Изобретение предназначено для нанесения гальванического покрытия, например свинцового, на втулки подшипников скольжения из электролита методом электрохимического натирания для улучшения приработки трущихся поверхностей деталей.
Известна установка для нанесения покрытий методом натирания, содержащая источник тока, отрицательный полюс которого соединен с покрываемой деталью, а положительный с анодом, зачехленным тканевым чехлом, стол, емкость с электролитом [1]
Процесс нанесения покрытия выполняется вручную медленным перемещением анода по поверхности обрабатываемой детали возвратно-поступательными или круговыми движениями, при этом анод с чехлом периодически погружается в емкость с электролитом.
Известна установка для нанесения гальванического покрытия из электролита методом натирания, содержащая станину, анод с тканевым чехлом и контактную шину для обрабатываемой детали, соединенные с разноименными полюсами источника тока, емкость с электролитом, в которую по мере надобности опускают анод с тканевым чехлом. (Чертеж N 9699-2075 Курганского машиностроительного завода "Стенд для свинцевания").
Процесс нанесения покрытия выполняется медленным перемещением анода по поверхности обрабатываемой детали возвратно-поступательными или круговыми движениями.
Известная установка не обеспечивает равномерной скорости перемещения анода и постоянного усилия прижима его к обрабатываемой поверхности, а также равномерной подачи электролита в зону обработки.
В результате этого не обеспечивается качество покрытия поверхности. Кроме того, оператор находится в зоне выделения паров повышенной вредности ввиду сложности герметизации зоны обработки.
Для устранения указанных недостатков в установке для нанесения гальванического покрытия, содержащей анод с тканевым чехлом и контактную шину для обрабатываемой детали, соединенные с разноименными полосами источника тока, емкость с электролитом и станину, последняя снабжена поворотным столом, на котором установлена контактная шина.
На стойке станины смонтирован поворотный корпус с вращающимся шпинделем, на котором насажан анод с возможностью поджатия к обрабатываемой поверхности тарированным пружинным элементом. Поворотный стол и поворотный корпус кинематически связаны между собой и наделены токосъемниками, емкость размещена заведомо выше анода и снабжена в донной части дозатором с трубкой для смачивания тканевого чехла электролитом, при этом зона обработки герметизирована кожухом, снабженным подвижной крышкой и вытяжной вентиляцией.
Шпиндель с анодом установлен на подшипниковых опорах в поворотном корпусе, который жестко связан с подвижной крышкой кожуха и взаимодействует с пружинным элементом.
Установка позволяет повысить качество покрытия поверхности за счет равномерной скорости перемещения анода и постоянного прижатия его к обрабатываемой поверхности, а также равномерной подачи электролита в зону обработки. Кроме того, повышается культура производства и экология свинцевания деталей.
Дополнительный анализ существенных отличий предлагаемой установки показал, что в технике известны анод с тканевым чехлом, поворотный стол, тарированный пружинный элемент, дозатор.
Однако предлагаемая установка обеспечивает перемещение электрода относительно поверхности детали с одинаковой скоростью, без рывков и замедлений, плотно прижимаясь к обрабатываемой поверхности. Причем вращение шпинделя с анодом и стола с деталью, подлежащей свинцеванию, осуществляется от одного электропривода и к тому же в одну сторону, но с различной частотой вращения.
А так как диаметр отверстия детали больше диаметра анода и последний всегда поджат к обрабатываемой поверхности, то в процессе вращения происходит обкатывание обрабатываемой поверхности вокруг вращающегося анода. Кроме того, защитный герметизированный кожух с подвижной крышкой не пропускает вредные выделения в атмосферу. Такая совокупность признаков позволяет влиять на достижение технического результата качество покрываемой поверхности детали при достаточно высокой защите окружающей среды.
