механические свойства/магнитные свойства можно корректировать при помощи температуры непрерывного отжига. Таким образом, сплав, имеющий состав, указанный в этих примерах, может быть использован пользователем, который желает производить детали как с высокими механическими характеристиками, так и с обычными механическими характеристиками, причем пользователь может осуществлять статический отжиг оптимизации только на вырезанных деталях, чтобы просто оптимизировать магнитные потери, если это необходимо.
Кроме того, был проведен ряд испытаний на полосах из промышленного деформационно-упрочненного сплава AFK 502R со стандартным составом и толщиной 0,35 мм. Во время этих испытаний был произведен непрерывный отжиг с разными скоростями прохода в промышленной печи с полезной длиной 1,2 м. Под полезной длиной следует понимать длину печи, в которой температура является достаточно однородной, чтобы соответствовать температурному плато отжига.
Химические составы использованных образцов приведены в таблице 3. В этой таблице указаны не все элементы, и специалисту понятно, что остальную часть составляют железо и примеси, получаемые при варке, а также возможные элементы в незначительном количестве, такие как углерод.

Скорость прохождения была выбрана таким образом, чтобы каждая из этих обработок соответствовала времени прохода при ниже 500°С, то есть до температуры начала восстановления, по существу менее 10 минут.
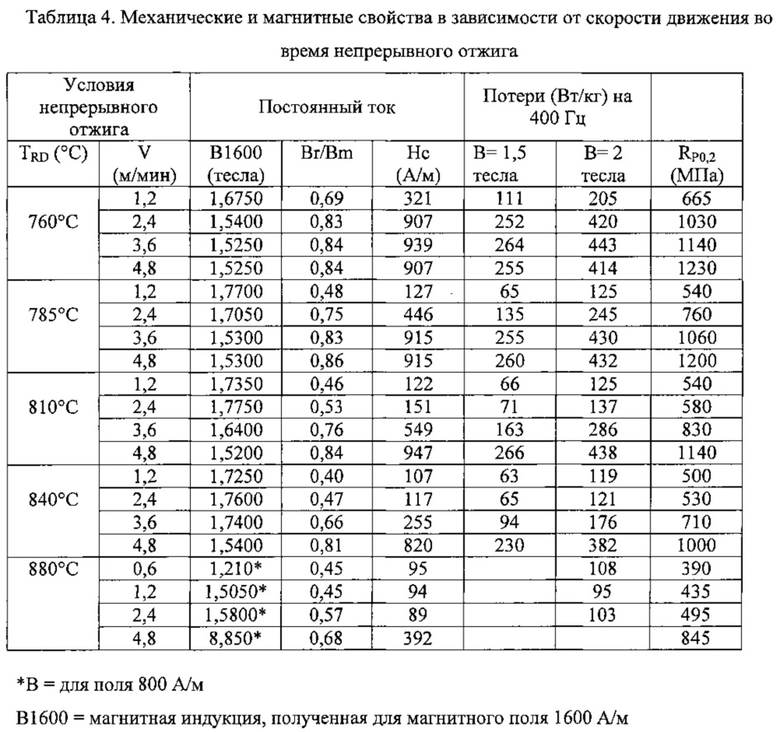
Непрерывный отжиг был осуществлен при трех скоростях движения: 1,2 м в минуту для получения магнитных и механических свойств, соответствующих использованию для получения магнитных ярм статора, для которых желательны уровни магнитных потерь от низких до средних; скорость 2,4 м в минуту для получения механических характеристик, соответствующих изготовлению магнитных ярм роторов, и 3,6 и 4,8 м в минуту для получения механических характеристик, соответствующих качеству HLE. Кроме того, для сравнения на этих образцах был произведен статический отжиг при температуре 760°С в течение двух часов. Этот отжиг является отжигом типа обычного «статического отжига оптимизации», который приводит к результатам, сравнимым с результатами непрерывного отжига при скорости 1,2 м в минуту при 880°С. Наконец, при самой высокой температуре непрерывного отжига (880°С) скорость понизили еще больше (в пределах плато в 10 минут), чтобы еще больше уменьшить магнитные потери и предел упругости. Действительно, для некоторых вариантов применения статор должен иметь достаточно низкие магнитные потери. Эти результаты показывают, что можно действительно снизить RP0,2 ниже 400 МПа, что представляет интерес как расширение интервала регулирования предела упругости путем простого регулирования скорости движения. С другое стороны, магнитные потери не снижаются по сравнению со скоростью близкого значения. Поэтому, если необходимо существенно уменьшить магнитные потери, то следует осуществить дополнительный статический отжиг магнитной оптимизации, как показывают результаты в таблице 2.
Результаты испытаний, проведенных с отливкой №1, JD 842, представлены в таблице 4, при этом результаты, полученные с другими отливками, являются сравнимыми.
Эти результаты показывают, что предел упругости RP0,2 можно регулировать в очень широком диапазоне значений от 400 МПа до 1200 МПа, меняя параметры отжига, в том числе скорость прохождения, то есть время выдержки при высокой температуре, и температуру отжига, причем в условиях, удовлетворительных для промышленного производства. Действительно, получаемые свойства меняются достаточно медленно вместе с параметрами обработки, поэтому можно контролировать промышленное производство. Эти результаты показывают также, что существует хорошая взаимосвязь между пределом упругости, коэрцитивным полем и различными другими свойствами сплава.
Кроме того, эти испытания позволили идентифицировать влияние термических обработок на металлографическую структуру сплава, изготовленного при помощи заявленного способа. В частности, были проведены испытания на отливке JD 842. Измерения были осуществлены, в частности, на листе, подвергнутом непрерывному отжигу при 880°С на разных скоростях движения. Была выбрана температура 880°С, поскольку именно она соответствует оптимальной для получения хороших магнитных свойств, то есть температуре, позволяющей получать одновременно низкие значения магнитных потерь и широкий диапазон пределов упругости (например, от 300 МПа до 800 МПа) посредством простого изменения скорости движения со значениями, которые позволяют оставлять сплав в зоне температурного плато всего в течение нескольких минут (<10 минут).
Для изучения металлографических структур были осуществлены микрографические наблюдения на образцах, взятых с полос, таким образом, чтобы наблюдать срез прокатанных полос, перпендикулярный к направлению прокатки. Были сделаны микрофотографии этих образцов с травлением путем погружения на 5 секунд в ванну хлорного железа при температуре окружающей среды, содержащую (на 100 мл): 50 мл FeCl3 и 50 мл воды после полирования бумагой 1200, затем электролитического полирования при помощи ванны А2, содержащей (для 1 литра) 78 мл хлорной кислоты, 120 мл дистиллированной воды, 700 мл этилового спирта, 100 мл бутилгликоля.
Эти наблюдения были произведены при помощи оптического микроскопа с увеличением 40. Было отмечено, что при низких скоростях отжига, то есть 1,2 м в минуту, структура является сходной со структурой, наблюдаемой на материалах, прошедших статический отжиг. Речь идет об изотропной кристаллизованной структуре. При статическом отжиге структура кристаллизуется на 100%, и четко прослеживаются границы зерен. При непрерывном отжиге при 785°С структура является частично кристаллизованной (границы зерен определены не очень хорошо), и при непрерывном отжиге при 880°С структура является более кристаллизованной, но вместе с тем границы зерен проявляются недостаточно четко, чтобы можно было определить, являются ли образцы кристаллизованными на 100%.
