СП
00
о с©
Изобретение относится к получению заготовок из листового проката путем газовой резки и может быть использовано в заготовительном производстве отраслей машиностроения.
Цель изобретения -- повышение производите.илности.
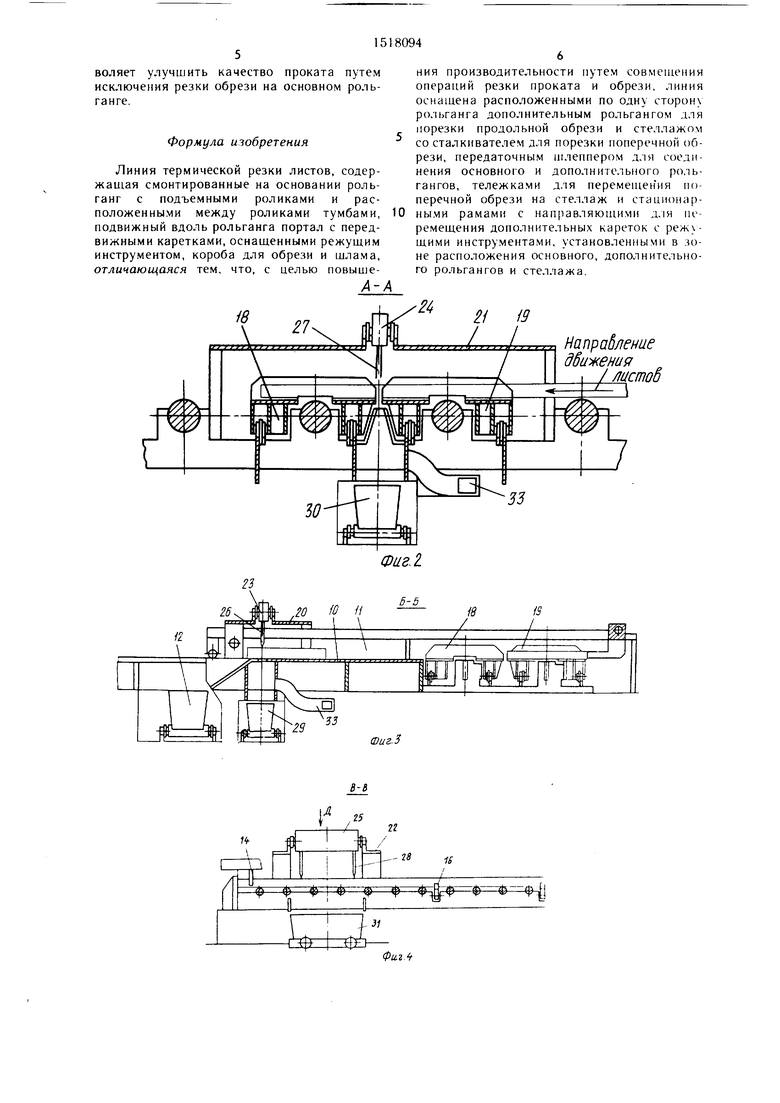
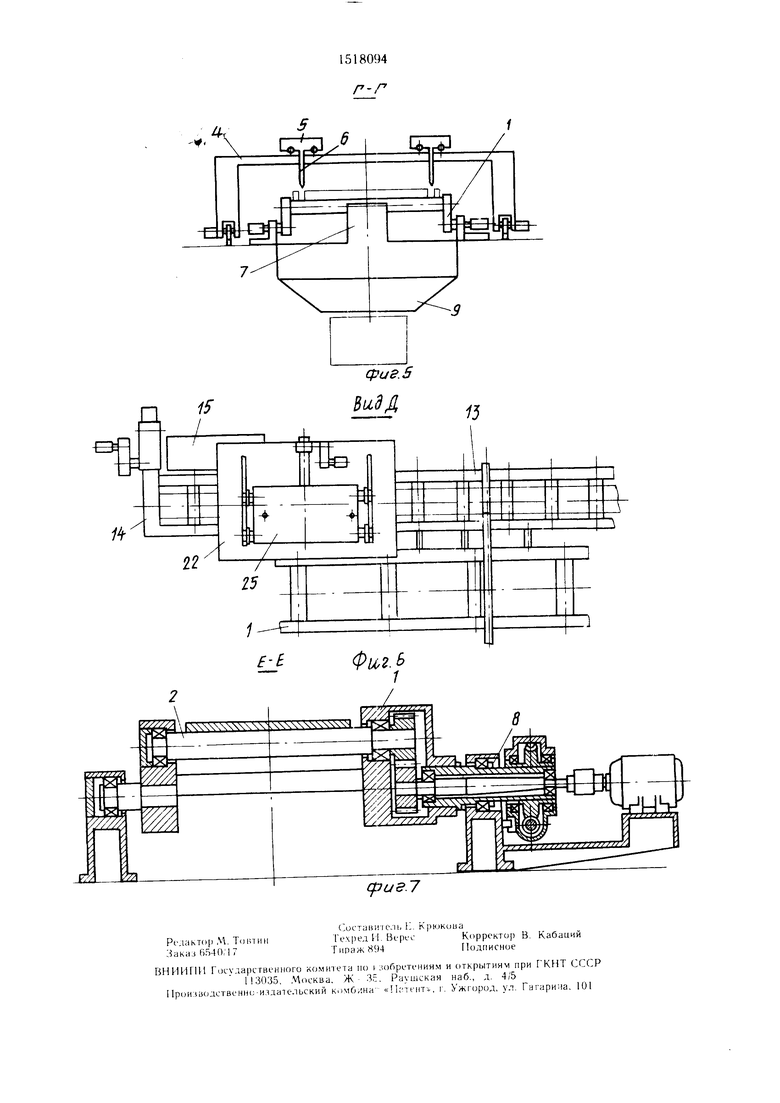
На 1|1иг. 1 дана линия, вид в нлане; на фи1 . 2 - разрез А-А на фиг. 1; на фиг. 3 разрез Б -Б на фиг. 1; на фиг. 4 - )аз)ез П- В на фиг. 1; на фиг. 5 - разрез Г Г ни фиг. 1; на фиг. 6 - вид Д на фиг. 4; на фиг. 7 -- разрез Е-Е на фиг. 1. Линия содержит ро:1ы-анг 1 с роликами 2. На рельса.х 3 установлен подвижной портал 4 с каретками 5, снабжен- |И)1ми режущими инструментами 6.
В зоне pe. ibcofi 3 между роликами 2 ч сгановлены Л-образные траверсы 7, а сами ролики 2 снабжены механизмами опускания 8. Ниже роликов 2 установлены ск.чи- зы 9 для шлама.
Параллельно рольгангу 1 установлены стеллаж 10, со стаскивателем 11 и коробом 12 для обрезков, и донолнительный рольганг 13 со сталкивателем 14 и коробом 15. Рольганги 1 и 13 соединены между собой передаточным шлеппером 16. Между роликов 2 рольганга 1 в зону действия стаскивате:1я 11 проложены рельсы 17, на которых установлены тележки 18 и 19. Над стеллажом 10 и ролыанга- ми I и 13 установлены стационарные рамы 20, 21 и 22, на которых установлены соответственно каретки 23, 24, 25 с режущими инструментами 