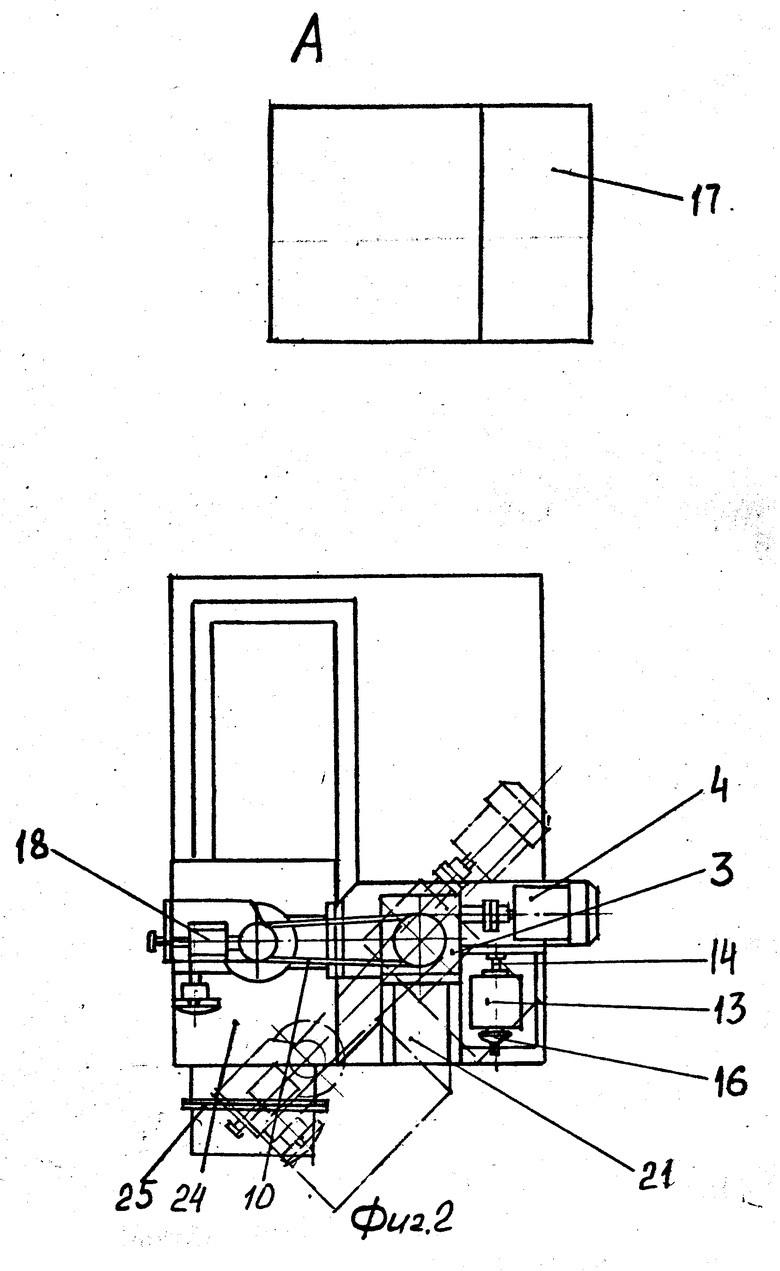
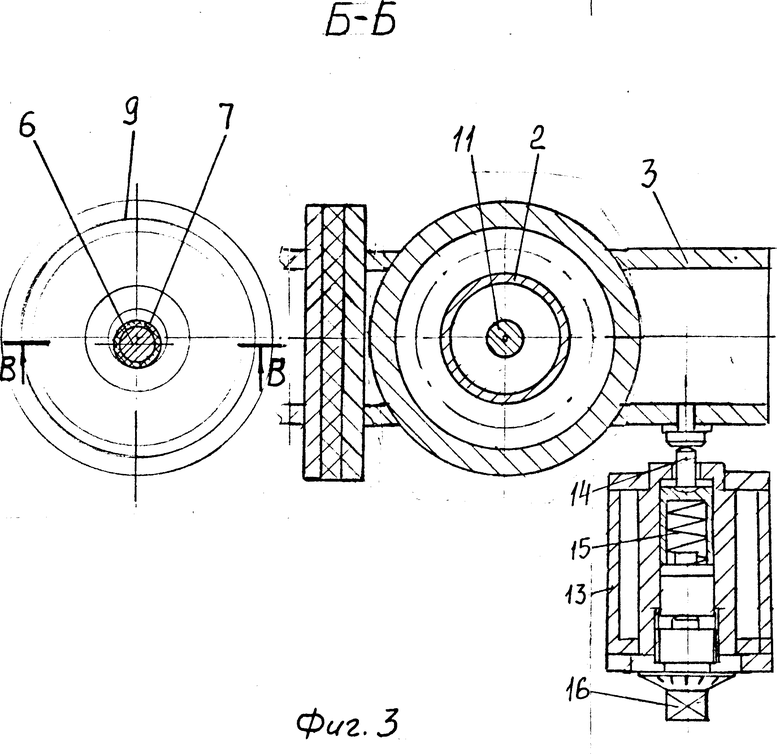
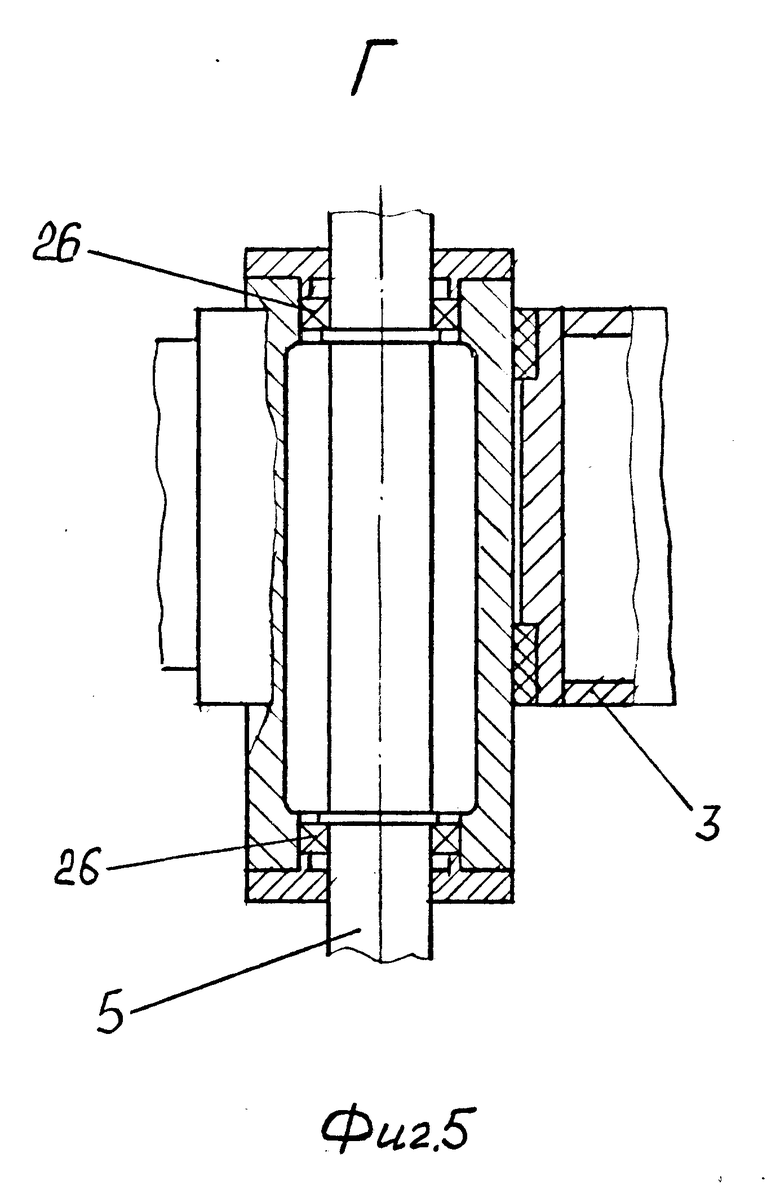
На фиг. 1 представлен общий вид установки; на фиг. 2 вид по стрелке A, вид на установку сверху; на фиг. 3 разрез Б-Б на фиг. 1; на фиг. 4 разрез В-В на фиг. 3; на фиг. 5 узел Г на фиг. 1.
