Изобретение относится к производству строительных материалов, в частности к производству изделий из цементно-песчаной смеси (облицовочная плитка, стеновые панели, черепица и т.п.).
Известен способ получения глазурованных стеновых бетонных изделий (1), основанный на том, что изделие формируется с подглазурным слоем, который представляет собой композицию из огнеупорного заполнителя, цементного связующего и воды, с последующим нанесением глазури и обжигом под экранной печью.
Основным недостатком этого способа является значительное падение прочности (на 30 40%) подглазурного слоя в процессе обжига, что приводит к его разрушению или отслаиванию от бетонной основы. Другими недостатками указанного способа являются: возникновение в глазурном покрытии сборок, наклонов и пузырей из-за дегидратации цементного камня при обжиге; необходимость применения специального обжигового оборудования (экранные печи).
Наиболее близким к заявленному способу является способ получения глазурованных керамико-цементных плит (2), включающий приготовление цементно-песчанной формовочной смеси с введением огнеупорного заполнителя; литье заготовок, их уплотнение и твердение; термообработку при 850oC 3,5-5 мин; нанесение глазури и политой обжиг при 850oC 3,5-5 мин. При этом в качестве огнеупорного заполнителя используется молотый шамот, а содержание компонентов в массе следующее, мас.
Цемент 45
Песок 20
Шамот 35
(табл. 2, масса N 13 оптимальная).
Основным недостатком указанного способа является низкая конечная прочность изделий (10 15 МПа при сжатии, 3 4 МПа при изгибе). Это обусловлено термическим разрушением (дегидратацией) цементного камня при термообработке и политом обжиге, при этом падение прочности составляет 40 - 55% от первоначальной.
Другими недостатками этого способа являются возникновение дефектов в глазурном покрытии (сборки, наколки, пузыри) из-за выделения паров воды при обжиге глазури, так как температуры и времени термообработки недостаточно для их полного удаления, а также из-за плохого смачивания подложки глазурным расплавом; высокий расход цемента.
Цель изобретения увеличение прочности изделий, улучшение качества глазурного покрытия, уменьшение расхода цемента.
Поставленная цель достигается тем, что в способе изготовления строительных изделий, преимущественно черепицы, облицованной плитки, включающем приготовление цементно-песчаной смеси, литье заготовок, из твердение, термообработку, нанесение глазури и политой обжиг, в цементно-песчаную смесь дополнительно вводят спекающую добавку молотое стекло при следующем соотношении компонентов в мас. цемент 15 25, молотое стекло 20 25, песок остальное, а термообработку осуществляют при 900 - 1000oC в течение 5 60 мин.
При этом в качестве спекающей добавки используют молотые отходы или бой оконного или тарного стекла.
Для исследований использовали портландцемент марки 300, бой оконного или бутылочного стекла и кварцевый песок.
Образцы (плиты 400x400x10 и 200x200x10 мм) готовили следующим образом. Цемент, песок и предварительно молотый бой стекла (остаток на сите N0063 20
25%) смешивали в фарфоровом барабане на валковой мельнице в течение 1 2 ч в соответствии с заданной рецептурой. Полученную смесь затворили водой при соотношении воды: цемент 0,65 0,75 и перемешивали вручную до получения однородной формовочной массы, которую затем заливали в пластмассовые формы, засыпали сверху опилками и оставляли твердеть на воздухе в течение 16 24 ч. После окончания твердения плиты вынимались из форм и подвергались термообработке в муфельной печи по режиму: 100 120oC ч, 950oC-40 мин. После охлаждения на плиты методом пульверизации наносилась глазурь, которая обжигалась при 1000oC 1 5 мин. Прочностные характеристики изделий определялись после каждого технологического передела, качество глазурного покрытия оценивалось визуально при помощи луп X5, X10. Для получения покрытий были использованы стандартные борноциркониевые, борные и свинцовые фриттованные глазури с К.Т. Р. (65 80)•10-7 и температурой растекания порядка 800 950oC, в которые дополнительно вводились окрашивающие соединения: Cr2O3, Fe2O3, CoO. Cu2O и т. п.
Режим термообработки был определен по данным термогравиметрического анализа материала. Его результаты свидетельствуют о том, что интенсивное газовыделение происходит в интервале 120 850oC, однако, для достижения постоянного веса образцов необходим нагрев до 900 1000oC при выдержке от 5 до 60 мин.
Дилатометрические кривые термообработанного материала имеют при нагреве и охлаждении две точки перегиба при 530oC и 600oC. Такой вид кривых характеристик для материалов со стеклосвязкой. В данном случае 530oC - температура начала трансформации (tg), а 600oC начала течения (tg) стекла. К.Т.Р. в интервале вале 20 600oC (наиболее опасный участок при охлаждении глазури) равен примерно (90-100)•10-7 град-1.
Достижение поставленной в изобретении цели обусловлено следующим. Спекающаяся добавка, в нашем случае стекло, в процессе термообработки и политого обжига размягчается и взаимодействует с частицами цемента и песка, как бы склеивая их. Цемент в материале выполняет роль временной связки для обеспечения начальной прочности (4 7 МПа при изгибе) изделий, необходимой для их транспортировки. В процессе термообработки происходит спекание материала, и полное удаление из него гидратной воды и других газообразных продуктов (SO3, CO2). Далее во время обжига расплавленная глазурь взаимодействует с размягченным стеклом в материале, обеспечивая прочное сцепление покрытия с подложкой и устраняя опасность сборки. Отсутствие газовыделения из изделий обеспечивает высокое качество глазурного покрытия без наколок и пузырей. Достигается прочность изделий позволяет снизить расход цемента по сравнению с прототипом примерно в 2 раза.