При самых высоких скоростях, то есть при скоростях 2,4 м в минуту, 3,6 м в минуту и 4,8 м в минуту, микрофотографии показывают особую структуру, существенно отличающуюся от структур, получаемых при статическом отжиге. Речь идет о структуре, близкой к структуре деформационно-упрочненного металла. Авторы изобретения установили также, что на микрофотографиях, сделанных на материалах, прошедших непрерывный отжиг при 880°С на скорости 4,8 м в минуту, видна ярко выраженная анизотропная структура (очень удлиненные зерна), намного более анизотропная, чем структура, полученная в результате отжига при 785°С со скоростью прохода 4,8 м в минуту.
Выяснилось также, что при непрерывной термической обработке можно получить два типа структуры:
- с одной стороны, специфическую анизотропную структуру при движении на самых высоких скоростях (2,4 м в минуту, 3,6 м в минуту и 4,8 м в минуту). Эта структура является восстановленной или частично кристаллизованной структурой, что можно подтвердить при наблюдении в рентгеновских лучах, которое показывает, что текстура соответствует слабо рекристаллизованному восстановленному материалу и очень похожа на деформационно-упрочненную текстуру;
- с другой стороны, структуру, по своему виду похожую на структуру, получаемую при статическом отжиге и соответствующую непрерывному отжигу на малой скорости (1,2 м в минуту и 0,6 м в минуту). Речь идет о полностью кристаллизованной структуре, что подтверждается рентгенографией, с текстурой, очень близкой к текстуре металла, кристаллизованного в результате статического отжига.
На этих различных образцах определили также размер зерен. Поскольку коэрцитивное поле магнитного сплава тесно связано с размером зерна, чтобы иметь возможность сравнить два способа обработки одинакового материала, необходимо производить наблюдения на материалах, имеющих эквивалентные коэрцитивные поля. Таким образом, для осуществления этих измерений выбрали образцы с близкими коэрцитивными полями и произвели измерения, с одной стороны, на материале, который прошел статический отжиг при 760°С в течение двух часов, и, с другой стороны, на материале, который был подвергнут непрерывному отжигу при 880°С со скоростью прохождения 1,2 м в минуту.
Определение размеров производили при помощи устройства автоматического анализа изображений, позволяющего отслеживать контур зерен, вычислять периметр каждого из них, конвертировать этот периметр в эквивалентный диаметр и, наконец, вычислять площадь зерна. Это устройство позволяет также получать общее число зерен, а также их площадь. Такие устройства автоматического анализа изображений для определения размеров зерен хорошо известны. Для получения результатов, имеющих удовлетворительное статистическое значение, определение размеров осуществляли на множестве зон образцов. Оценку размеров производили с определением следующих классов размера зерен:
- зерна, площадь которых меняется от 10 мкм2 до 140 мкм2 с шагом 10 мкм2,
- зерна, площадь которых меняется от 140 мкм2 до 320 мкм2 с шагом 20 мкм2,
- зерна, площадь которых меняется от 320 мкм2 до 480 мкм2 с шагом 40 мкм2,
- зерна, размер которых составляет от 480 до 560 мкм2, зерна, размер которых составляет от 560 до 660 мкм2, зерна, размер которых составляет от 660 до 800 мкм2, зерна, размер которых составляет от 800 до 1000 мкм2, зерна, размер которых составляет от 1000 до 1500 мкм2, затем зерна, размер которых превышает 1500 мкм2.
Эти исследования показали, что статический отжиг при 760°С характеризуется гауссовым распределением размера зерен с пиком в районе 150 мкм2. Зерна этого размера составляют 5,5% общей площади анализируемого образца. Крупных зерен очень мало, и размер зерен остается меньше 750 мкм2.
С другой стороны, материалы, отожженные непрерывным способом, показывают структуру, в которой меньше зерен малого размера и больше зерен большого размера между 200 и 1000 мкм2. В частности, зерна с размером от 30 до 50 мкм занимают площадь, эквивалентную площади, занимаемой крупными зернами с размером от 500 мкм2 до 1100 мкм2.
Эти результаты показывают, что, будучи внешне сравнимой со структурой, полученной путем статического отжига, структура при непрерывном отжиге очень отличается, в частности, распределением размеров зерен.
Кроме того, оценку размеров зерен произвели на четырех полосах толщиной 0,34 мм, на которых, с одной стороны, осуществили непрерывный отжиг при 880°С в атмосфере водорода со скоростью 1,2 м в минуту и, с другой стороны, статический отжиг оптимизации при 760°С в течение двух часов в атмосфере водорода. Эти полосы соответствуют отливкам JE 686, JE798, JD 842, JE 799 и JE 872, состав которых показан в таблице 3. Эти исследования показали, что для этих отливок распределение самых мелких зерен и, в частности, размером менее 80 мкм2 для образцов, подвергнутых статическому отжигу при 760°С, намного отличается от распределения для образцов, подвергнутых непрерывному отжигу при 880°С. В частности, мелкие зерна являются более многочисленными на образцах, прошедших через статический отжиг, чем на образцах, подвергнутых непрерывному отжигу. В частности, отмечается, что для зерен размером менее 40 мкм2 число зерен на класс зерна на образцах, прошедших статический отжиг, превышает максимальное число зерен, полученное на образцах, отожженных непрерывно. Все эти результаты показывают, что при непрерывном отжиге распределение размеров зерен не показывает доминирующего размера зерен. Максимальное число зерен в одном классе размера зерен не превышает 30 в отличие от статического отжига, при котором число зерен может достигать 160 для такого же класса размера, в частности, для мелких зерен.
Для каждого из этих образцов было также определено общее число зерен на площади 44 220 мм2, а также средний размер зерен. Эти результаты показаны в таблице 5.

Эти результаты позволили, в частности, установить, что на образцах, подвергнутых непрерывному отжигу при 880°С со скоростью 1,2 м/мин, средний размер зерен превышает 110 мкм2 и среднее число зерен меньше 300, тогда как на образцах, подвергнутых статическому отжигу при 760°С в течение двух часов, средний размер зерен меньше 110 мкм2 и число зерен превышает 300. Эти характеристики позволяют идентифицировать или четко различать структуры, полученные, с одной стороны, путем непрерывного отжига и, с другой стороны, в результате статического отжига. В целом авторы изобретения установили, что типы обработки могут отличаться друг от друга следующими характеристиками размера зерен:
- либо структура является «частично кристаллизованной», то есть, по меньшей мере, на 10% площади образцов, наблюдаемых в микроскоп с увеличением ×40 после химического травления хлорным железом, невозможно идентифицировать границы зерен;
- либо структура является «кристаллизованной», то есть, по меньшей мере, на 90% площади образцов, наблюдаемых в микроскоп с увеличением ×40 после химического травление хлорным железом, можно идентифицировать решетку границ зерен, и в интервале размеров от 0 до 60 мкм2 существует, по меньшей мере, один класс с диапазоном размера зерен 10 мкм2, включающий в себя, по меньшей мере, в два раза больше зерен, чем такой же класс размера зерен, соответствующий наблюдению контрольной холоднокатаной полосы с таким же составом, которая была подвергнута не непрерывному отжигу, а статическому отжигу при такой температуре, чтобы отклонение между коэрцитивным полем, полученным при статическом отжиге, и коэрцитивным полем, полученным при непрерывном отжиге, было меньше половины значения коэрцитивного поля, полученного при непрерывной обработке, и в интервале размера зерен от 0 до 60 мкм2 существует, по меньшей мере, один класс с диапазоном размера зерен 10 мкм2, в котором отношение числа зерен к общему числу зерен, наблюдаемых на образце, прошедшем через непрерывный отжиг, превышает, по меньшей мере, 50% такого же отношения, соответствующего образцу, взятому на контрольной холоднокатаной полосе, прошедшей через статический отжиг.
