Изобретение относится к металлургии, конкретнее к созданию магнитострикционных сплавов и может быть использовано при производстве сердечников преобразователей для ультразвуковой и электровибрационной техники.
Известен способ получения магнитного сплава, содержащего 2 - 6% алюминия, остальное железо, включающий выплавку, ковку, горячую прокатку с промежуточным и окончательным высокотемпературным отжигом [1].
Недостатком данного способа является низка магнитострикция (5•10-6).
Наиболее близким к предложенному по технической сущности является способ изготовления магнитного сплава, содержащего 3 - 6% алюминия, включающий выплавку, ковку, горячую прокатку, холодную прокатку с промежуточным и окончательным высокотемпературным отжигами и конечную холодную прокатку с суммарным обжатием 5 - 20% [2].
Недостатком этого способа является низкая магнитострикция (22-36)•10-6.
Предложенное техническое решение направлено на получение сплавов железо-алюминий, где алюминия 12 - 14% по массе, с высокой магнитострикцией и достаточной технологической пластичностью.
Указанный технический эффект достигается тем, что в способе изготовления магнитно-мягкого магнитострикционного сплава, преимущественно системы железо-алюминий, включающем выплавку, холодную прокатку и высокотемпературный отжиг, согласно изобретению получают сплав с содержанием 12 - 14% алюминия, при этом после выплавки сплава осуществляют разливку жидкого металла на ленту со скоростью 104 - 105oC/с по двухвалковой схеме, а высокотемпературный отжиг полученной ленты производят при 1100 - 1200oC в течение 1 - 2 ч в вакууме с последующим охлаждением до температуры 800 - 850oC со скоростью 50 - 100oC/мин. Холодную прокатку с обжатием 5 - 20% рекомендуется проводить перед высокотемпературным отжигом.
Сущность предложенного технического решения заключается в создании в результате скоростной закалки расплава в двух валках микрокристаллической структуры с размером зерна 10 - 20 мкм в виде ленты толщиной 0,20 - 0,25 мм. Такая лента хорошо прокатывалась в холодную, легко резалась, сматывалась в рулон и штамповалась. Природная хрупкость сплава Fe - 12 - 14% A1 была преодолена за счет мелкозернистой кристаллической структуры и частичного подавления упорядочения при скоростной закалке расплава. Холодная прокатка микрокристаллической ленты с обжатием 5 - 20% и высокотемпературный отжиг с резким охлаждением на начальном этапе обеспечили создание текстурованного по типу (110)<oke> магнитно-мягкого материала в виде ленты с определенным объемом 90o доменов, созданных за счет выделений карбидов алюминия, что предопределило получение высокой магнитострикции насыщения ( λs ≈70•10-6) в сравнительно малых магнитных полях (50 - 100 Э).
Выбор двухвалковой схемы разливки со скоростью охлаждения расплава 104 - 105 oC/с обусловлен необходимостью обеспечения скорости закалки при толщине получаемой ленты 0,20 - 0,25 мм. Минимальная величина среднего размера зерна получаемой ленты 10 мкм соответствует наибольшей пластичности δ ≈ 5% при максимальной скорости охлаждения 105 oC/с, ограниченной техническими возможностями установки для микрокристаллического литься (скоростью вращения валков, эффективностью их охлаждения, температурой выпуска расплава, давлением валков, объемом охлаждаемого расплава и другими параметрами установки).
Выбор температуры отжига 1100 - 1200oC позволяет получить максимальные значения магнитострикции насыщения в минимальных магнитных полях. Интервал температур термической обработки определяется наиболее эффективными при этих температурах процессами рафинировки и тесно связанным с ним процессом формирования текстуры. Сульфиды алюминия и карбиды алюминия растворяются наиболее благоприятным образом, обеспечивая получение совершенной текстуры (110)<Oke>. Более высокие температуры вызывают сильный рост зерен всех ориентировок и не позволяют получить текстуру (110)<Oke>, а тем самым уменьшают объем 90o доменов, образующихся благодаря выделению карбидов, и определяющих величину магнитострикции.
Температуры ниже 1100oC дают более низкие значения магнитострикции насыщения в силу заторможенности или остановки процессов рафинировки и текстурообразования. Выбор длительности термообработки определяется оптимальными значениями магнитострикции насыщения и связан с условиями получения оптимальной текстуры в ленте.
Интервал температур термообработки связан с весом садки.
