а
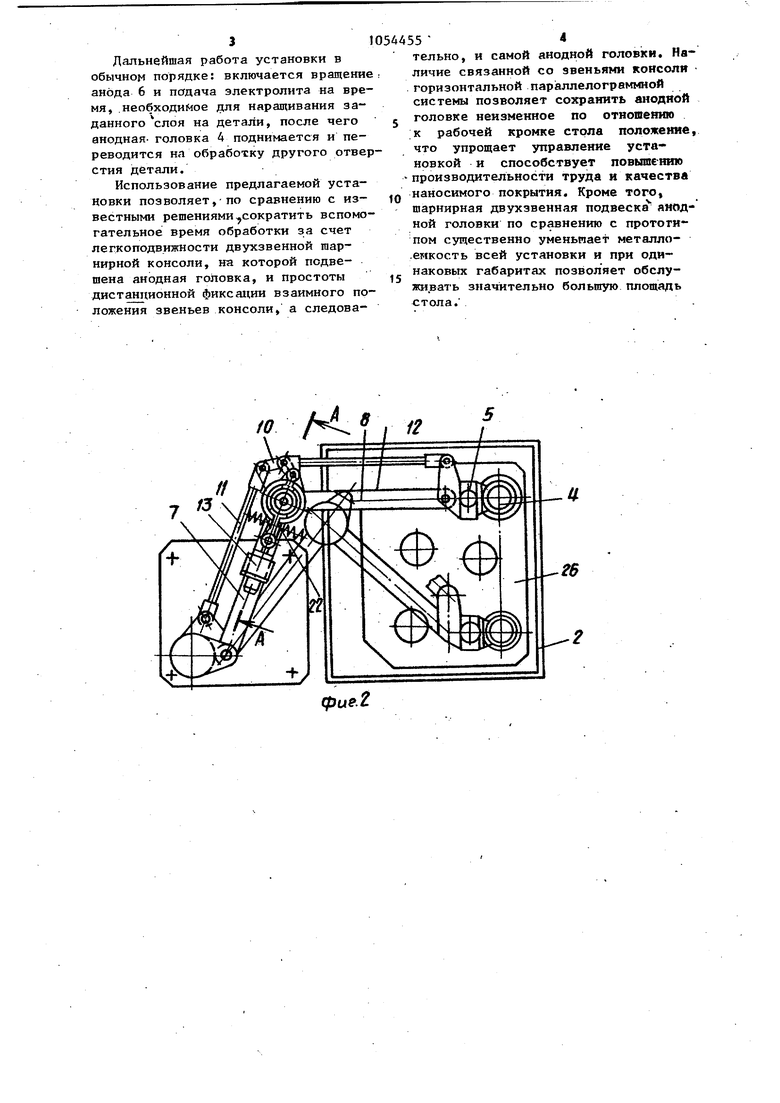
(puf. 1 Изобретение относится к ремонту машин с применением гальванотехники и может быть использовано при Восстановлении изношенных внутренних поверхностей корпусных деталей гальваническим способом. Известно устройство для нанесения покрытий электроконтактным методом, содержащее направляющие стойки, станину, механизм вертикального перемещения и анодную головку . . Однако такое устройство не может изменять радиус выпета анодной головки, а требует выстановки само детали под анодом, что неудобно ири обработке массивных изделий. Наиболее близкой к предлагаемой по технической сурщости является установка для нанесения гальванических покрытий натиранием, содержащая станину, стол и поворотную консоль с анодной головкой {2j. Однако такая установка требует значительных усилий выстановки анОд с,оосно с отверстием детали. При повороте консоли анодная головка поворачивается боком к рабочему месту, что затрудняет управление установкой, |Цель изобретения; - улучшение условий труда за счёт облегчения позиционирования анодной голоики относительно обрабатываемой детали. Указанная цель достигается тем, что установка для нанесения гальванических покрытий натиранием, содер жащая станину, стол и поворотную ко соль с анодной головкой., снабженауправляемым фрикционным прижимом, шарнирной параллелограммной системой и соосными шкивами, один из которых жестко соединен с шарнирной Параллелограммной системой, а друго с наружным звеном консоли, поворотная консоль выполнена в виде двух шарнирных звеньев, кинематически связанных с шарнирной параллелограм мной системой, а фрикционный прижим установлен на внутреннем звене консоли и выполнен охватьгоающим соосные шкивы. На фиг. 1 изображена установка, вид сбоку; на фиг. 2 - общий вид ус тановки в плане; на Фиг. 3 - сечени и - 1 (А-А на фиг.2 через фрикционный прижим. Установка для нанесения покрытий электронатиранием содержит колон55НУ 1, рядом с которой установлен выполненный в виде поддоня рабочий стол 2, над которым размещена закрепленная шарнирно на колонне 1 консоль 3. Па конце консоли 3 шарнирно поДвегаена анодная головка А, перемещаемая по вертикали с помощью механизма подъема 5, рабочим органом которой является вращающийся электроанод. 6. Консоль 3 состоит из внутреннего шарнирного звена 7 и наружного шарнирного звена 8, с которыми сопряжена шарнирная параллелограммная система 9, включающая поводок 10 и тяги 11 и 12, причем тяга 1,1 сопряжена шарнирно с. колонной 1, а тяга 12 - с анодной головкой 4, благодаря чему консоль 3 представляет . собой в плане сдвоенный шарнирный параллелограмм. На звене 7 (фиг.З смонтирован управляемый фрикционный прижим 13, охватывающий соосные с общим шарниром веньев 7 и 8 шкивы 14 и 15. Шкив 14жестко насажен на |ось 16, соединенную штифтом 17 с поводком 10. Шкив 15 жестко насажен/ на втулку 18, соединенную винтом 19 с наружным звеном 8.Фрикционный прижим 13 состоит из двух колодок 20, соединенных осью 21 и замыкаемых посредством пружин 22 и Стяжки 23. Между скосами колодок 20 установлен дистанционно управляемый толкатель 24 с роликами 25. При выдвижении толкателей 24 роликов 25 вперед между скосами колодки 20 раскрьгоаются, освобождая шкивы 14 и при уходе роликов 25 назад колодки 20 под действием пружин 22 смыкаются вокруг шкивов .14 И 15. Подача электролита к аноду 6 и детали осуществляется по трубе 26, слив электролита - по трубе 27. Уста новка анода в отверстие детали сводится к следующему. При включении толкателя 24 колодки 20 расходятся и анодная головка 4 легко перемещается в го жзонтальной плоскости благодаря шарнирному сочленению звеньев 7 и 8, при этом за счет шарнирной системы 9 сох раняется положение головки 4 параллельно столу 2, что упрощает управление головкой 4. С помощью механизма 5 анод 6. опускается в отверстие детали, после чего тол.