Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении облицовочных плиток, плит для полов, а также корпусов режущих инструментов.
Известен способ изготовления изделий из формовочной сырьевой смеси на основе магнезиального (преимущественно шлакомагнезиального) литого связующего без или с добавлением железосодержащих доменных отходов с размером менее 5 мм, например колошниковой обычной или ферромарганцевой пыли [1, пример N 6 в таблице] заключающийся в подаче сухой смеси из молотого доменного шлака и каустического магнезита при интенсивном перемешивании в раствор соли хлористого магния плотностью 1,28-1,3 г/см3, нагретый до 70-110oC. Изделия формуют методом литья полученной смеси в формах с применением вибрирования, после чего формы размещают в предварительно разогретом тепловом агрегате и проводят отвердение изделий при температуре 200±2oC в течение 20 мин на каждые 10 мм толщины изделий и резко охлаждают через поверхности форм.
Наряду с большими достоинствами известного способа изготовления изделий (активизируется каустический магнезит и молотый граншлак, что способствует более быстрому процессу отвердения в формах, достигается высокое качество поверхности изделий) имеются и существенные недостатки:
приготовленная сырьевая смесь для формования обладает низкими тиксотропными свойствами при В/Т= 0,2-0,3, что соответственно увеличивает длительность формования вибрированием и, как следствие, вовлекается воздух в виде пузырьков в формуемые полуфабрикаты изделий, что отрицательно сказывается на прочности и архитектурном виде из-за наличия пор на поверхности;
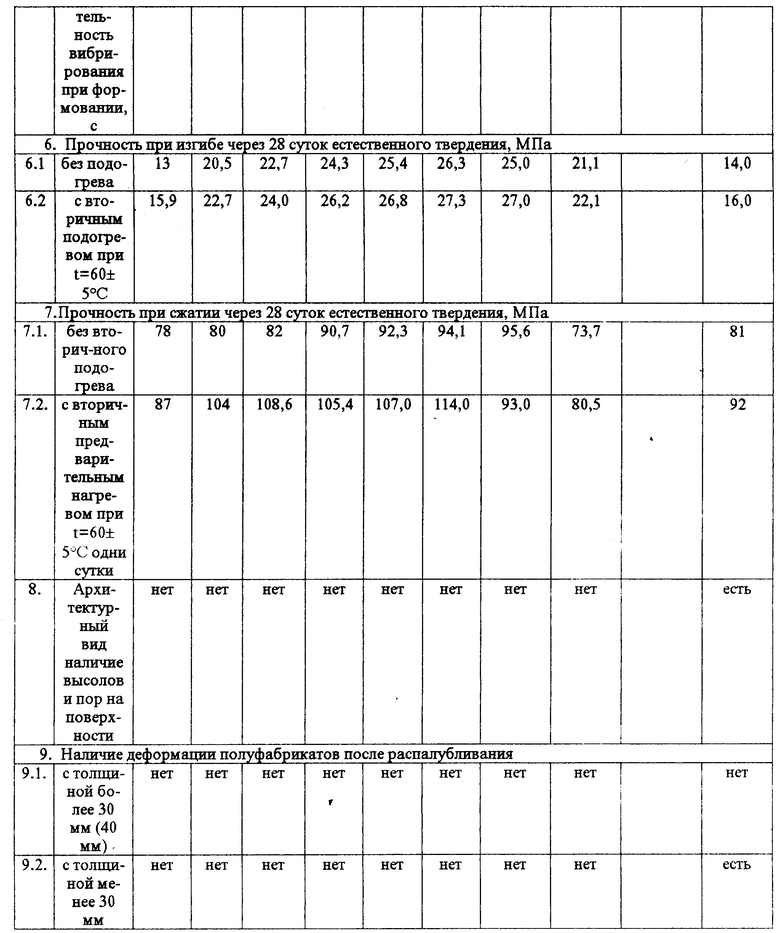
низкая прочность изделий не только после распалубливания (Rсж=10-15 МПа, Rиз<6 МПа), но и через 28 сут естественного твердения (Rсж=20-22,5 МПа, Rиз<8 МПа), что ограничивает применение способа для изготовления плит для покрытия полов и изготовления корпусов режущего инструмента;
наблюдается склонность к деформации полуфабрикатов изделий толщиной менее 30 мм после распалубливания вследствие высокотемпературного режима термообработки (200±2oC);
требуются дорогостоящие жароупорные формы из нержавеющей стали с блестящим полированным поддоном.