Скорость охлаждения в вакууме ≈ 50 -100oC/мин, обеспечивает формирование карбидов алюминия по осям <100>, как из твердого раствора, так и из газовой фазы над поверхностью ленты [3]. Определенную роль играют напряжения, возникающие при таких скоростях охлаждения. Причем направления <100> являются наиболее благоприятными для их концентрации. После выпадания карбидов имеет место напряженное состояние, которое снимается при дальнейшем охлаждении с температуры 800 - 850oC. При намагничивании около выпавших карбидов возникают направленные напряжения, обеспечивающие перестройку 180o границ в 90o и максимальные значения магнитострикции.
Использование температур ниже 800oC вызывает излишние напряжения, которые могут сохраниться при медленном ≈ 100oC/ч охлаждении и не позволит получить максимальных значений магнитострикции насыщения в магнитных полях 50 - 100 эрстед. Охлаждение до температур выше 850oC не позволяет получить достаточное количество направленных карбидов в силу их растворения и в дальнейшем обеспечить достаточный объем 90o доменов, а т.е. не даст высоких значений магнитострикции.
Увеличение времени термической обработки свыше 2 ч вызовет уменьшение углерода ниже оптимального уровня и приведет к снижению количества направленных карбидов, уменьшению объема 90o доменов, а т.е. к снижению уровня магнитострикции насыщения.
Уменьшение времени выдержки при 1100 - 1200oC менее 1 ч не даст должного развития процессу рекристаллизации и не будут получены высокие значения магнитострикции.
Проведение охлаждения со скоростями более 100oC/мин ограничено техническими возможностями используемого оборудования, так как масса садки отжигаемого металла, объем бесфутеровочной печи и среда отжига безусловно ограничивают скорость охлаждения.
Охлаждение со скоростью мене 50oC/мин не дает значительного эффекта увеличения магнитострикции, так как выделения карбидов алюминия незначительны и не весь объем 180o границ перестраивается в 90o.
Холодная прокатка с обжатием более 20% приводит к разрушению текстуры, полученной во время литья, и тем самым не позволяет получить совершенную текстуру (110)<Oke> и мы не достигаем высоких значений магнитострикции насыщения.
Холодная прокатка с обжатием менее 5% при имеющейся разнотолщинности ленты в толщине 0,2 - 0,25 мм технически трудно реализуема и не дает заметного увеличения магнитострикции насыщения.
Выбор сплавов с содержанием алюминия 12 - 14% алюминия по массе не случаен. Такие сплавы имеют наивысшие константы магнитострикции, а т.е. и наибольшие значения магнитострикции насыщения.
Пример осуществления способа.
Сплав Fe - 13% Al выплавляли в вакуумно-индукционной печи с объемом магнезитового тигля 25 кг. Разработанная технология выплавки позволила получить заготовки, содержащие: 0,003% кислорода; 0,2% серы и 0,02% углерода по массе. Операция ковки была исключена благодаря разливки металла в печи под вакуумом в изложницу диаметром 77 мм.
Разливка полученных заготовок на ленту толщиной 0,25 мм проводилась на машине АМКЛ-150, изготовленной ВНИИМетМаш по заданию Института прецизионных сплавов. Расплавление заготовок Fe-A1 сплавов производили в индукционной печи под защитной атмосферой (чистый аргон) для предотвращения окисления металла и изменения его химического состава. После расплавления заготовок при определенной температуре выпуска металл через шибер и сопло попадал в створ двух бронзовых водоохлаждаемых валков, вращающихся навстречу друг другу со скоростью 6,5 м/с, где охлаждался со скоростью 104oC/с. Полученную закаленную ленту толщиной 0,25 мм и шириной 150 мм прокатывали с обжатием 10%, отжигали в вакуумной печи с остаточным давлением 5•10-4 мм рт.ст., при 1100oC в течение 1 ч и охлаждали со скоростью 50oC/мин до 800oC, а затем охлаждали по 100oC/ч. до 400oC, далее охлаждали с выключенной печью под вакуумом до 100oC.