На этих образцах провели также испытания резки. Для этого вырезали статоры из образцов, которые, согласно изобретению, были отожжены в непрерывном режиме при температурах 785°С, 800°С, 840°С при скоростях движения 1,2 м в минуту и при полезной длине печи 1,2 м, что соответствует времени выдержки в течение одной минуты при температуре отжига. Резку производили на промышленных установках для вырезки с использованием пуансона и матрицы. Вырезание производили на полосах толщиной 0,20 мм и 0,35 мм.
Качество резки определяли путем оценки радиуса резки и присутствия или отсутствия заусенцев. Результаты приведены в таблице 6. Из таблицы видно, что, независимо от толщины и при любой температуре непрерывного отжига, качество резки является удовлетворительным в соответствии с обычными критериями, соответствующими запросам пользователей.
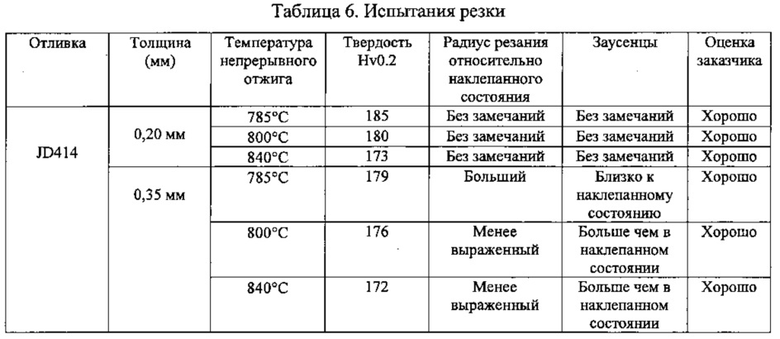
В таблице 6 «близко к наклепанному состоянию» значит, что число заусенцев по существу равно и даже слегка превышает число заусенцев, отмеченных в деформационно-упрочненном (наклепанном) состоянии, тогда как «больше чем в наклепанном состоянии» значит, что число заусенцев тоже является слегка большим, оставаясь при этом приемлемым в соответствии с обычными критериями, соответствующими запросам пользователей.
Были также исследованы деформации после термической обработки для улучшения качества на вырезанных деталях.
Действительно, для некоторых деталей и, в частности, для деталей Е-образной формы отмечается, что конечная обработка на деталях, полученных известным способом, может привести к деформациям, причиной которых может быть кристаллизация и превращение текстуры прокатки в текстуру рекристаллизации. Эти деформации приводят к недопустимым разбросам размеров порядка нескольких десятых миллиметра. Для профилей в виде Е, например, когда ножки Е имеют длину в несколько десятков сантиметров, которая является большой по сравнению с другими размерами Е, отмечается, что после отжига оптимизации разбросы промежутка между соседними ножками составляют примерно от 1 до 5 мм между верхом и низом ножек.
Что же касается сплава, отожженного в непрерывном режиме в соответствии с изобретением, который находится в кристаллизованном или частично кристаллизованном состоянии, дополнительный статический отжиг для оптимизации магнитных свойств, как правило, при 850°С в течение трех часов, не оказывает существенного влияния на геометрию деталей. Испытания на деталях Е-образной формы показали, чтобы размерные разбросы в результате статического отжига для магнитной оптимизации остаются ниже 0,05 мм в предыдущем примере Е-образных профилей, что является вполне допустимым.
Для уточнения роли температуры отжига и скорости охлаждения полосы на выходе печи для обработки были проведены испытания на сплаве классической марки AFK 502R, содержащем 48,63% Со-1,98% V-0,14% Ni-0,04% Nb-0,007% С (отливка JD173), остальное - железо и примеси.
Из этого сплава изготовили холоднокатаные полосы разной толщины, которые затем подвергли непрерывному отжигу с постоянной скоростью прохода в печи в защитной атмосфере при температурах плато, равных 700°С, 750°С, 800°С, 850°С, 900°С или 950°С, в течение времени плато, равном 30 с, 1 мин или 2 мин.
После этого отжига полосы были охлаждены до температуры ниже 200°С при скоростях охлаждения от 600°ч до 35000°С/ч.
Кроме того, для сравнения некоторые полосы охлаждали со скоростью охлаждения всего 250°С/ч.
Обрабатываемость резанием отожженных полос и, в целом, их хрупкость при применяемых операциях, в том числе деформации, были протестированы путем вырезания образцов для растяжения и шайб с внутренним и наружным диаметрами 26 мм и 35 мм из тонких полос, полученных после охлаждения.
Образцы были подвергнуты стандартному тесту на хрупкость полосы в соответствии со стандартом CEI 404-8-8. Этот тест осуществляют путем сгибания плоского образца поочередно на 90° относительно каждого первоначального положения при помощи устройства и способа, описанных в стандарте ISO7799. Радиус сгибания, выбранный согласно стандарту CEI 404-8-8 для сверхтонких листов (типа FeCo), применяемых при средних частотах, равен 5 мм. Сгибание на 90° от первоначального положения с возвратом в первоначальное положение принимают за одну единицу. Испытание останавливают при появлении первой трещины, наблюдаемой в металле невооруженным глазом. Последнее сгибание в расчет не принимают. Испытания проводили при 20°С на сутунках шириной 20 мм из сплава FeCo чередующимся медленным и равномерным движением сгибания.
Эти испытания прекратили после 20 сгибаний. Таким образом, число сгибов, равное 20, означает, что соответствующий образец выдерживает не менее 20 сгибаний.
Параллельно образцы в виде пластин подвергли тесту на резку на промышленных установках для вырезки, в которых применяют пуансон и матрицу. Качество резки было определено путем оценки радиуса резки и исследования среза с целью обнаружения заусенцев и определения пропорции толщины металла, которая поддалась транскристаллитному разрушению без существенного пластического удлинения материала (причина появления заусенцев при резании).
На основании этих испытаний обрабатываемость образцов резкой квалифицировали как очень хорошую (ОХ), хорошую (ХО) среднюю (CP) или плохую (ПЛ).
Очень хорошая обрабатываемость резкой соответствует металлу, разрезанному с меньшим усилием пресса, чем это обычно происходит на деформационно-упрочненном сплаве FeCo, в зоне резки без заусенцев и с большей пропорцией толщины с транскристаллитным разрушением.