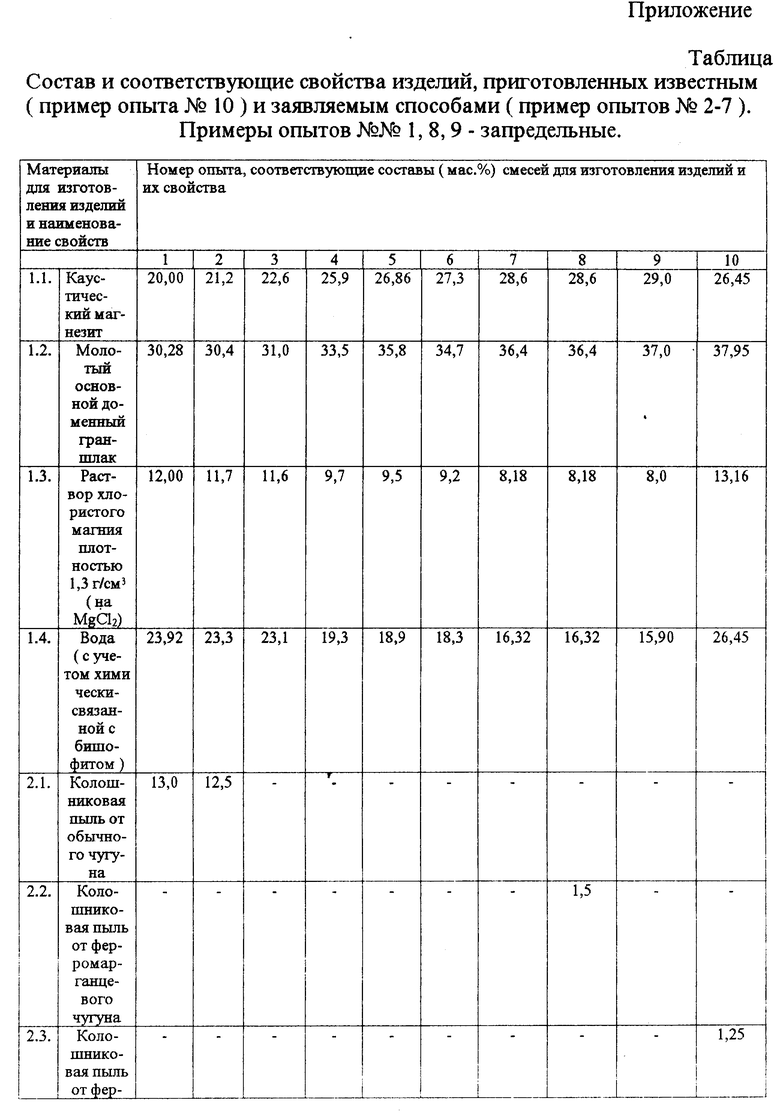
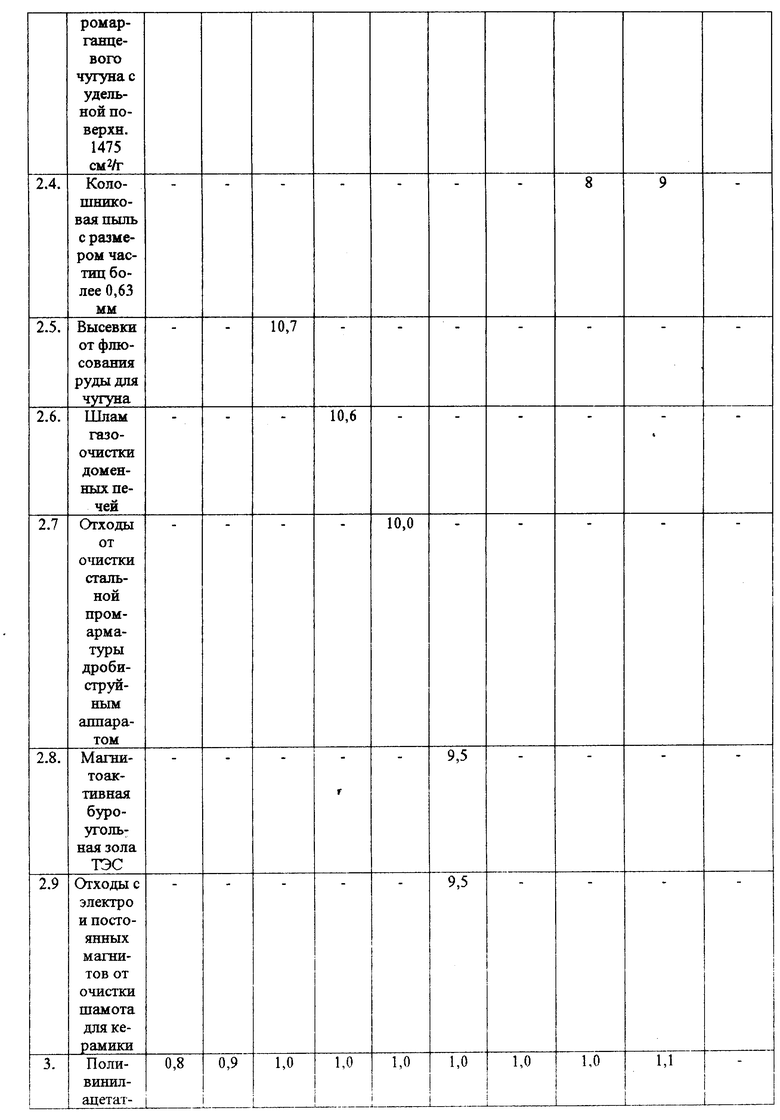
Наиболее близкий способ приготовления изделий из сырьевой смеси из шлакомагнезиального литого связующего с В/Т= 0,21-0,44 и дисперсноармирующих железосодержащих отходов доменного производства, например один из группы (колошниковая пыль от обычного чугуна и др.), приведен в [2, пример N 5 в таблице] и заключается в смешивании каустического магнезита с молотыми отходами доменного производства, по крайней мере, из группы: основной доменный шлак, колошниковая пыль, затворении водным раствором бишофита плотностью 1,3 г/см3 до В/Т=0,21-0,44, а перед формованием введении в полученную смесь состава, содержащего, мас. каустический магнезит 23-27,9; указанные молотые отходы доменного производства 37,6-45,3; бишофит (на MgCl2) 8,95-13,16; вода ( с учетом химически связанной) остальное, сверх 100% смеси 3-4% молотого цементного клинкера.
