Изобретение относится к машиностроению, к механообрабатывающему производству и может быть использовано для шлифования и полирования наружных поверхностей криволинейных труб различной конфигурации, с несколькими радиусными изгибами.
Известны различные механизмы и устройства для полирования труб. Например, по авт. св. СССР N 483227, 1975 обеспечивается возвратно-вращательное движение детали при обработке цилиндрической поверхности. Для аналогичной цели предназначены устройства и способы по авт.св. СССР N 224326, N 806372, N 1278185 и др. Однако эти устройства не обеспечивают обработку криволинейных труб.
Прототипом изобретения является устройство для зачистки поверхности по авт.св. N 1142262, МКО В 24 5/12, 1985. Устройство содержит две шлифовальные головки, кинематически связанные с приводными шкивами. Оно позволяет обрабатывать гладкие трубы. Криволинейные трубы этим устройством обрабатывать также невозможно.
Целью изобретения является обеспечение возможности шлифования и полирования наружных поверхностей криволинейных деталей. Эта цель достигается за счет того, что рабочие поверхности инструментов профилируют по форме обрабатываемой поверхности; инструментальной головке сообщают качание на угол 5oC15o вокруг оси, совмещенной с осью обрабатываемой детали, а детали придают поступательное перемещение по оси качания, при этом радиус инструмента выбирают не менее чем в 1,2 раза меньше радиуса кривизны обрабатываемого участка трубы.
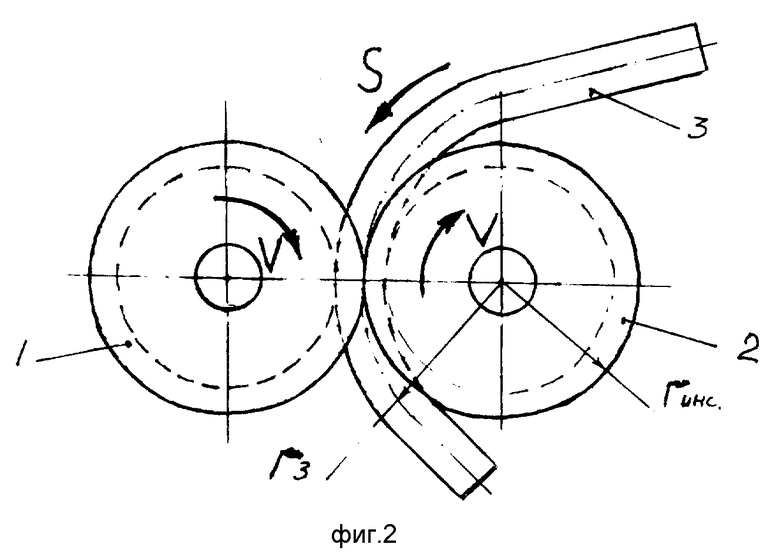
На фиг. 1 представлена схема предлагаемого способа, вид сбоку, на фиг. 2 та же схема, вид сверху.
Эластичные инструменты 1 и 2 установлены на общей инструментальной головке, которой сообщают качание на угол Φ вокруг оси, совмещенной с осью обрабатываемой детали 3. Рабочие поверхности 4 инструментов профилируют ("заправляют") по форме обрабатываемой трубы. Таким образом, каждый из инструментов охватывает обрабатываемую трубу на половину окружности, а вместе они с двух сторон равномерно и полностью охватывают поверхность обрабатываемой трубы. Обрабатываемой детали трубе сообщается продольная подача Sпр, а инструментам вращение со скоростью v в противоположные стороны, что уравновешивает силы резания и исключает перекосы. Предлагаемый способ обеспечивает обработку криволинейных поверхностей труб с радиусом кривизны rз. Для нормального протекания процесса обработки необходимо, чтобы радиус инструмента rин ≅ 1,2rз. Экспериментально установлено, что если величина радиуса инструмента больше, чем в указанном диапазоне, то криволинейный участок трубы как бы "затирает" инструмент и процесс обработки ухудшается.