катель 24 отключается и вся система фиксируется с помощью пружин 22 в заданном положении. Дальнейшая работа установки в обычном порядке: включается вращени анода 6 и подача электролита на вре мя, необходимое для наращивания заданного слоя на детали, после чего анодная- головка А поднимается и переводится на обработку другого отве стия детали. Использование предлагаемой установки позволяет, по сравнению с из вестными решениями сократить вспомо гательное время обработки за счет легкоподвижности двухзвенной шарнирной консоли, на которой подвешена анодная головка, и простоты дисташхионной фиксации взаимного по ложения звеньев консоли, а следовательно, и самой анодной головки. Наличие связанной со звеньями консолп горизонтальной пар аллелогрвммиой системы позволяет сохранить шюдяой головке неизменное по отношению :к рабочей кромке стола положение, что упрощает управление установкой и способствует повыше-нию производительности труда и качества наносимого покрытия. Кроме того, шарнирная двухзвенная подвеска анодной головки по сравнению с прототи пом существенно уменьиает металло.емкость всей установки и при одинаковых габаритах позволяет обслужи.вать значительно большую площадь стола.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения гальванических покрытий натиранием | 1981 |
|
SU1055782A1 |
| Установка для нанесения гальванических покрытий электронатиранием | 1983 |
|
SU1142530A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ КОМБИНИРОВАННЫХ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2009 |
|
RU2430199C2 |
| КОМБИНИРОВАННАЯ ВАННА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2023 |
|
RU2811319C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 1996 |
|
RU2095492C1 |
| Установка для нанесения гальванических покрытий натиранием | 1985 |
|
SU1245621A1 |
| Установка для восстановления гильз | 1985 |
|
SU1268637A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ПОСРЕДСТВОМ ЭЛЕКТРОЛИТИЧЕСКОГО НАТИРАНИЯ | 2005 |
|
RU2292410C1 |
| Установка для нанесения гальванических покрытий электронатиранием | 1988 |
|
SU1730205A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НАТИРАНИЕМ | 2001 |
|
RU2198965C2 |

УСТАНОВКА ДЛЯ Н ШЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НАТИРАНИЕМ, - . . содержащая станину, стол,поворотную консоль с анодной головкой, о т л ич а ю щ а я с .я тем,, что, с целью улучшения условий труда за счет облегчения позиционирования анодной головки относительно обрёбатываемой детали, она снабжена управляемым ;. фрикционным прижимом, шарнирной параллель граммной системой и соосныни шкивами, один из которых жёстко соединен с шарнирной параллёлограммной системой, а другой - с наружны зве ном консоли, пово| отная консоль выполнена в виде двух шарнирных звеньев , кинематически связанных с шарнирной параллёлограммной системой, а фрикционный прижим установлен на Кл внутреннем звене консоли и полн«н охватывакицим соосные шкивы.
фие.2
фиё, 3 АА
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для нанесения покрытий электроконтактным методом | 1972 |
|
SU494437A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Дгомин И.Е | |||
| и др | |||
| Современные методы организации и технологии ремонта автомобилей | |||
| Киев Техника, 1974, с.260. | |||