Наряду с большими достоинствами способа (короткий срок до начала возможного распалубливания форм, за счет коагуляции и ложного схватывания до пластического состояния смеси 25 мин, высокая прочность при сжатии 80 МПа при естественном твердении, а также с предварительным подогревом 90 МПа) имеются и существенные недостатки:
низкий архитектурный вид изделий как при естественных условиях твердения, так и с предварительным подогревом (t=60±5oC) за счет образования местных высолов;
низкий предел прочности при изгибе (Rиз=14,2-16 МПа) при сравнительно высоких показателях прочности при сжатии (Rсж=80-90 МПа);
низкая тиксотропия смеси при В/Т=0,2-0,3 при подвижности смеси 15-18 см по вискозиметру Сутторда, что приводит к сравнительно длительному процессу формования смеси вибрированием (1,5-2 мин) и соответствующему воздухововлечению с потерей прочности при изгибе, а также снижению архитектурного вида изделий за счет образования пор на поверхности;
склонность к деформации тонкостенных полуфабрикатов после распалубливания с толщиной менее 30 мм, что ограничивает применение способа для изготовления тонкостенных изделий из композитов.
Настоящее изобретение решает задачу повышения архитектурного вида изделий и тиксотропии формовочной смеси с В/Т=0,2-0,3, а также сокращения времени конца фактического схватывания без сокращения времени возможного распалубливания для изделий с толщиной более 30 мм и соответствующим исключением возможных деформаций для изделий с толщиной менее 30 мм при естественных условиях твердения без или с предварительным подогревом при t=60oC, а также расширения ресурсов применения железосодержащих дисперсноармирующих отходов других производств без уменьшения прочности.
Для достижения поставленной цели в известном способе изготовления изделий, включающем приготовление формовочной смеси смешением каустического магнезита с молотым основным доменным шлаком, дисперсноармируюшим железосодержащим компонентом, имеющим крупность менее 0,63 мм, и раствором MgCl2 с плотностью 1,3 г/см3 с последующим формованием изделий с виброуплотнением и выдержкой в формах до распалубки, сначала перемешивают каустический магнезит и молотый основной доменный шлак, затем полученную смесь вводят при интенсивном перемешивании в нагретый до 70oC водный раствор MgCl2 с плотностью 1,3 г/см3 и, не прекращая перемешивания, вводят дисперсноармирующий железосодержащий компонент, после чего смесь охлаждают и подают в нее нейтрализованный щелочью поливинилацетатную эмульсию с плотностью 1,1 г/см3, а перед формованием в полученную формовочную смесь вводят известь-пушонку в количестве 1,5-2% сверх 100% от массы формовочной смеси, которая имеет следующий состав, мас.
каустический магнезит 21,1-28,6
молотый основной доменный шлак 30,4-36,4
раствор MgCl2 с плотностью 1,3 г/см3 в пересчете на сухое вещество 8,18-11,7
дисперсноармирующий железосодержащий компонент с размером частиц менее 0,63мм 9,5-12,5
поливинилацетатная эмульсия плотностью 1,1г/см3 0,9-1,0
вода остальное
причем в качестве дисперсноармирующего железосодержащего компонента используют прошедший высокотемпературную обработку и содержащий не менее 50% железосодержащих частиц отход, один из группы: отход доменного производства
колошниковая пыль, магнитоактивиая буроугольная зола, пыль из циклонов от очистки стальной промарматуры дробеструйным аппаратом, железосодержащий отход электромагнитной очистки шамотных порошков, а свободную поверхность отформованных изделий герметично закрывают путем заклеивания пленкой, не пропускающей пары воды и воздуха, и выдерживают до распалубки, при этом функцию клеящего вещества выполняет сама смесь.
Характеристика компонентов, используемых в способе приготовления изделий.
1. Каустический магнезит.
Цвет белый, без примеси серы. Удельная поверхность 6000-6500 см2/г, содержание MgO 98% Отвечает требованиям ПМК-90 ГОСТ 1216-87 "Порошки магнезитовые каустические".
2. Молотый основной гранулированный доменный шлак.
Удельная поверхность 2900-3000 см3/г. Насыпная плотность 1140-1150 кг/м3. Модуль основности 1,05-1,1. Химический состав шлаки, мас.
SiO2 39,4-40
Al2O3 6,5-9,05
CaO 42,26-43,36
S 1,74-1,92
MgO 7,27-7,90
FeO 0,31-0,32
MnO 0,23-0,26
3. Бишофит (MgCl2•6H2O).
