Изобретение относится к машиностроению и может быть использовано для азотирования изделий в электронной и других отраслях промышленности.
Известен способ (а. с. N 1770417, кл. C 23 C 8/35. 23.10.92) обработки металлических поверхностей тлеющим разрядом, включающий обработку детали, являющейся одним из электродов в газовой среде при давлении ниже атмосферного, для повышения производительности процесса и однородности обработки, в газовой среде создают высокотурбулентный или закрученный поток с околозвуковым уровнем тангенциальных скоростей или высокотурбулентный закрученный поток, тангенциальный вдув рабочего газа или высокотурбелентный закрученный поток создают положением магнитного поля ортогональной линии тока в тлеющем разряде.
Известен способ (а.с. N 1799928, кл C 23 C 8/36, 07.03.93) для ионного азотирования полых стальных изделий, реализуемых устройством, содержащим камеру, рабочий полый анод с отверстиями и приспособлением для центровки и изоляции, для расширения технологических возможностей путем проведения одновременной двухсторонней обработки изделий различных типоразмером и повышения производительности устройство снабжено установленным в центре камеры вспомогательным и дополнительным рабочим анодом, причем рабочие аноды выполнены с фланцами с отверстиями и расположенными эквидистантно относительно вспомогательного по периметру камеры, а приспособление для центровки и изоляции выполнено в виде расположенных на фланцах диэлектрических колец с отверстиями, соосными с отверстиями фланцев для прохода газа.
Общим недостатком аналогов является сложность оборудования, использование приспособлений специальной формы, недостаточная однородность покрытия.
Известен способ (а.с. N 1373326, кл. C 23 C 8/36, 28.09.82) азотирования стальных изделий в тлеющем разряде, включающий нагрев изделия-катода, помещенного в рабочую камеру анод, в азотоводородной плазме до 450.580oC и последующую выдержку при этой температуре, для интенсификации процесса азотирования и повышения микротвердости диффузионного слоя азотирование осуществляется при давлении 0,13.13,3 Па, при этом в процессе обработки производят дополнительную ионизацию плазмы тлеющего разряда путем нагрева спирали, присоединенной к отдельному отрицательному электроду с потенциалом до 200 В относительно рабочей камеры-анода. Недостатком способа является сложность оборудования и проведения процесса.
Наиболее близким по технической сущности и достигаемому эффекту является способ азотирования изделий в тлеющем разряде, включающий нагрев и бомбардировку поверхности изделия ионами азота с помощью системы, реализующей эффект полого катода (А.А. Бабад-Захрянин, Г.Д. Кузнецов. Радиационно-стимулируемая химико-термическая обработка М. Энергоиздат, 1982, с. 8, 9).
Недостатком прототипа является сложность оборудования, проектирование специального оборудования, сложность проведения процесса.
Задачей, на решение которой направлено предлагаемое изобретение является повышение качества обработки, равномерность нагрева поверхности до необходимой температуры, равномерность насыщения поверхностного слоя азотом.
Задача решается за счет того, что катод образования обрабатываемой деталью и экраном, к ним подводится отрицательный потенциал, к аноду подводится положительный. Эффект полого катода проявляется в значительном повышении плотности тока, увеличении степени ионизации плазмы, при одновременном снижении напряжения горения разряда.
Использование эффекта полого катода позволяет значительно повысить качество азотированного слоя, приводит к удешевлению и упрощению процесса, уменьшению времени обработки.
На чертеже изображено устройство для реализации способа азотирования в тлеющем разряде. Устройство содержит специальный источник 1, анод 2, катод-деталь 3, экран 4, установленный на определенном расстоянии от катод-детали 3.
Пример конкретной реализации способа.
Способ осуществляется следующим образом: в вакуумной камере устанавливается обрабатываемая деталь и экран. Затем в камере создается определенное давление, необходимое для зажигания тлеющего разряда. В камеру запускается азот. Время обработки выбирается из зависимостей, позволяющих оценить толщину азотированного слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 1994 |
|
RU2096493C1 |
| СПОСОБ КАТОДНОГО РАСПЫЛЕНИЯ | 1995 |
|
RU2101383C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ВАКУУМНО-ПЛАЗМЕННЫХ ПОКРЫТИЙ | 1993 |
|
RU2075538C1 |
| СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ | 1994 |
|
RU2087586C1 |
| СПОСОБ АЗОТИРОВАНИЯ В ПЛАЗМЕ ТЛЕЮЩЕГО РАЗРЯДА | 2009 |
|
RU2409700C1 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1997 |
|
RU2145362C1 |
| СПОСОБ СВЕТЛОЙ ЗАКАЛКИ ИЗДЕЛИЙ В ТЛЕЮЩЕМ РАЗРЯДЕ С ЭФФЕКТОМ ПОЛОГО КАТОДА | 2004 |
|
RU2277592C2 |
| СПОСОБ ИОННОГО АЗОТИРОВАНИЯ СТАЛИ | 2009 |
|
RU2413784C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ И ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ В ВАКУУМЕ | 2006 |
|
RU2324001C1 |
| СПОСОБ ВАКУУМНОГО ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МНОГОСЛОЙНЫХ КОМПОЗИТОВ, СОДЕРЖАЩИХ СЛОЖНЫЕ КАРБИДЫ | 2004 |
|
RU2272088C1 |
Сущность изобретения: способ азотирования изделий в тлеющем разряде включает нагрев и бомбардировку поверхности ионами азота, образуемыми в плазме повышенной плотности, создаваемой между деталью и специальным экраном. 1 ил.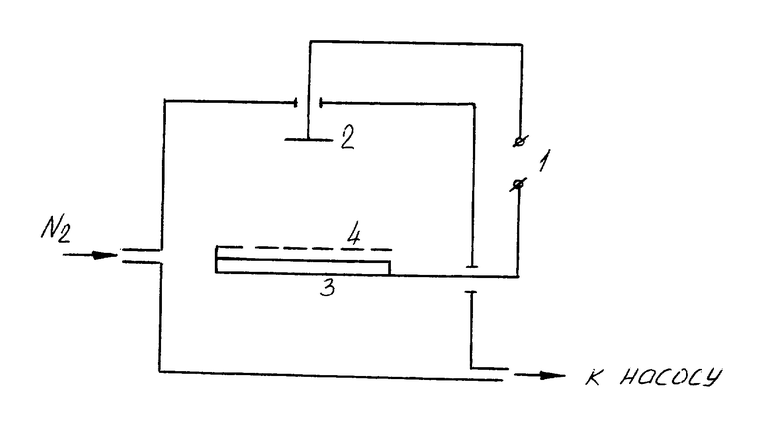
Способ азотирования изделий в тлеющем разряде, включающий нагрев и бомбардировку поверхности ионами азота, образуемыми в плазме повышенной плотности, создаваемой с помощью системы, реализующей эффект полого катода, отличающийся тем, что плазму повышенной плотности создают в системе, реализующей эффект полого катода, образованной деталью и экраном.
| Бабад-Захрянин А.А., Кузнецова Г.Д | |||
| Радиационно-стимулируемая химико-термическая обработка | |||
| - М.: Энергоиздат, 1982, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