2В, 27 и 28 соответственно. Под стел.1ажом К) и рольгангами 1 и 13 для борки 1п.1ама установлены на те,чежках короба 29, 30 и 31 соответственно. Вдоль рольганга 1 установлены нентрователи листов 32. Под сгеллажом 10 и ролы-ангами установлены вытяжные устройства 33 для удаления нродуктов горения.
Линия работает следующим образом.
Роликами 2 ро;1ьганга 1 лист проката нодается в зону действия riopra.ia 4, затем роликч) 2 останавливаются, портал 4 начинает движение и режущие инструменты 6 карет(Ж 5 образают продольные кромки листа, нри неред прохождением режу- Н1ИХ инструментов 6 над каждым роликом 2 носледний опускается механизмом 8, совер тая планетарное движение на 360° относительно оси .шода, после прохожде11ия режущих инструментов каждый ролик 2 возвращается в исходное положение. После обрезки продольных кромок все ро,1ики 2, на которых лежит лист, опускаются, опуская тем самым лист на J -образные траверсы 7, а отрезанные продольные кромки опускаются вместе с роликами 2 ниже траверс 7. Затем отрезанные нродолы.ые кромки листов транспортируются рольгангом в зону действия нкчеппера 16, который {(еремещает продольные сгомки на дополнительный рольганг 13, где, поочередно включая ролики рольганга 13 и режу- шие инструменты 28 кареток 25, продольные кромки листов разрезают поперек на куски тр ебуемой длины, которые сталки- вате.1ем 14 сбрасываются в короб 15.