В эксперименте принят жидкий природный бишофит Волгоградского месторождения с плотностью 1,3 г/см3.
4. Известь-пушонка.
Принята гашеная известь, просеянная через сито с диаметром ячеек 0,315 мм первого или второго сорта.
5. Дисперсноармирующие железосодержащие компоненты.
5.1 Колошниковая пыль (отсев, прошедший через сито 0,63 мм).
Насыпная плотность 1650-1700 кг/м3. Гранулометрический состав отсева, просеянного через сито с d=0,63 мм, мас.
фракция 0,315.0,63 мм 2.2,8
фракция 0,14.0,315мм 12,7.16,0
фракция менее 0,14 мм 80.85,5
Химический состав, мас.
SiO2 11,76.12,5
P2O5 0,12.0,14
Al2O3 1,52.1,75
CaO 9,97.10,77
MgO 1,76.2,1
Na2O 0,19.0,23
K2O 0,13.0,23
MnO 0,065.0,101
P 0,08.0,084
Fe 1,63.1,7
FeO 9,81.10,3
Fe2O3 41,08.43,29
C 18,53.19,4
S 0,3.0,47
Всего железосодержащих, мас. 52,52.55,29.
5.2. Высевки от агломерации (флюсования) железной руды, просеянные через сито с ячейками d=0,63 мм.
Насыпная плотность 1850-1900 кг/м3. Гранулометрический состав отсева, мас.
фракция 0,315.0,63 мм 12.18
фракция 0,14.0,315 мм 38.40
фракция менее 0,14 мм 44.48
Химический состав отсева с d < 0,63 мм, мас.
SiO2 8,4.10,28
Al2O3 2,3.3,12
CaO 8,1.10,3
FeO 36.44,3
Fe2O3 25,5.29,7
C 9,1.12,7
Всего (FeO+Fe2O3) 61,7.74 мас.
5.3. Магнитоактивная зола (МАЗ) отсев, прошедший через сито с d=0,63 мм.
Насыпная плотность 1250-1300 кг/м3. Гранулометрический состав, мас.
фракция 0,315.0,63 мм 7.10
фракция 0,14.0,315 мм 33.34
фракция менее 0,14 мм 57.59
Химический состав МАЗ, мас.
SiO2 31,3.32,5
Al2O3 11,8.13,1
К2O 0,15.0,24
Na2O 0,12.0,16
JiO2 0,4.0,52
FeO 13,88.15,5
Fe2O3 38,0.38,78
MgO 0,2.0,39
CaO 0,95.1,0
S 0,1.0,19
Cорг 0,21.0,34
MnO 0,05.0,07
P2O5 0,01.0,04
Всего (FeO+Fe2О3) 51,88.54,28 мас.
5.4. Шлам газоочистки доменного производства.
Это смесь гидроотвальной смеси и колошниковой пыли (70-80 мас. и 20-30 мас.) уловленные циклонами отходы от флюсования руды, т.е. смесь материалов с характеристическими данными, приведенными в 5.1. и 5.2.
Всего (FeO+Fe2O3), мас. 55,26.64,3.
5.5. Отходы из циклонов от очистки стальной аппаратуры и других стальных деталей дробеструйных аппаратов.
Справка. Стальную промарматуру, предназначенную для армирования железобетона, и другие стальные детали очищают струей стальной дроби с мелким песком с диаметром от 0,63 мм до 1 мм. Дробь с кварцевым песком подают под давлением на очищаемую поверхность стальных заготовок. В циклоны удаляются разрушенные частицы стальной дроби и стальная пыль, снятая с поверхности стальных деталей. В составе стальной пыли содержится и кварцевый песок. Такие отходы не утилизируются до настоящего времени.
Насыпная плотность 2300-2350 кг/м3. Вещественный состав включает, мас.
Fe+Fe2O3 56.60
SiO2 30.32
Al2O3 и прочие примеси остальное
5.6. Отходы, улавливаемые электромагнитом при очистке шамотных молотых порошков в производстве керамики и просеянные через сито 0,63 мм.
Насыпная плотность 1530.1600 кг/м3. Вещественный состав, мас.
Fe+Fe2O3 58,9.65,0
Al2O3 9,1.10,3
SiO2 и прочие примеси остальное
Вывод: как видно из характеристических данных железосодержащих отходов производств, все они содержат не менее 50 мас. дисперсноармирующих железосодержащих частиц (Fe+FeO+Fe2O3) с размером частиц не менее 0,63 мм.
6. Поливинилацетатная эмульсия.
В эксперименте принят клей ПВА белого цвета, разбавленный водой до плотности 1,1 г/см3. Отвечает требованиям ТУ 113-00-5761673-12-92 (изготовитель Северодонецкое производственное объединение "Азот", г. Новомосковск).
Пример реализации способа N 1.