Хорошая обрабатываемость резкой соответствует металлу, разрезанному с большим усилием пресса, и соответствует тому, что обычно происходит в сплаве FeCo в известных решениях. В этом металлургическом состоянии (деформационно-упрочненном и даже немного восстановленном) полоса является очень упругой и прочной и сильно деформируется, прежде чем пуансон начинает свое проникновение, а также во время проникновения при очень большом усилии пресса. Зона резки появляется при полностью транскристаллитном разрушении без заусенцев со значительным упругим возвратом полосы после пробивания.
Средняя обрабатываемость резкой соответствует сплаву, который легко поддается резке, но зона резки становится неравномерной, и на стороне выхода пуансона появляются заусенцы или задиры.
Обрабатываемость резкой считают плохой, если вокруг пуансона появляются трещины до того, как он закончит пробивать лист. Начало действия упругого давления на полосу со стороны пуансона может быть достаточным для трещинообразования и разрыва образца.
На этих материалах в состоянии после описанного выше отжига осуществили также высокотемпературный отжиг, называемый «статическим отжигом оптимизации» и предназначенный для оптимизации магнитных характеристик. Этот отжиг был произведен на шайбах в режиме статического отжига при температуре 850°С в течение трех часов.
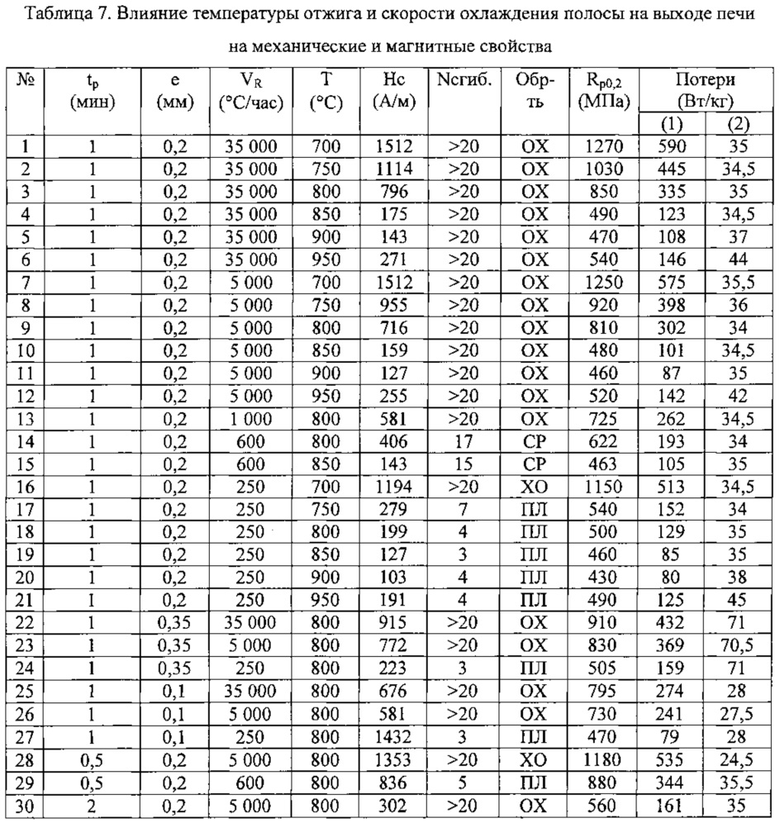
Эти испытания позволили получить результаты, представленные в таблице 7, в которой:
- tp обозначает время плато в минутах,
- е: толщина полосы в мм,
- Т: температура отжига в °С,
- VR: скорость охлаждения до температуры ниже 200°С, в °C/ч,
- Hc: коэрцитивное поле в А/м,
- Nсгиб: число сгибов до излома,
- Обр-ть: обрабатываемость резкой,
- RP0,2: обычный предел упругости, измеренный при чистом растяжении на стандартных образцах, в МПа,
- Потери (1): магнитные потери в Вт/кг, рассеиваемые наведенными токами, когда образец подвергают действию переменного магнитного поля, которое в данном случае является переменным полем с частотой 400 Гц, создающим переменную синусоидальную индукцию, благодаря применению известного специалисту электронного автоматического регулирования прикладываемого магнитного поля, максимальное значение которой равно 2 тесла. В случае (1) металл был подвергнут только непрерывному отжигу.
- Потери (2): магнитные потери в Вт/кг после отжига оптимизации, следующего за непрерывным отжигом.

На основании этих испытаний выявили следующее экспериментальное отношение, связывающее число сгибов до разрыва и обрабатываемость резкой материалов под прессом:
- число сгибов, превышающее или равное 20, полученное в результате непрерывного отжига при температуре плато, превышающей или равной 720°С, при времени плато, превышающем 30 секунд, соответствует очень хорошей обрабатываемости резкой (испытания 2-6, 8-13);
- число сгибов, превышающее или равное 20, полученное в результате непрерывного отжига при температуре плато ниже 720°С, при времени плато, меньшем или равном 30 секундам, соответствует хорошей обрабатываемости резкой (испытания 1, 7, 16, 28, 32);
- число сгибов от 15 до 20 соответствует еще допустимой средней обрабатываемости резкой;
- число сгибов менее 15 соответствует плохой обрабатываемости резкой, чего следует избегать.
Таким образом, учитывают только условия, позволяющие получить обрабатываемость резкой от «средней» до «очень хорошей», то есть когда материалы выдерживают не менее 15 последовательных сгибаний без разрыва.
Кроме того, эти испытания неожиданно показали, что скорость охлаждения на выходе непрерывного отжига позволяет контролировать обрабатываемость резкой отожженной полосы и, в целом, ее хрупкость при операциях, при этом критический предел соответствует примерно 600°С/ч.
Кроме того, выяснилось следующее.
При высоких скоростях охлаждения (35000 и 5000°С/ч) металл систематически проявляет, по меньшей мере, хорошую и даже очень хорошую обрабатываемость резкой в случае частично или полностью рекристаллизованных материалов, то есть подвергнутых непрерывному отжигу при температуре по меньшей мере 710°С. При температуре ниже 710°С (испытания 1 и 7) за счет увеличения времени плато тоже можно получить частичную рекристаллизацию, но это время плато должно быть большим, что не совместимо с эффективным промышленным непрерывным отжигом. Следовательно, предпочтительной является температура отжига, превышающая 700°С и даже превышающая 720°С.
При значениях 1000°С/ч и особенно 600°С/ч обрабатываемость резкой ухудшается, но еще остается достаточной. Но во всех случаях испытаний при 250°С/ч полоса ломается после очень небольшого числа сгибаний (часто менее 5), что со всей очевидностью показывает, что материалы становятся хрупкими и не поддаются резке.
Считается, что охлаждение со скоростью не менее 600°С/ч позволяет получить полосу с удовлетворительной способностью к резке.
Этот контроль обрабатываемости резкой за счет регулирования скорости охлаждения на выходе промышленного непрерывного отжига подтверждается не только для толщины полосы в 0,2 мм, но также для значений толщины 0,1 мм и 0,35 мм, что дает такой же предел пластичности/хрупкости при скорости примерно 600°С/ч.