В то же время все ролики 2 в зоне действия портала 4 занимают исходное по0 ложение, поднимая листы с X -образных траверс 7, и передают листы в зону действия центрователей 32. Лист останавливается в требуемом месте, центрируется центрователями 32, затем каретки 24, усс тановленные на раме 21, двигаясь параллельно роликам 2, отрезают режущими инструментами 27 переднюю кромку .шста, нри атом тележки 18 i 19 находя гея под листом и после обрезки К Ч едней кромки листа носледняя увозится тележкой 18
0 в зону действия стаскивателя 11 стеллажа 1U. На стеллаже 10 кромла листа нодается стаскивателем 11 под cia ,ионар- ную раму 20, где режущими инструч-ен- теми 26, закрепленными в каретке 23,
с кромка листа режется на части, при этом стаскиватель 1 1 подает кромку под режущие инструменты, которые вместе с кареткой остаются неподвижными. После подачи отрезанной кромки листа на величину, равную шипине куска, стаскинатель 11 оста0 навливается и начинается перемещение перпендикулярно направлению движения стаскивателя 1 1 каретки 23 с режущими инструмсн aMii 26 для окончательной порезки кромок. Таким образом, последовательным включением стаскивателя 11 и ка5 ретки 23 переднюю кромку листа нарезают на куски требуемой величины и сбрасывают и ч стаскивателем 11 в короб 12. Лист в это время перемешается по рольгангу 1 па величину, зависящую от длины листа, центрируется центрователем 32, после чего каретки 24, перемещаясь параллельно роликам 2, отрезают инструментами 27 заднюю кромку листа и вывозят ее тележкой 19 в зону действия стаскивателя 11 стеллажа 10. Затем стаскивателем 11 задняя
5 кромка листа перемешается с тележки 19 через тележку 18 на стеллаж 10. где режется на части инструментами 26 каретки 23, после чего порезанные части стаскивателем 11 удаляются в короб 12. Шлам при отрезке передней и задней
0 кромок листа и при разделке кромок на части падает в короба 29, 30 и 31. Продукты горения, возникающие при термической резке, удаляются вытяжными устройствами 33.
Линия позволит повысить производитель5
ность путем совмепхения операции порезки обрези и резки .чиста, а также путем исключения холостых ходов кареток с режущими инструментами. Линия также позволяет улучшить качество проката путем исключения резки обрези иа основном рольганге.
Формула изобретения
Линия термической резки листов, содержащая смонтированные на основании рольганг с подъемными роликами и расположенными между роликами тумбами, подвижный вдоль рольганга портал с передвижными каретками, оснащенными режущим инструментом, короба для обрези и щлама, отличающаяся тем, что, с целью повыи1е
ния производительности путем совмещения операций резки проката и обрези, линия оснащена расположенными по одну сторону рольганга дополнительным рольгангом для порезки продольной обрези и стеллажом со сталкивателем для порезки поперечной обрези, передаточным щлеппером для соединения основного и дополнительного рольгангов, тележками для перемещен ия поперечной обрези на стеллаж и стационарными рамами с направляющими д.1я перемещения дополнительных кареток с щими инструментами, установленными в зоне расположения основного, дополнительного рольгангов и стеллажа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Участок отбора проб толстолистового проката | 1989 |
|
SU1613259A1 |
| Устройство термической резки листов | 1987 |
|
SU1480989A1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| Устройство для термической обрезки кромок листов | 1989 |
|
SU1660883A1 |
| Способ уборки недокатов с промежуточного рольганга непрерывного полосового стана и устройство для его осуществления | 1982 |
|
SU1106560A1 |
| СПОСОБ ОБРАБОТКИ ДЛИННОМЕРНЫХ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1992 |
|
RU2096140C1 |
| Устройство для резки листов | 1978 |
|
SU791469A1 |
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| Гибкий производственный модуль для резки заготовок из прутков круглого и квадратного проката | 1986 |
|
SU1431915A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
Изобретение относится к получению заготовок из листового проката путем газовой резки и может быть использовано в любых отраслях машиностроения. Цель изобретения - повышение производительности. Линия оснащена расположенными по одну сторону рольганга 1 дополнительным рольгангом 13 и стеллажом 10 со сталкивателем 11. Рольганг и дополнительный рольганг соединены между собой передаточным шлеппером 16, рольганг и стеллаж тележкой для перемещения поперечной обрези. В зоне основного рольганга, дополнительного рольганга и стеллажа смонтированы стационарные рамы 21 с направляющими для перемещения кареток 24 с режущими инструментами. После обрезки подвижным порталом 4 продольных кромок обрези по рольгангу передают в зону действия передаточного шлеппера 16. Перемещают обрезь на дополнительный рольганг 13, а лист - на позицию обрезки поперечных кромок. После обрезки поперечных кромок поперечную обрезь тележкой передают на стеллаж со сталкивателем и осуществляют одновременную порезку продольной и поперечной обрези, а также резку следующего листа. 7 ил.
ie
I /
ф ф ф I ф (р
f/ /
Направление дбижения / мстоб
Фиг. 2.
IS
Фu.г. f
CfJuS.J
| Steel Times | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