Необходимый угол качания по данному способу в диапазоне 15o определен экспериментально. Установлено, что при угле качания менее 5o не обеспечивается равномерность охвата инструментами всей поверхности криволинейного участка. А при угле качания более 15o неоправданно усложняется кинематический привод, возрастают инерционные силы. При этом нет технологической необходимости увеличивать угол более 15o.
В качестве инструмента могут быть использованы абразивные лепестковые круги, рабочая поверхность которых заправлена по радиусу.
В качестве примера можно рассмотреть обработку труб ⊘ 37 мм поручней вагонов метрополитена. Минимальный радиус изгиба этих труб составляет 140 мм. Для труб используются абразивные лепестковые круги o 200 мм, шириной 30 мм, т. е. радиус инструмента 100 мм <1,4.100, что укладывается в установленные требования. Скорость вращения инструментов 1500 1/мин, частота качания 1 качание в 2 с.
Предлагаемый способ позволяет обрабатывать криволинейные трубы без их вращения, что механизирует тяжелый, вредный и опасный ручной труд при их полировании.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ТУРБ | 1995 |
|
RU2093340C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ДЕТАЛЕЙ ТИПА ТРУБ | 1998 |
|
RU2128570C1 |
| Лепестковый полировальный круг | 1982 |
|
SU1024252A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ МОДУЛЬ | 1990 |
|
RU2022760C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| Станок для экструзионного хонингования | 1988 |
|
SU1650402A1 |
| Зачистная лепестковая головка | 1978 |
|
SU712240A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2007 |
|
RU2364487C1 |
| Способ обработки криволинейных поверхностей и станок для его осуществления | 1982 |
|
SU1061785A2 |
Использование: в машиностроении для шлифования и полирования наружных поверхностей криволинейных труб различной конфигурации без их вращения. Сущность: способ состоит в обработке труб инструментальной головкой с двумя вращающимися эластичными инструментами. Рабочие поверхности инструментов профилируют по форме обрабатываемой поверхности. Инструментальной головке сообщают качание на угол 5oC15o вокруг оси, совмещенной с осью обрабатываемой детали. Детали придают поступательное перемещение по оси качания, при этом радиус инструмента выбирают не менее чем в 1,2 раза меньше радиуса кривизны обрабатываемого участка трубы. 2 ил.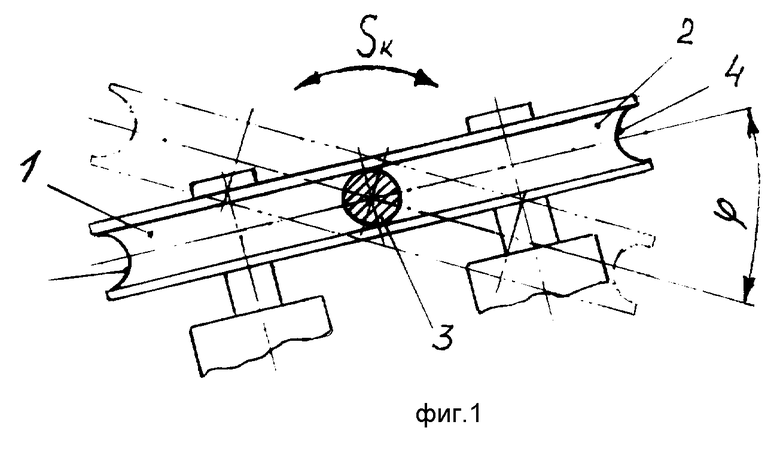
Способ финишной обработки криволинейных деталей типа труб инструментальной головкой с двумя вращающимися эластичными инструментами, отличающийся тем, что рабочие поверхности инструментов профилируют по форме обрабатываемой поверхности, инструментальной головке сообщают качание на угол 5 15° вокруг оси, совмещенной с осью обрабатываемой детали, которой придают поступательное перемещение по оси качания, при этом радиус инструмента выбирают не менее чем в 1,2 раза меньшим радиуса кривизны обрабатываемого участка трубы.
| SU, авторское свидетельство 1142262, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