При коротком времени плато, менее 3 минут, и при температурах отжига ниже 720°С (испытания 1, 7 и 16) коэрцитивные поля полученных материалов являются очень большими, не менее 150 Э, что соответствует в основном очень деформационно-упрочненным и восстановленным материалам без существенной кристаллизации. Тем не менее, магнитные потери превышают 500 Вт/кг. Следовательно, необходимо применять температуры плато, превышающие или равные 720°С, что позволяет получать при времени плато менее 3 минут ограниченные магнитные потери (менее 500 Вт/кг для толщины полосы 0,2 мм).
Таким образом, предпочтительно при толщине от 0,05 мм до 0,6 мм магнитные полосы в соответствии с изобретением характеризуются магнитными потерями менее 500 Вт/кг, предпочтительно менее 400 Вт/кг.
Отмечается также, что применение слишком высоких температур, находящихся в аустенитной области, при непрерывном отжиге (температуры отжига свыше 900°С, испытания 6, 12 и 21) приводит к существенному ухудшению показателя магнитных потерь после дополнительного отжига при 850°С/ 3 ч. Поэтому непрерывный отжиг является более эффективным, если температура плато при отжиге достаточно удалена от 950°С.
Отжиг при 900°С не меняет или меняет лишь в незначительной степени магнитные потери после дополнительного статического отжига в течение 3 ч по сравнению с меньшими температурами. Таким образом, наиболее подлежащей температурной зоной плато можно считать зону между 720°С и 900°С.
Кроме того, кроме важного критерия способности к резке отожженных листов, необходимо также получать магнитные материалы с ограниченными магнитными потерями как с точки зрения энергетической эффективности машин, так и с учетом аспектов локального термического нагрева.
Так, следует различать два момента.
В частности, способ в соответствии с изобретением позволяет непосредственно получать изделия (такие как статоры или роторы), вырезанные из отожженной полосы, которые уже имеют требуемые механические характеристики типа HLE с соответствующими им обязательно ухудшенными магнитными потерями. Однако магнитные потери должны оставаться на таком уровне, который позволяет удалять тепло из ротора: обычно магнитные потери при 2 Т/400 Гц и при толщине 0,2 мм должны быть меньше 500 Вт/кг и предпочтительно меньше 400 Вт/кг. Способ в соответствии с изобретением позволяет получать такие значения.
Кроме того, хотя способ в соответствии с изобретением позволяет вырезать все детали после непрерывного отжига с заранее определенным и высоким пределом упругости, соответствующие, например, требованиям для ротора, все же после вырезания необходимо для вырезанных деталей статора специально применять отжиг для оптимизации магнитных свойств (типа 850°С - 3 ч в атмосфере чистого Н2), поскольку статор в первую очередь должен иметь очень малые магнитные потери. При этом важно, чтобы полосы, получаемые в результате непрерывного отжига, могли восстановить после дополнительного отжига оптимизации такие же магнитные потери, которые они имели непосредственно только после одного отжига оптимизации. Эти очень низкие потери составляют примерно 35 Вт/кг при 2 Т/400 Гц для толщины полосы 0,2 мм, 71 Вт/кг для толщины полосы 0,35 мм и 28 Вт/кг для толщины полосы 0,1 мм в случае промышленных и коммерческих марок Fe-49% Со-2% V - от 0 до 0,1% Nb - от 0,003 до 0,02% С, не подвергнутых переплавке после 1-го выхода в виде слитков. Таким образом, после применения дополнительного отжига 850°С/3 ч к полосам, полученным в результате непрерывного отжига, желательно, чтобы потери не превышали более чем на 20% магнитные потери, измеренные после одного «обычного» статического отжига при 850°С/3 ч. Способ в соответствии с изобретением позволяет достигать таких показателей.
Для изучения потенциального влияния состава сплава на механические и магнитные свойства были проведены испытания, аналогичные испытаниям, описанным со ссылками на таблицу 7, для разных составов сплава. При этих испытаниях непрерывный отжиг был осуществлен при 850°С при времени плато в 1 минуту с последующим охлаждением со скоростью 5000°С/ч в атмосфере Н2.
Химические составы использованных образцов, а также полученные свойства указаны в таблице 8. В этой таблице Js обозначает намагниченность насыщения в тесла.
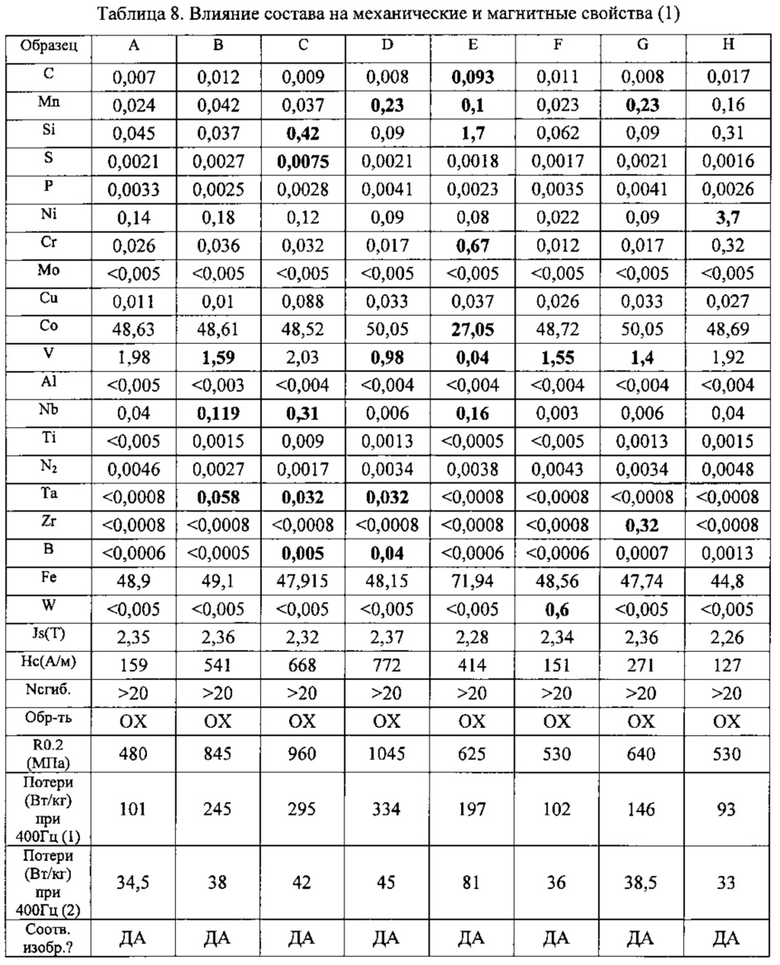
Все составы из этой таблицы соответствуют изобретению.
Пример А соответствует сплаву такого же состава, что был использован для испытаний, указанных в таблице 7. Таким образом, пример А идентичен испытанию 10 в этой таблице 7.
Пример В включает в себя снижение процентного содержания ванадия и добавление ниобия и тантала, причем последний используют в качестве замедлителя упорядочения ванадия, тогда как ниобий является ингибитором роста, позволяющим ограничить появление рекристаллизации и рост зерна вместе с непрерывным отжигом. Как отмечается, характеристики находятся в диапазоне требуемых свойств и одновременно смещены к более высоким значениям предела упругости и магнитных потерь по сравнению с примером А.