Увеличение содержания стекла в массе более 25 мас. нецелесообразно, так как это может привести к деформации изделий при обжиге, а снижение количества стекла ниже граничного значения приводит к падению прочности.
Уменьшение содержания цемента менее 15 мас. снижает транспортную прочность изделий, что может привести к большому количеству брака, а увеличение его содержания свыше 25 мас. нецелесообразно, так как это не ведет к увеличению конечной прочности материала, а также способствует дополнительному газовыделению.
Увеличение температуры и времени термообработки выше граничных значений, указанных в формуле, нецелесообразно, так как это может привести к дополнительной усадке и деформации изделий, а снижение параметров термообработки ниже граничных значений ведет к неполному удалению из материала газообразных продуктов, что ухудшает качество глазурного покрытия.
Состав материала и его свойствами представлены в табл. 1, 2 и 3 соответственно.
Как видно из данных приведенных таблиц, предложенный способ обеспечивает получение изделий с прочностью в 2 4 раза большей по сравнению с прототипом, при этом достигается высокое качество глазурного покрытия, а также примерно в 2 раза снижается расход цемента.
Отсутствие дефицитных и токсичных компонентов, применение несложного стандартного оборудования, низкая себестоимость, использование отходов производства делают выгодным применение разработанного способа как с экономической, так и с экологической точек зрения.
Эффективный внешний вид глазурованных цементно-песчаных изделий, хорошие технические свойства делают возможным их широкое использование в строительной индустрии для внешней и внутренней отделки зданий и сооружений.
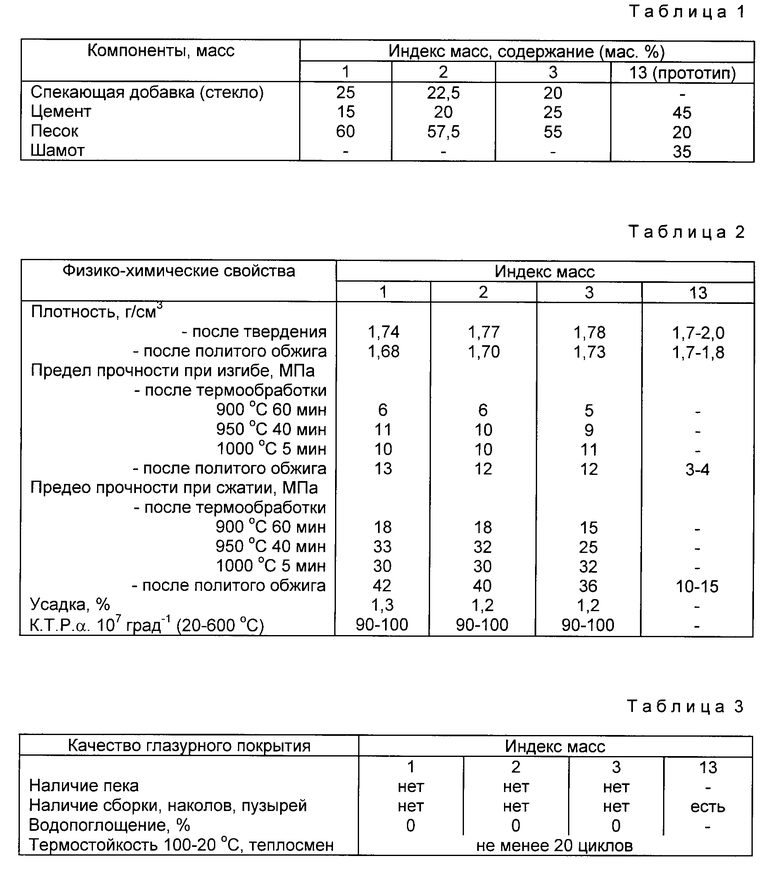
Использование: производство изделий из цементно-песчаных смесей, в частности облицовочной плитки, черепицы, стеновых панелей. Сущность изобретения: строительные изделия изготавливают путем приготовления смеси состава: цемент 15 - 25%, молотое стекло 20 - 25%, песок - остальное, литье заготовок, их твердения, термообработки при 900 - 1000oC в течение 5 - 60 мин с последующим нанесением глазури и политым обжигом. Прочность изделий при сжатии после термообработки 15 - 33 МПа, то же после политого обжига 36 - 42 МПа. Усадка 1,2 - 1,3. 1 з.п. ф-лы, 3 табл.
Цемент 15 25
Молотое стекло 20 25
Песок Остальное
а термообработку осуществляют при 900 1000oС в течение 5 60 мин.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гервидс И.А | |||
| Научные основы технологии керамического глазурования бетонных изделий | |||
| Труды НИИстройкерамики, 1973, - М., N 37, с | |||
| Пуговица | 0 |
|
SU83A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гервидс И.А | |||
| и др | |||
| Крупноразмерные глазурованные керамико-цементные плиты для полов жилых и общественных зданий | |||
| Труды НИИстройкерамики, 1985, - М., N 57, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