Предварительно просеяли среднюю пробу колошниковой пыли через сито с размером ячеек 0,63 мм. Просеянную пыль взяли в качестве дисперсноармирующего компонента и взвесили 1 кг 250 г (12,5 мас.). Взвесили 2 кг 120 г (21,2 мас. ) каустического магнезита и 3 кг 400 г (30,4 мас.) молотого основного доменного граншлака. Оба компонента смешали в течение 0,5 мин. Одновременно нагрели до температуры 70oС раствор бишофита (MgCl2•6H2O) с плотностью 1,3 г/см3 в количестве 3 кг 500 г (или 2 л 700 мл), что составляет 35 мас. или 11,7 мас. MgCl2 (т.к. концентрация раствора 33,4 по MgCl2) и 23,1 мас. воды с учетом химически связанной, введенной с бишофитом. В нагретый раствор бишофита, находящийся в лабораторной мешалке, при интенсивном перемешивании подали 5 кг 160 г смеси каустического магнезита с молотым основным граншлаком. Перемешивание смеси длилось две минуты, и, не прекращая перемешивание, подали дисперсноармирующий материал предварительно отсеянную колошниковую пыль с размерами частиц менее 0,63 мм, и перемешивание дополнительно длилось еще две минуты, пока температура смеси не снизилась до 25-30oC. В охлажденную смесь при перемешивании подали поливинилацетатную эмульсию с плотностью 1,1 г/см3 в количестве 90 г (0,9) и после дополнительного перемешивания в течение 0,5 мин взяли пробу для измерения подвижности по вискозиметру Сутторда, которая составила 10,5 см, т.е. была получена смесь, которую формовать методом литья практически невозможно. Водо-твердое отношение В/Т смеси составило 0,3 (23,3 H2O (мас. ч.) 76,7 (мас. ч.) твердая смесь 0,3).
Приготовленная смесь имела конец фактического схватывания при t=20±2oC 22 ч, а с подогревом 60±5oC 15.16 ч. Чтобы ускорить процесс конца фактического схватывания, в приготовленную смесь за две минуты перед формованием в процессе перемешивания ввели 200 г (2 мас.) извести-пушонки и замерили через две минуты подвижность по вискозиметру Сутторда, которая составила 18 см. Из этой смеси формовали методом литья изделия-полуфабрикаты в трех типах форм с размерами 160 х 40 х 40 мм, 160 х 20 х 20 мм и 100 x 10 х 10 мм, причем первые два типа форм были изготовлены из нержавеющей стали разъемными, а третий тип (квадратные) из твердой резины неразъемными и с блестящими основаниями (формы для облицовочных плит). Формы с залитой в них смесью устанавливали на виброплощадку и вибрировали всего 2-3 с, так как смесь мгновенно при этом разжижалась и принимала в формах горизонтальное положение. Открытые поверхности смеси в формах с толщиной изделий 10 и 20 мм ( менее 30 мм) герметически закрыли соответственно целлофановой и резиновой пленками путем их приклеивания непосредственно контактом со смесью и с бортами форм, которые были смазаны самой смесью. Оставшуюся от формования смесь использовали для определения с помощью Вика времени фактического конца схватывания, причем без и с предварительным нагреванием ее в сушильном шкафу при t=60±5oC. Сформованные образцы-полуфабрикаты разделили на две партии, первая партия образцов твердела в естественных условиях 28 сут при температуре 20±2oC без предварительного нагревания, а вторая с предварительным нагреванием в сушильном шкафу при температуре 60±5oC в течение 24 ч, причем тонкостенные (10-20 мм) 2 ч в герметически закрытых формах и 22 ч после распалубливания без форм, толстостенные (40 мм) только без форм на поддонах, т.к. их распалубливали до сушки (после конца ложного схватывания, т.е. через 25 мин). При естественных условиях твердения образцы толщиной 10-20 мм (менее 30 мм) распалубливали так же после конца фактического схватывания через 7,1 ч. После 28 сут твердения образцы испытывали на качество архитектурного вида, в том числе и на наличие пор на поверхности изделий, наличие признаков деформации, прочность при изгибе и сжатии.
Результаты испытаний примера N 1 приведены в таблице для состава смеси N 2.
Пример N 2.
Способ изготовления изделий по предлагаемому способу с использованием сырьевых смесей NN 3, 4, 5, 6, 7 и соответствующие испытания свойств проведены аналогично примеру N 1 (см. таблицу).
Пример N 3.
Способ изготовления изделий с использованием сырьевой смеси N 10 (прототипа) проведен аналогично примеру N 1, но с применением в качестве ускорителя схватывания цементного клинкера, который ввели за две минуты до формования в количестве 3,5 мас. сверх 100% смеси, причем в качестве железосодержащих отходов принята ферромарганцевая молотая колошниковая пыль 1,2 мас. с удельной поверхностью 1475 см2/г. Результаты испытаний способа для смеси N 10 приведены в таблице.
Пример N 4.
Способы изготовления изделий с использованием сырьевых смесей составов N 1 и N 8,9 оказались запредельными, т.к. не получено достижение поставленной цели. Смесь N 9 является запредельной, потому что с уменьшением количества извести-пушонки (менее 1,5% сверх 100% смеси) повышение тиксотропийных свойств смеси и соответственно ее подвижности не происходит, т.е. она не формуется методом литья с вибрированием. Смесь N 8 является запредельной, т.к. с увеличением размеров частиц железосодержащих отходов более 0,63 мм прочность при сжатии снижается по отношению к прототипу. Смесь N 1 также является запредельной, т. к. с уменьшением количества каустического магнезита (менее 21,1% ) и при увеличении извести более 2% наблюдается снижение прочности по отношению к прочности принятого прототипа.