Пример С содержит больше Si, S, Nb, Та и В, чем контрольный сплав А, и при этом соответствует диапазону требуемых свойств: кремний, добавленный в умеренном количестве, приводит к небольшому твердению металла за счет присутствия в твердом растворе, тогда как бор и сера осаждаются на границах зерен, а ниобий замедляет кристаллизацию/рост. Это приводит к сильному замедлению кристаллизации, сказывающемуся на высоком переделе упругости, а также к допустимому увеличению магнитных потерь.
Пример D показывает более существенные добавления Μn и В, тогда как тантал остается на том же уровне, что и в сплаве С, а содержание ванадия уменьшилось до 1%. Характеристики пока остаются в соответствии с изобретением. Большее добавление бора приводит к сильному захвату зародышей и границ зерен, что еще больше увеличивает значения предела упругости и магнитных потерь.
Пример Ε характеризуется значительным добавлением С, Si, Cr и Nb, тогда как содержание кобальта доведено до 27%, что ухудшает магнитные свойства сплава, но зато делает его намного более дешевым. Содержание ванадия доведено до очень низкого уровня, так как при таком содержании кобальта отсутствует охрупчающее упорядочение. Полученные магнитные характеристики пока остаются в диапазоне требуемых свойств, даже если магнитные потери после дополнительного отжига оптимизации достигают довольно высокого уровня (81 Вт/кг), но все же пока соответствуют требуемым свойствам (<100 Вт/кг).
В примере F часть ванадия заменили вольфрамом по сравнению с контрольным сплавом А. Характеристики меняются лишь незначительно и в любом случае остаются в диапазоне требуемых свойств.
В примере G часть ванадия заменили цирконием. Поскольку Zr является ингибитором зародышеобразования и роста зерна, чуть менее сильным, чем Nb, значения предела упругости и магнитных потерь увеличились (по сравнению со сплавом А), но в любом случае остаются в пределах спектра требуемых свойств.
В примере Н добавлено более 3% Ni, что, как известно, повышает пластичность материала, а также его удельное электрическое сопротивление. Однако намагниченность до насыщения оказывается меньше, хотя и остается в рамках изобретения, как и все другие характеризуемые свойства.
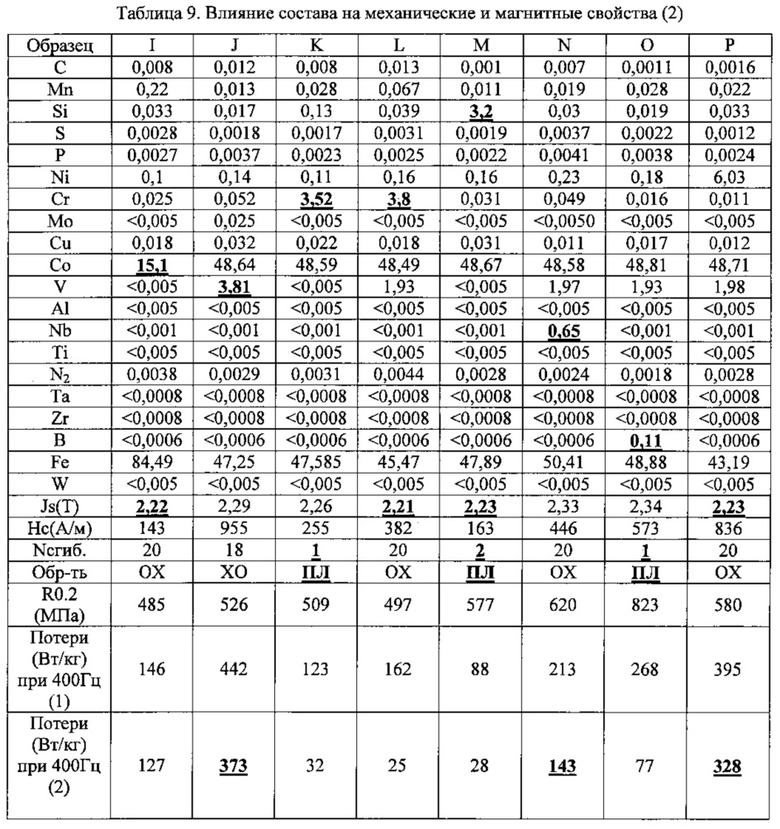
Для сравнения были проведены аналогичные испытания для составов сплава, не соответствующих изобретению.
Химические составы использованных образцов, а также полученные свойства указаны в таблице 9.

Все составы в этой таблице соответствуют изобретению.
Пример I, в котором состав содержит 15% Co, показывает насыщение при Js=2,22 T, что ниже необходимого минимального предела в 2,25 Т. Это значит, что необходимо иметь не менее 18%) Со. Действительно, сплавы FeCo пользуются спросом, благодаря их высокой насыщенной намагниченности, для бортовых систем (космонавтика, авиация, железнодорожный транспорт, автомобильный транспорт, робототехника…).
Состав в примере J содержит 3,8%) ванадия, что превышает нижний предел 3% V+W. Такое содержание больше соответствует двухфазной области α+γ, что приводит к сильному ухудшению магнитных свойств после дополнительного отжига оптимизации характеристик (850°С/3 ч), которые оказываются намного ниже требуемого предела в 100 Вт/кг.
Состав согласно примеру К содержит 3,5% хрома, но мало ванадия, что обеспечивает ему достаточную намагниченность до насыщения (2,26 Т), но приводит к очень низкой способности к резке и сгибанию. Это связано с тем, что в отличие от ванадия хром не обладает способностью замедлять охрупчающее упорядочение FeCo в области 50%) Со ±25%. Следовательно, горячекатаные полосы, подвергнутые холодной прокатке, а затем непрерывному отжигу, являются хрупкими.
Пример L позволяет обойти вышеуказанную проблему за счет использования 2% ванадия, как в контрольном сплаве А, и, кроме того, содержания хрома, превышающего 3%, как в предыдущем примере К. Металл становится пластичным и поддается резке после непрерывного отжига, но при этом содержание немагнитных элементов становится слишком высоким и за счет разбавления магнитных атомных моментов железа и кобальта намагниченность до насыщения Js становится меньше (2,21 Т) требуемого нижнего предела в 2,25 Т.
Состав в примере М не содержит ванадия, но содержит 3,2% кремния. При таком содержании сплав не является пластичным, так как кремний не замедляет охрупчающего упорядочения, как это делает ванадий. Наоборот, кремний повышает твердость сплава и охрупчает его за счет тенденции к упорядочению в сторону стехиометрического соединения Fe3Si. Кроме того, содержание кремния 3,2% имеет намагниченность до насыщения Js ниже минимального предела в 2,25 Т (действительно, Si является немагнитным элементом и, следовательно, разбавляет магнитные моменты Fe и Со).
Состав в примере N содержит 2% ванадия, как и контрольный сплав А, и дополнительно содержит 0,65% ниобия, что превышает предел 0,5% в соответствии с изобретением. Однако ниобий известен не только как сильный ингибитор зародышеобразования, кристаллизации и роста зерна, но также как элемент, способствующий появлению карбонитридов Nb и фаз Лавеса (Fe, Co)2Nb, когда содержание ниобия становится большим. Эти фазы и выделения замедляют еще больше миграцию границ зерен и разрушают магнитные свойства за счет эффективного закрепления стенок Блоха. Это приводит к повышенным потерям (143 Вт/кг) после дополнительного отжига оптимизации магнитных характеристик.
