Изобретение относится к ремонту машин с применением гальванотехники и может быть использовано при восстановлении изношенных внутренних поверхностей корпусных детапеЦ гальваническим.способом.
Известно устройство для нанесения покрытий электроконтактным методом, содержащее станину, направляющие стойки, анодную головку и механизм. вертикального перемещения ij.
Однако такое устройство гфеднззначено в основном для походных . условий работы и не может обеспечить нанесение качественного покрытия.
Наиболее близкой к предлагаемой по технической сущности является установка для Нанесения гальванических покрытий натиранием, содерясащая станок со столом, ано1дную головку и . систему подачи элек.тролита, при этом анодная головка Установлена с возможностью поворота вокруг оси 2J
Однако на из вестной установке невозможно произвести полный технологический цикл электронатирания, что снижает её прсэизводительность,
изобретения является повышение производительности за счет выполнения прлного технологического цикла на одном рабочей месте. , . Указанная цель достигается тем. : что установка для -нанесения гальва- нических покрытий натиранием,содер-: жащая станок со столом, анодную головку и -систему подачи элёктрЬлита,. снабжена кулачком с выступами по числу рабочих позиций, фиксатором HV фрикционным приводом, кинематически связанными с анодной головкой, а анодная головка выполнена многбпозиционной и усто1новлена с возможностью поворота вокруг горизонтальной оси. .
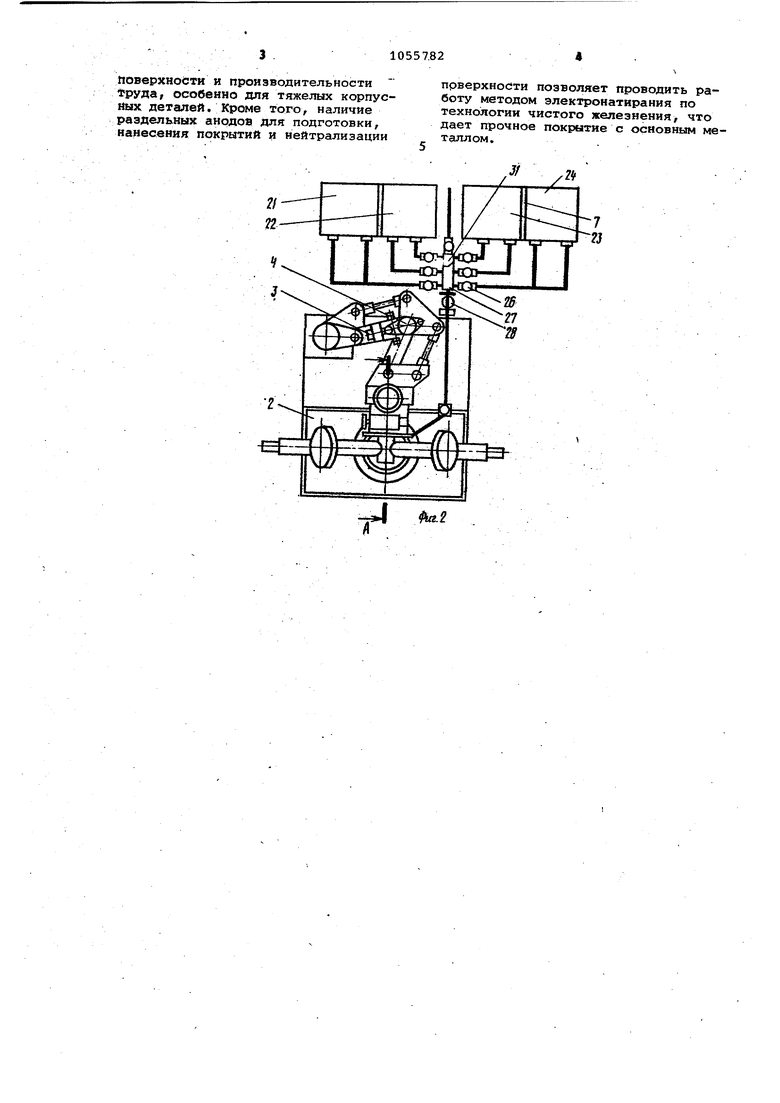
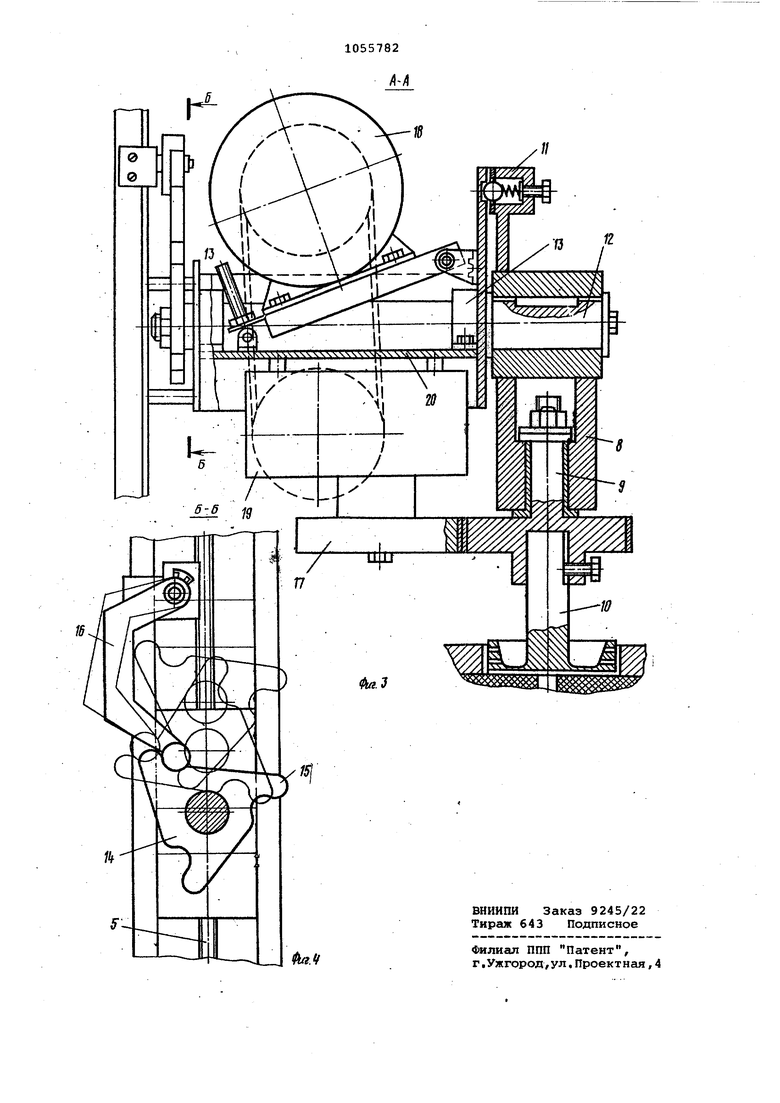
На фиг.1 изображена устайовка, , вид сбоку; на фиг.2 - то же, в плане-, на фиг.З - разрез А-А на фиг.2f на фиг.4 - разрез Б-В на фиг.3.
Установка для нанесения покрытий электронатиранием состоит из станка 1, на котором установлен снизу стол 2, а сверху на консоли 3с прижимом 4 и механизмрм подъема 5 крепится анодная головка 6 и комплект емкостей 7. Анодная головка б выполнена в виде крестовины 8, в которой закреплены анододержатели 9 со специальными для каждой гальвани ческой операциианодами 10 и которая снабжена фиксатором 11 позиций для закрепления нижнего анода соосно отверстию ремонтируемой детали. Смена анодов происходит в результате поворотбв анодной головки 6 вокруг горизонтальной оси 12, посаженной в подшипниковых узлах 13, вследствие
взаимодействия кулачка 14 с высту -«j . пами 15 по числу анодов 10 с упором 16 (каждый раз при подъеме всей аноной головки Е верхнее положение) .