Сопоставительный анализ результатов опытов известного и предлагаемого способов, показал следующее:
на поверхности изделий нет высолов и пор, поверхность имеет белый или светло-серый тон,
время фактического конца схватывания уменьшилось в 1,8-2 раза без предварительного нагревания и в 3-5 раз с предварительным нагреванием, причем без сокращения времени ложного схватывания (коагуляции массы до пластического состояния) для образцов 40 мм и более,
сократилось время вибрирования в 10-20 раз,
прочность при сжатии не уменьшилась, а прочность при изгибе несколько увеличилась,
нет признаков деформаций после распалубливания у полуфабрикатов с толщиной изделий менее 30 мм.
Цель предлагаемого способа достигается поэтапной строго последовательной подачей в горячий раствор MgCl2 компонентов смеси и, главное, в последнюю очередь перед формованием подачей извести-пушонки взамен цементного клинкера, а также заменой тонко молотых железосодержащих отходов доменных и других производств грубодисперсными частицами с размером менее 0,63 мм.
Достижению цели способствует и герметизация смеси в формах путем заклеивания пленками открытой ее поверхности.
Сущность физико-химического процесса, протекающего поэтапно в процессе перемешивания и в последующие сроки отвердения, заключается в следующем.
1 этап. Одновременная подача в горячий раствор MgCl2 с t=70oC смеси каустического магнезита с молотым основным доменным шлаком позволяет ускорить процесс гидротации минералов шлака типа nCaO•mSiO2, nCaO•mAl2O3 до гидросиликатов nCaO•mSiO2•pH2O, nCaO•mAl2O3•pH2O с попутным выделением Ca(OH)2. Последний, реагируя с MgCl2, переходит частично в CaCl2. При этом также образуются Mg(OH)2 и гель кремневой кислоты H2SiO3.
Таким образом, на первом этапе перемешивая, так же как и в составе прототипа, кроме гидросиликатов и алюмосиликатов кальция в смеси в свободном состоянии находятся молекулы Mg(OH)2, H2SiO3, непрореагированные MgCl2, MgO и CaCl2.
2 этап. На втором этапе перемешивания продолжается химический процесс активизации шлака, указанный в этапе 1, и одновременно по мере поступления в смесь железосодержащих отходов последние (Feo, Fe2О3) начинают вступать в реакцию с MgCl2, образуя при этом молекулы хлорида и хлорного железа ( FeCl2 и FeCl3), причем в составе смеси прототипа этот процесс образования идет в десятки раз быстрее в сравнении со смесью предлагаемого способа, т.е. железосодержащие частицы смеси прототипа находятся в тонкомолотом состоянии и практически их армирующее действие в смеси исчезает, в то время как в смеси предлагаемого способа они незначительно растворяются из-за гораздо меньшей удельной поверхности.
Таким образом, размер железосодержащих частиц, а точнее их удельная поверхность, оказывает значительное влияние на скорость химического процесса активизации шлака, т.е. если в смеси прототипа во втором этапе перемешивания большая часть молекул MgCl2 расходуется на образование FeCl2 и FeCl3, а меньшая на активизацию шлака, то в заявляемом способе наоборот, меньшая доля молекул MgCl2 приходится на образование молекул FeCl2 и FeCl3, а большая на активизацию шлака, а следовательно, и на более быстрое образование гидосиликатов и гидроалюминатов кальция и их попутных гидроокислов Mg(OH)2, H2SiO3, Ca(OH)2 и частично CaCl2, который, как известно, является катализатором (ускорителем) сроков схватывания минеральных вяжущих, в том числе и шлаковых. Так как рост концентрации CaCl2 в смеси заявляемого способа идет быстрее, то и сроки схватывания такой смеси соответственно сокращаются.
В связи с меньшей концентрацией образующихся солей FeCl2 и FeCl3 в смеси заявляемого способа создаются и предпосылки меньшей степени высолообразования в процессе отвердения смеси, то есть размер армирующих частиц, в конечном счете, влияет и на архитектурный вид изделий.
В заявляемом способе в связи с быстрой активизацией шлака и ростом концентрации Mg(OH)2 и Ca(OH)2 уже к концу второго этапа перемешивания смесь из слабокислотной переходит в слабощелочную, в то время как в составе прототипа она остается слабокислой.
Второй этап перемешивания длится не менее двух минут, чтобы среда смеси была не только слабощелочной, но и охладилась до 25-30oC. При такой температуре поливинилацетатная эмульсия преждевременно не полимеризуется и смесь не коагулирует (загустевает) до формования.
3 этап. На третьем этапе перемешивания (0,5 мин) поливинилацетатная эмульсия равномерно распределяется в смеси, покрывает пленками железосодержащие частицы, защищая их от дальнейшей коррозии. До отвердения смеси она повышает клеящую способность смеси при герметизации ее открытой поверхности в формах методом приклеивания к ней различных пленок, например целлофановой, резиновой, плотной (пергаментной) бумагой и др. не пропускающей пары воды. Это тоже ускоряет процесс отвердения, так как задерживается влага, за счет которой идут реакции гидротации минералов. За счет исключения односторонней диффузии паров воды и растворов солей FeCl2 и FeCl3 исключаются возможность образования пор на поверхности изделий и склонность к деформации после распалубливания изделий с толщиной менее 30 мм.