Состав в примере О содержит 0,11% бора, то есть намного выше максимального предела бора в соответствии с изобретением (0,05%). Это приводит к очень сильной хрупкости материала при сгибании и к плохой обрабатываемости резкой: выделения боридов Fe и Co является такими, что зерна становятся хрупкими и металл полностью теряет пластичность.
Пример Ρ использует значительное добавление никеля (6,03%), тогда как в остальном состав остается очень похожим на контрольный сплав А: здесь не только слишком низкой становится намагниченность до насыщения (2,23 Τ < минимума 2,25 Т), но также магнитные потери после дополнительного отжига оптимизации магнитных свойств (850°С - 3 ч) становятся слишком большими (328 Вт/кг). Действительно, никель стабилизирует фазу γ, и такой сплав приводит к сильному присутствию немагнитной фазы γ в среде ферромагнитной ферритовой фазы. Следовательно, материал становится менее мягким в магнитном отношении, и магнитные потери становятся слишком большими.
Испытания, отраженные в вышеуказанных таблицах, показывают, что способ в соответствии с изобретением позволяет производить при помощи промышленного непрерывного отжига тонкую полосу FeCo, поддающуюся резке по сложной форме, например, с применением пресса, и одновременно обеспечивает получение значений предела упругости в очень широком диапазоне, - как правило, 450-1150 МПа, - без превышения значения потерь при 2 Т/400 Гц в 500 Вт/кг (при толщине 0,2 мм) и предпочтительно менее 400 Вт/кг, при этом очень низкое значение магнитных потерь можно восстановить после обычного статического дополнительного обжига при 850°С.
Эти свойства могут быть получены, если:
- химический состав соответствует изобретению,
- скорость охлаждения металла на выходе непрерывного отжига, определяемая между температурой плато и 200°С, равна, по меньшей мере, 600°С/ч и предпочтительно, по меньшей мере, 1000°С/ч,
- температура плато равна, по меньшей мере, 700°С, предпочтительно, по меньшей мере, 720°С,
- температура плато не превышает 900°С.
Наконец, были проведены испытания на старение при 200°С при времени выдержки 100 ч и совокупного времени 100 ч + 500 ч. Эти испытания были проведены при 200°С, так как эта температура примерно соответствует максимальной температуре, до которой нагреваются материалы ярм вращающихся электротехнических машин в нормальных условиях работы. Для этого были проведены испытания со сплавом типа AFK502R по двум стандартам качества, соответствующим статическому отжигу при 760°С в течение двух часов и при 850°С в течение трех часов, и для полос в соответствии с изобретением, соответствующих непрерывному отжигу при температуре 880°С на трех скоростях движения: 1,2 м в минуту, 2,4 м в минуту и 4,8 м в минуту в печи с полезной длиной 1,2 м. В ходе этих испытаний измеряли В 1600 (магнитная индукция для поля 1600А/м), отношение Br/Bm остаточной магнитной индукции к максимальной магнитной индукции и коэрцитивное поле Hc. Результаты представлены в таблице 10.
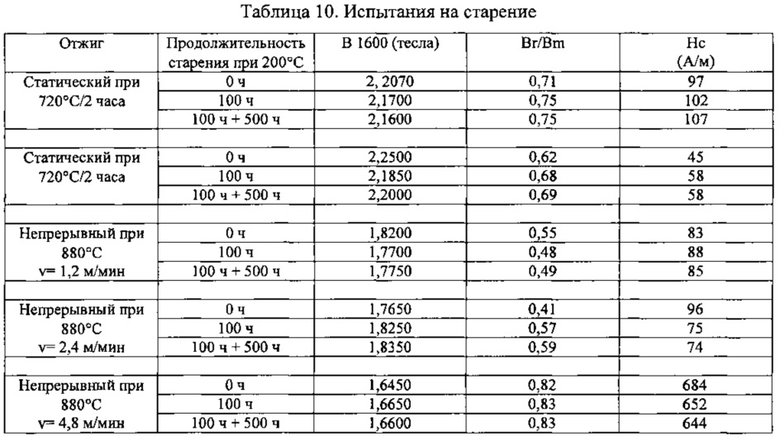
Результаты показывают, что для образцов, отжигаемых статически, индукция В для поля 1600 А/м снижается на 2% в результате отжига, тогда как коэрцитивное поле Не увеличивается на 10% (термическая обработка при 760°С) или на 25% (термическая обработка при 850°С).
Для образцов, подвергнутых непрерывному отжигу, индукция В для поля 1600 А/и меняется в результате отжига не более чем на 2%, а коэрцитивное поле Hc - не более чем на 23%.
Эти результаты показывают, что сплавы, отожженные в непрерывном режиме, являются не более чувствительными к старению, чем сплавы, отожженные в статическом режиме. Так, из определенного выше сплава, то есть содержащего 18-55% кобальта, 0-3% ванадия + вольфрама, 0-3% хрома, 0-3% кремния, 0-0,5% ниобия, 0-0,05% бора, 0-0,1% углерода, 0-0,5% циркония + тантала, 0-5% никеля, 0-2% марганца, остальное составляет железо и примеси, и, в частности, сплава типа AFK502R можно изготавливать магнитные компоненты и, в частности, магнитные экраны посредством вырезания деталей из холоднокатаных полос, подвергнутых непрерывному отжигу, для получения требуемых механических характеристик с учетом назначения компонентов, и, в зависимости от этого назначения, осуществляя или не осуществляя на этих вырезанных и, возможно, соединенных деталях дополнительный отжиг для улучшения качества, предназначенный для оптимизации магнитных свойств сплава.
Для каждого назначения и каждого отдельного сплава специалист может определить необходимые механические и магнитные характеристики, а также особые условия термических обработок, позволяющие получать их. Разумеется, холоднокатаные полосы получают посредством холодной прокатки горячекатаных полос, подвергнутых сверхбыстрой закалке, для сохранения в основном разупорядоченной структуры. Специалисту известно производство таких горячекатаных полос.
Кроме того, можно осуществить термическую обработку раскисления, чтобы обеспечить электрическую изоляцию деталей, что известно специалисту.
Преимуществом этого способа является то, что он позволяет, с одной стороны, уменьшить число марок сплавов, необходимых для удовлетворения различных нужд потребителей, и, с другой стороны, уменьшить число статических термических обработок на вырезанных деталях.
Кроме того, специалисту понятно, что указанные химические составы определяют нижний предел и верхний предел только для элементов, которые должны присутствовать. Нижние пределы содержания факультативно присутствующих элементов установлены в значении 0%, учитывая, что эти элементы могут всегда присутствовать, по меньшей мере, в виде ничтожных количеств, которые можно в большей или меньшей степени отслеживать при помощи известных средств анализа.