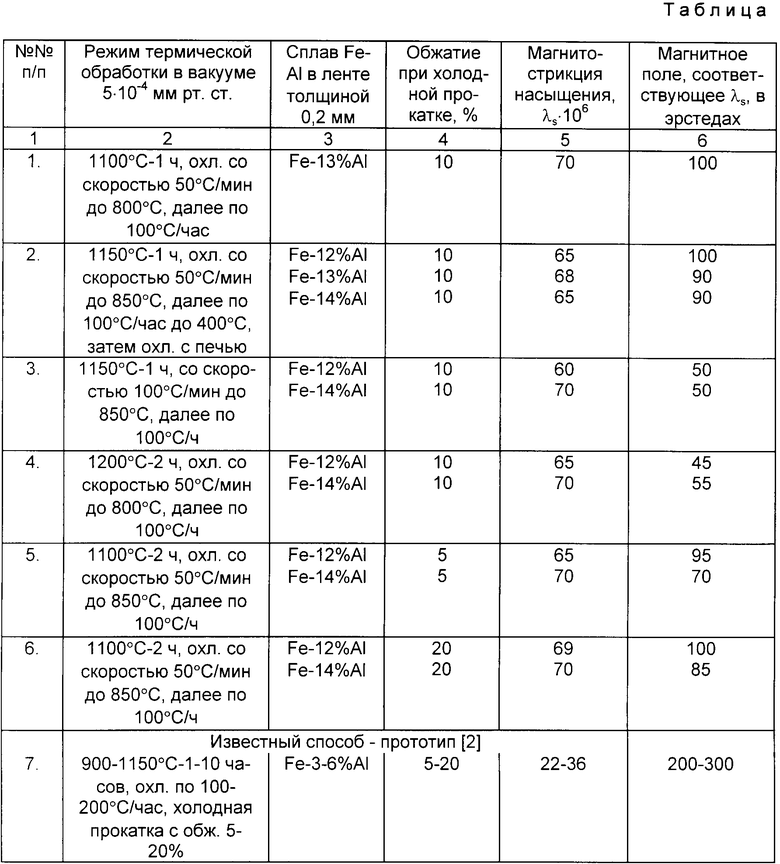
Результаты испытаний, а также остальные примеры осуществления способа с различными технологическими параметрами приведены в таблице.
Из приведенных в таблице данных следует, что предлагаемый нами способ обеспечивает получение сплавов с магнитострикцией в 1,5 - 3 раза большей, чем у аналога.
В результате реализации предложенного способа получена технологичная лента сплавов Fe - 12 - 14% Al, с магнитострикцией насыщения ≈ 70•10-6, из которой изготовлены магнитострикционные преобразователи, способные конкурировать с аналогами из никеля и пермендюра (сплав 49К2Ф).
Измерения магнитострикции производили фотоэлектрическим методом при частоте перемагничивания 50 Гц и размере образца 0,2х30х280 мм [4].
Коэрцитивная сила, измеренная на образцах, изготовленных в соответствии с п.1 - 6 таблицы, в среднем равнялась 15 А/м, магнитная индукция насыщения 1,6 Тл.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГНИТОСТРИКЦИОННЫЙ СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА | 1994 |
|
RU2107110C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИТОСТРИКЦИОННОЙ ЛЕНТЫ | 2004 |
|
RU2279489C1 |
| Способ изготовления магнитного сплава | 1979 |
|
SU872580A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИТОСТРИКЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ЖЕЛЕЗА - "ДИФЕРАЛЬ" | 1996 |
|
RU2108407C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1985 |
|
SU1314687A1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2000 |
|
RU2159821C1 |
| ЛИСТЫ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2092605C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1990 |
|
RU2024629C1 |
| Способ производства электротехнической анизотропной стали | 2016 |
|
RU2633868C1 |
| ЛИСТ ИЛИ ПОЛОСА FeCo СПЛАВА, FeSi СПЛАВА ИЛИ Fe, СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, МАГНИТНЫЙ СЕРДЕЧНИК ТРАНСФОРМАТОРА, ИЗГОТОВЛЕННЫЙ ИЗ УКАЗАННОГО ЛИСТА ИЛИ ПОЛОСЫ, И ТРАНСФОРМАТОР, ВКЛЮЧАЮЩИЙ ТАКОЙ СЕРДЕЧНИК | 2016 |
|
RU2724810C2 |
Изобретение относится к области металлургии и может быть использовано для создания магнитострикционных сплавов. Технический эффект от использования предложенного способа состоит в получении сплава железоалюминий с высокой магнитострикцией насыщения. Сущность изобретения. Предложен способ изготовления магнитострикционного магнитно-мягкого сплава системы железо - 12 - 14% по массе алюминия включает выплавку, разливку жидкого металла на ленту со скоростью охлаждения 104 - 105oC/с по двухвалковой схеме, холодную прокатку с обжатием 5 - 20%, высокотемпературный отжиг полученной ленты в вакууме при 1100 - 1200oC в течение 1 - 2 ч и последующее охлаждение ленты до 800 - 850oC со скоростью 50 - 100oC/мин. Предложенная технология позволяет получить сплав в виде ленты толщиной 0,15 - 0,25 мм с магнитострикцией насыщения ≈ 70•10-6, достигаемой в магнитных полях 50 - 100 Э, причем лента достаточно пластичная (δ, ≈ 5%) и позволяет осуществлять смотку в рулон, резку и штамповку. 2 з.п. ф-лы, 1 табл.
| Способ изготовления магнитного сплава | 1979 |
|
SU872580A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