В процессе отвердения поливинилацетатная эмульсия тампонирует поры и аналогично железосодержащим частицам выполняет функции дисперсноармирующего наполнителя. Обычно железосодержащие частицы повышают прочность смеси при изгибе, но снижают прочность при сжатии, в то время как поливинилацетатная эмульсия не только повышает прочность при изгибе, но и при сжатии. Поэтому в заявляемом способе предел прочности при сжатии не уменьшается, а прочность при изгибе увеличивается. Повышению прочности способствует и сокращение времени вибрирования и соответствующее предотвращение воздухововлечення.
Приготовленная смесь может продолжительное время не схватываться. Чтобы ускорить процесс ложного и фактического схватывания, подают известь-пушонку.
4 этап. На четвертом этапе перемешивания за 2-3 мин до формования подают известь-пушонку. Часть извести-пушонки вступает в реакцию с остатками в смеси ионов хлора, образуя дополнительное количество CaCl2, который способствует сокращению длительности конца схватывания. Вторая часть (большая) остается в виде свободной Ca(OH)2, способствуя повышению щелочности среды и нейтрализации поливинилацетатной эмульсии.
В процессе формования (вибрирования) известь-пушонка выполняет функции электролита, поэтому при перемешивании смесь резко увеличивает подвижность, а при вибрировании эффект разжижения еще в большей степени увеличивается. После прекращения вибрирования смесь быстро загустевает, но не схватывается, а переходит в пластическое состояние (ложное схватывание).
Таким образом, известь-пушонка при вибрировании выполняет функцию электролита (пептизатора), а после прекращения механических воздействий на смесь выполняет функцию коагулятора, то есть известь-пушонка в количестве 1,5-2% сверх 100% смеси создает среду смеси с повышенными тиксотропийными свойствами.
Благодаря тому, что большая часть извести-пушонки остается в смеси непрореагированной (т. к. к концу приготовления Ca(OH)2 почти весь MgCl2 вступает в реакцию), она начинает диффундировать к поверхности затвердевающих изделий, вступая в реакцию с углекислым газом воздуха (карбонизируется) по уравнению
2Ca(OH)2+2CO2 2CaCO3+2H2O,
образуя на поверхности белую или светло-серую пленку, которая плотно скрепляется с основной массой отверждающейся смеси. Последнему способствует и поливинилацетатная эмульсия. Она усиливает и светлый тон поверхности, так как имеет белый цвет.
Таким образом, процесс диффузии Ca(OH)2 и образование CaCO3, а также отвердение поливинилацетатной белой эмульсии на поверхности изделий опережают запоздалый процесс диффузии непрореагированных молекул FeCl2 и FeCl3 и тем самым погашают процесс высолобразования, то есть изделия приобретают светлый тон без пятен и признаков высолов. Известь-пушонка не только способствует улучшению архитектурного вида, но и выполняет ряд других положительных факторов, конкретно:
сокращает длительность фактического конца схватывания за счет повышения в смеси концентрации соли-катализатора CaCl2,
способствует нейтрализации поливинилацетата,
выполняет функцию пигмента за счет равномерной диффузии к поверхности и карбонизации, этому способствует клеящая способность и белый цвет поливинилацетатной эмульсии, этот процесс улучшает архитектурный вид изделий,
в процессе вибрирования известь-пушонка выполняет функцию электролита и повышает тиксотропию смеси и соответственно снижает время вибрирования и возможность воздухововлечения в смесь пузырьков воздуха, исключая возможность образования пор внутри смеси и на поверхности, последнее не только повышает архитектурный вид изделий, но и обеспечивает повышение прочности образцов,
при снятии механических воздействий смесь быстро каогулирует до пластического состояния, что позволило не уменьшить длительность до возможного распалубливания изделий с толщиной более 30 мм. Этому также способствует повышенная тиксотропия под воздействием извести-пушонки в совокупности с нейтрализованной поливинилацетатной эмульсией.
Для исключения деформации изделий с толщиной менее 30 мм в ранние сроки твердения и не снижения прочности за счет более длительного сохранения воды в системе смеси открытую поверхность смеси до момента конца схватывания (возможного распалубливания форм) герметически закрывают путем заклеивания указанной пленкой. Так как в смеси присутствует незатвердевшая к этому моменту эмульсия ПВА, эта смесь обладает клеящими свойствами по отношению к пленкам. Исключению возможной деформации способствует равномерная диффузия солей по всем внутренним поверхностям формы в ранние сроки твердения.
Таким образом, наряду с известными положительными функциями поливинилацетатной эмульсии в составе смеси (повышающая прочность композита, тампонирующая и соответственно тормозящая диффузию высолобразования) она приобретает и другое назначение, порожденное предлагаемым способом:
усиливает адгезию карбонизирующей плотной пленки с основной массой смеси и усиливает светлый тон смеси, т.е. выполняет функцию пигмента, этим она способствует повышению архитектурного вида изделий,
усиливает клеящую способность смеси в момент герметизации ее открытой поверхности заклеиванием указанными пленками.