Изобретение относится к области металлургии, а именно к изготовлению полосы из магнитомягкого сплава. Способ изготовления полосы из магнитомягкого сплава толщиной менее 0,6 мм, пригодной для механической резки, включает холодную прокатку полосы, полученной горячей прокаткой полуфабриката, затем полосу подвергают непрерывному отжигу пропусканием через печь непрерывного действия при температуре в пределах от температуры перехода упорядочения/разупорядочения сплава до температуры начала ферритно-аустенитного превращения сплава, причем скорость движения полосы устанавливают таким образом, чтобы время выдержки полосы в печи непрерывного действия при температуре отжига составляло меньше 10 минут. Скорость охлаждения полосы, выходящей из печи непрерывного действия в интервале между температурой перехода упорядочения/разупорядочения сплава и 200°С, превышает 600°С/ч. Затем осуществляют охлаждение до температуры менее 200°С. Полученные полосы обладают высокой пластичностью для дальнейшей механической резки. 3 н. и 13 з.п. ф-лы, 10 табл., 8 пр.
1. Способ изготовления полосы из магнитомягкого сплава, пригодной для механической резки и имеющей следующий химический состав, мас. %:
18 ≤ Со ≤ 55
V+W ≤ 3
Cr ≤ 3
Si ≤ 3
Nb ≤ 0,5
В ≤ 0,05
С ≤ 0,1
Zr+Та ≤ 0,5
Ni ≤ 5
Mn ≤ 2
остальное составляют железо и неизбежные примеси,
в котором подвергают холодной прокатке полосу, полученную в результате горячей прокатки полуфабриката, выполненного из этого сплава, для получения холоднокатаной полосы толщиной менее 0,6 мм,
отличающийся тем, что после холодной прокатки полосу подвергают непрерывному отжигу пропусканием через печь непрерывного действия при температуре в пределах от температуры перехода упорядочения/разупорядочения сплава до температуры начала ферритно-аустенитного превращения сплава, причем скорость движения полосы устанавливают таким образом, чтобы время выдержки полосы в печи непрерывного действия при температуре отжига составляло меньше 10 мин, с последующим охлаждением до температуры менее 200°C, причем скорость охлаждения полосы, выходящей из печи непрерывного действия, в интервале между температурой перехода упорядочения/разупорядочения сплава и 200°C превышает 600°C/ч.
2. Способ по п. 1, отличающийся тем, что температура отжига составляет от 700 до 930°C.
3. Способ по п. 1, отличающийся тем, что температура отжига составляет от 720 до 900°C.
4. Способ по любому из пп. 1-3, отличающийся тем, что скорость охлаждения полосы, выходящей из печи непрерывного действия, между температурой перехода упорядочения/разупорядочения сплава и 200°C превышает 1000°C/ч.
5. Способ по любому из пп. 1-3, отличающийся тем, что скорость движения полосы в печи непрерывного действия и температуру отжига устанавливают таким образом, чтобы регулировать механическую прочность полосы.
6. Способ по п. 1, отличающийся тем, что сплав имеет следующий химический состав, мас. %:
47 ≤ Со ≤ 49,5
0,5 ≤ V ≤ 2,5
Та ≤ 0,5
Nb ≤ 0,5
Cr < 0,1
Si < 0,1
Ni < 0,1
Mn < 0,1.
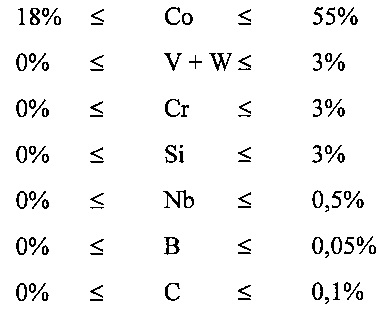
7. Холоднокатаная полоса толщиной менее 0,6 мм из магнитомягкого сплава, имеющего следующий химический состав, мас. %:
18 ≤ Со ≤ 55
V+W ≤ 3
Cr ≤ 3
Si ≤ 3
Nb ≤ 0,5
В ≤ 0,05
С ≤ 0,1
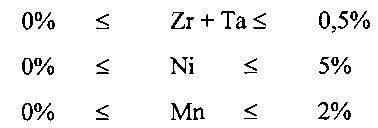
Zr+Та ≤ 0,5
Ni ≤ 5
Mn ≤ 2
остальное составляют железо и неизбежные примеси, полученная способом по любому из пп. 1-3, при этом ее микроструктура является:
- либо «частично рекристаллизованной», при этом, по меньшей мере, на 10% поверхности образцов при наблюдении через микроскоп с увеличением ×40 после химического травления хлорным железом невозможно идентифицировать границу зерен;
- либо «рекристаллизованной», при этом, по меньшей мере, на 90% поверхности образцов при наблюдении через микроскоп с увеличением ×40 после химического травления хлорным железом можно идентифицировать сетку границ зерен, причем полоса может выдерживать не менее 15 сгибаний, при испытании на сгибание согласно стандарту ISO 7799.
8. Полоса из магнитомягкого сплава по п. 7, отличающаяся тем, что она имеет следующий химический состав, мас. %:
47 ≤ Со ≤ 49,5
0,5 ≤ V ≤ 2,5
Та ≤ 0,5
Nb ≤ 0,5
Cr ≤ 0,1
Si ≤ 0,1
Ni ≤ 0,1
Mn ≤ 0,1
и предел упругости Rp0,2 от 590 МПа до 1100 МПа, коэрцитивное поле Нc от 120 А/м до 900 А/м, магнитную индукцию В для поля 1600 А/м от 1,5 до 1,9 Тесла.
9. Полоса из магнитомягкого сплава по п. 7 или 8, отличающаяся тем, что намагниченность до насыщения полосы превышает 2,25 Т.
10. Полоса из магнитомягкого сплава по п. 7 или 8, отличающаяся тем, что она имеет в химическом составе С ≤ 0,02 мас.%.
11. Полоса из магнитомягкого сплава по п. 9, отличающаяся тем, что она имеет в химическом составе С ≤ 0,02 мас.%.
12. Полоса из магнитомягкого сплава по п. 7 или 8, отличающаяся тем, что она имеет толщину от 0,05 до менее 0,6 мм и характеризуется магнитными потерями, меньшими 500 Вт/кг.
13. Способ изготовления магнитного компонента, отличающийся тем, что обеспечивают полосу из магнитомягкого сплава, полученную способом по любому из пп. 1-6, вырезают множество деталей посредством механической резки полосы из магнитомягкого сплава и вырезанные детали собирают для получения магнитного компонента.
14. Способ по п. 13, отличающийся тем, что магнитный компонент подвергают статическому отжигу для оптимизации магнитных свойств.
15. Способ по п. 14, отличающийся тем, что статический отжиг для оптимизации магнитных свойств представляет собой отжиг магнитного компонента при температуре от 820 до 880°C в течение времени от 1 до 5 ч.
16. Способ по п. 13, отличающийся тем, что магнитный компонент представляет собой магнитное ярмо.
| US 3622409 A, 23.11.1971 | |||
| US 3695944 A, 03.10.1972 | |||
| US 3793092 A, 19.02.1974 | |||
| Способ изготовления поковок изМАгНиТОМягКиХ жЕлЕзОКОбАльТОВыХСплАВОВ | 1978 |
|
SU850700A1 |
| МОЛОТИЛОВ Б.В., Прецизионные сплавы, Справочник, М., Металлургия, 1974, с.110-112. | |||