4 Передача вращения нижнему аноду 1 производится фрикционным шкивом 17 от привода,.состоящего из электродвигателя 18 и редуктора 19, которы закреплен на установочной плите 20.
Комплект емкостей 7 состоит из емкости 21 для электролита подготовки поверхности, емкости 22 электролита натирания, емкости 23 раствора нейтрализации и емкости 24 промывки. Растворы по напорной трубопроводной системе 25 через электромагнитные вентили 26, нижний коллектор 27 подаются насосом 28 в зону . вращения анода и поступают в общий поток 29, откуда по сливной трубопроводной системе 30 через верхний коллектор 31 и электромагнитные вентили 26 самотеком поступают обратно в те же емкости 21, 22 или 23
Установка работает следующим образом.
На стол 2 устанавливают ремонтируемую деталь и двухзвенной консолью 3 ориентируют по отверстию в ней анод 10. Фиксация консоли производится прижимом 4. Затем в зону работы анода 10 подается электролит подготовки поверхности, а также включается привод вращения анода. П окончании операции подготовка изношенной поверхности детали завершается, прекращается подача электролита, а анодная головка поднимается в верхнее поло}кение, поворачивается вокруг оси до фиксации в положении для операции электронатирания и затем опускается в зону работы анода. Затем подается ток, элек.тролит для электронатирания и включается привод вращения анода.
Операция электронатирания, а . также нейтрализация происходит аналогично описанному, причем после каждой операции проводится промывка всей трубопроводной системы и восстанавливаемой поверхности и продувка трубопроводной системы 25.
Таким образом, процесс восстановления поверхности детали, включая подготовительную, основную и заключительную операции, происходит в автоматическом режиме на одном рабочем месте. Подвод тока к анодам осуществляется по общеизвестным схемам. По окончании работы ремонтируемая деталь открепляется и снимается со стола подъемно-трАнспортными средствами.
Использование предлагаемой установки позволяет по сравнению с известными решениями выполнить все операции на одном рабочем месте, благодаря чему существенно повыгцается качество восстанавливаемой
поверхности и производительности труда, особенно для тяжелых корпусных деталей. Кроме того, наличие раздельных анодов для подготовки, нанесения покрытий и нейтрализации
поверхности позволяет проводить работу методом электронатирания по технологии чистого железнения что дает прочное покрытие с основным металлом..
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения гальванических покрытий натиранием | 1981 |
|
SU1054455A1 |
| Установка для нанесения гальванических покрытий электронатиранием | 1983 |
|
SU1142530A1 |
| Установка для нанесения гальванических покрытий электронатиранием | 1988 |
|
SU1730205A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НАТИРАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2139371C1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВЫХ ПОКРЫТИЙ | 2009 |
|
RU2389828C1 |
| Анод для электролитического нанесения покрытий натиранием | 1980 |
|
SU931813A1 |
| Установка для нанесения покрытия электронатиранием | 1986 |
|
SU1361199A1 |
| Установка для нанесения гальванических покрытий натиранием | 1985 |
|
SU1245621A1 |
| Устройство для нанесения гальванических покрытий электронатиранием | 1980 |
|
SU889750A1 |
| Электролит для нанесения покрытий сплавами железо-никель | 1981 |
|
SU1046350A1 |
УСТАНОВКА ДЛЯ НАНЕСЕНИЯ I ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НАТИРАНИЕМ, содержащая станок со столом, анод« ную головку и систему подачи элект« ролита, отличающаяся тем, что, с целью повьгиения производительности за счет выполнения полного технологического цикла на одном рабочем месте, она снабжена кулачком с выступами по числу рабочих позиций, фиксатором и фрикционным приводом, кинематически свя ванными с анодной головкой, а анодная головка выполнена многопозиционной и установлена с возможностью поворота вокруг горизонтальной оси.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для нанесения покрытий электроконтактным методом | 1972 |
|
SU494437A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Серебрянский Н.И., КукконенС.П | |||
| Применение гальванического натирания в ремонте | |||
| М., 19Б9, с.11-12. | |||