Установка содержит станину 1 (фиг. 1), на стойке 2 которой смонтирован поворотный корпус 3 с расположенным на нем приводом 4 с вращающимся и перемещающимся вверх-вниз шпинделем 5 с анодом 6. Анод 6 снабжен тканевым чехлом 7 (фиг. 4). На станине 1 установлен поворотный стол 8 (фиг. 1) для обрабатываемой детали 9.
Вращение аноду передается от привода 4 через клиноременную передачу 10, а поворотному столу посредством карданного вала 11 и клиноременной передачи 12.
Корпус 3 в рабочем положении упирается в упор 13 (фиг. 3), который содержит толкатель 14, тарированный пружинный элемент 15, регулятор 16.
Подвод технологического тока от источника 17 (фиг. 1) к аноду осуществляется через токосъемник 18, к обрабатываемой детали 9 через токосъемник 19 и контактную шину 20.
Электролит для смачивания тканевого чехла анода подается из емкости 21 через трубку дозатора 22 (фиг. 4).
Зона обработки детали герметизирована кожухом 23 (фиг. 1) с подвижной крышкой 24 и сообщена с вытяжкой вентиляцией 25 (фиг. 5) в поворотном корпусе 3. Последний жестко связан с подвижной крышкой 24 кожуха 23 и взаимодействует с пружинным элементом 15.
Емкость 21 размещена заведомо выше анода 6 для обеспечения равномерной подачи дозатором электролита на чехол анода.
Установка работает следующим образом. Операция нанесения покрытия осуществляется свинцовым электродом-анодом 6 с тканевым чехлом 7 из сукна. К электроду подведен постоянный ток I 12В, а чехол постоянно пропитан электролитом определенного состава.
В процессе нанесения покрытия анод 6 постоянно перемещается относительно поверхности детали 9 и плотно прижимается с помощью тарированных пружинных элементов 15.
Последний настроен на определенное усилие регулятором 16, которое передается через толкатель 14, и таким образом осуществляется поджим корпуса 3 к упору 13.
Деталь 9 установлена и закреплена на контактной шине 20 на поворотном столе 8.
Вращение стола с деталью и шпинделя с анодом осуществляется от одного электропривода с помощью карданного вала 11 и клиноременных передач 12, 10 в одну сторону, но с различной частотой вращения. Обрабатываемая поверхность обкатывается вокруг вращающегося анода и равномерно покрывается свинцом. В процессе покрытия на чехол 7 анода 6 подается электролит порциями из емкости 21 через трубку дозатора 22, настроенного таким образом, чтобы чехол всегда был пропитан им. Излишки электролита сливаются в ванночку (на чертеже не показан), находящуюся под поворотным столом 8. Из зоны обработки осуществляется вытяжка вредных паров.
Такая установка позволяет повысить качество обработанной поверхности при сохранении от загрязнения окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| РУЧНАЯ МОБИЛЬНАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ | 2001 |
|
RU2203986C2 |
| Установка для нанесения гальванических покрытий электронатиранием | 1983 |
|
SU1142530A1 |
| Установка для нанесения гальванических покрытий натиранием | 1981 |
|
SU1054455A1 |
| АНОД ДЛЯ ЭЛЕКТРОЛИТИЧЕСКИХ ВАНН | 1997 |
|
RU2112088C1 |
| Автоматизированная установка нанесения гальванических покрытий | 2024 |
|
RU2833577C1 |
| Установка для нанесения гальванических покрытий натиранием | 1981 |
|
SU1055782A1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ | 2012 |
|
RU2533476C2 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2755620C1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |

Изобретение относится к установкам для нанесения гальванического покрытия, например свинцового, на втулки подшипников скольжения из электролита методом электрохимического натирания для улучшения приработки трущихся поверхностей деталей. Установка содержит станину, емкость для электролита, анод с тканевым чехлом и контактную шину для обрабатываемой детали, соединенные с источником питания. Для повышения качества покрытия путем равномерной скорости перемещения анода и постоянного его прижатия к детали и равномерной подаче электролита в установке используют кинематически связанные между собой поворотные стол и корпус со шпинделем, имеющим токосъемники и смонтированный посредством стойки на станине кожух с крышкой и с вентиляцией, анод установлен в шпинделе с возможностью поджатия его к детали с помощью тарировочного пружинного элемента, шина расположена на столе, емкость установлена выше анода и имеет в донной части дозатор с трубкой для смачивания чехла анода. 1 з.п. ф-лы, 5 ил.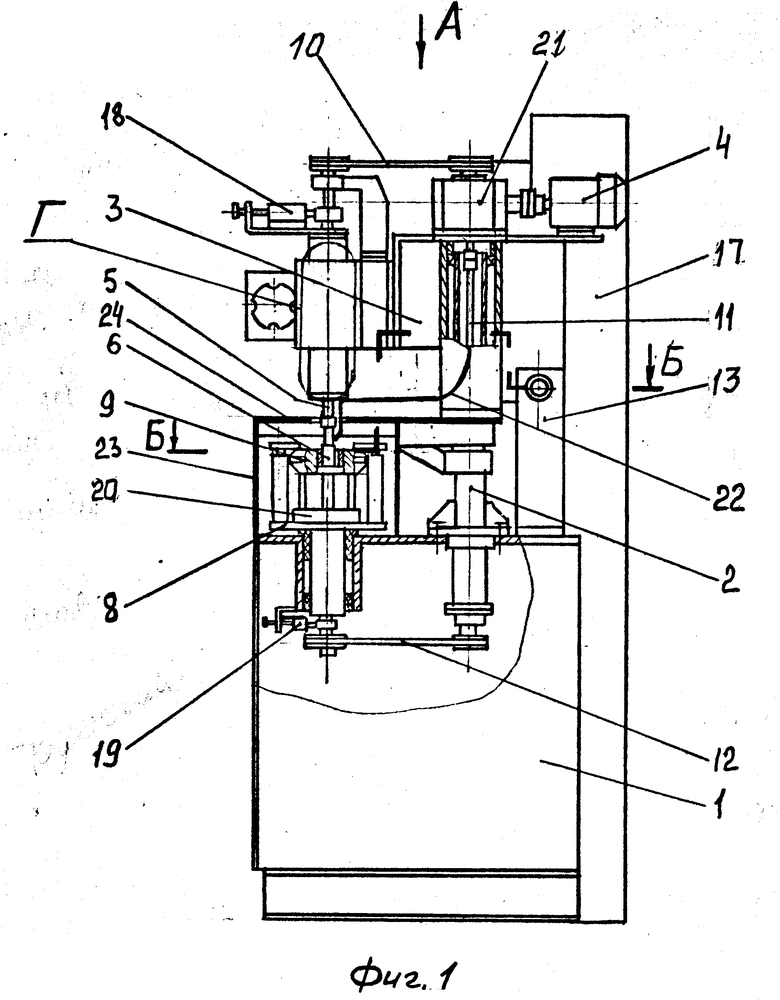
| Мельников П.С | |||
| Справочник по гальваническим покрытиям в машиностроении | |||
| - М., 1991, с | |||
| Экономайзер | 0 |
|
SU94A1 |