Предлагаемый способ в сравнении с известным способом прототипа имеет следующие технико-экономические преимущества:
снижает расход бишофита на 1,46% (по MgCl2) или жидкого бишофита с плотностью 1,3 г/см3 на 2,84%
сокращается продолжительность формования в 10-20 раз, что значительно повышает производительность формования,
уменьшается В/Т за счет введения в смесь отходов производства в количестве 4,08-6,7% на тонну изделий,
расширяется область применения изделий за счет повышения архитектурного вида,
снижается брак изделий на 30-40% за счет исключения деформаций изделий с толщиной менее 30 мм,
расширяется база искусственного сырья за счет утилизации железосодержащих отходов,
сокращается расход электроэнергии на 60-70% за счет сокращения времени вибрирования и исключения помола извести-пушонки и дисперсноармирующих наполнителей (берутся только готовые отсевы),
для тонкостенных изделий с толщиной 0,8-1 см, например, при изготовлении облицовочных плиток не требуются дорогостоящие разъемные формы из нержавеющей стали, их можно заменить резиновыми неразъемными или с деревянной обечайкой и стеклянным поддоном, т.к. вторичный подогрев смеси в формах осуществляется при t=60±5oC,
снижается себестоимость приготовленной смеси для композитов на 15-22% а в сравнении с металлическими корпусами режущих инструментов на 80%
| название | год | авторы | номер документа |
|---|---|---|---|
| СЫРЬЕВАЯ СМЕСЬ | 1998 |
|
RU2130437C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНОЙ СЫРЬЕВОЙ СМЕСИ | 1991 |
|
RU2013408C1 |
| СЫРЬЕВАЯ ФОРМОВОЧНАЯ СМЕСЬ | 1997 |
|
RU2114087C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НА ОСНОВЕ МАГНЕЗИАЛЬНОГО ВЯЖУЩЕГО | 1991 |
|
RU2021234C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЛАКОЩЕЛОЧНОЙ ВЯЗКОТЕКУЧЕЙ КОМПОЗИЦИИ | 1996 |
|
RU2096374C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ГИПСОБЕТОННОЙ СМЕСИ | 2007 |
|
RU2341481C1 |
| Способ приготовления шлакомагнезиальной сырьевой смеси | 1990 |
|
SU1768553A1 |
| ВЯЖУЩЕЕ И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2007 |
|
RU2341477C1 |
| КЕРАМИЧЕСКАЯ МАССА | 2004 |
|
RU2259972C1 |
| ОГНЕСТОЙКАЯ ВЯЗКОТЕКУЧАЯ КОМПОЗИЦИЯ | 2003 |
|
RU2255069C1 |

Изобретение относится к промышленности строительных материалов и может быть использовано при изготовлении облицовочных плиток, плит для полов, а также корпусов режущих инструментов. Настоящее изобретение решает задачу повышения архитектурного вида изделий и тиксотропии формовочной смеси с В/Т= 0,2-0,3, а также сокращения времени конца фактического схватывания без сокращения времени возможного распалубливания для изделий с толщиной более 30 мм и соответствующим исключением возможных деформаций для изделий с толщиной менее 30 мм при естественных условиях твердения без или с предварительным подогревом при t=60oC, а также расширения ресурсов применения железосодержащих дисперсноармирующих отходов других производств без уменьшения прочности. Способ изготовления изделий, включающий приготовление формовочной смеси смешением каустического магнезита с молотым основным доменным шлаком, дисперсноармирующим железосодержащим компонентом, имеющим крупность менее 0,63 мм, и раствором MgCl2 с плотностью 1,3 г/см3 с последующим формованием изделий с виброуплотнением и выдержкой в формах до распалубки, отличается тем, что сначала перемешивают каустический магнезит и молотый основной доменный шлак, затем полученную смесь вводят при интенсивном перемешивании в нагретый до 70oC водный раствор MgCl2 с плотностью 1,3 г/см3 и, не прекращая перемешивания, вводят дисперсноармирующий железосодержащий компонент, после чего смесь охлаждают и подают в нее нейтрализованную щелочью поливинилацетатную эмульсию с плотностью 1,1 г/см3, а перед формованием в полученную формовочную смесь вводят известь-пушонку в количестве 1,5-2% сверх 100% от массы формовочной смеси, которая имеет следующий состав, мас.%: каустический магнезит 21,1-28,6, молотый основной доменный шлак 30,4-36,4, раствор MgCl2 с плотностью 1,3 г/см3 в пересчете на сухое вещество 8,18-11,7, дисперсноармирующий железосодержащий компонент с размером частиц менее 0,63 мм 9,5-12,5, поливинилацетатная эмульсия плотностью 1,1 г/см3 0,9-1,0, вода - остальное, причем в качестве дисперсноармирующего железосодержащего компонента используют прошедший высокотемпературную обработку и содержащий не менее 50% железосодержащих частиц отход, один из группы: отход доменного производства - колошниковая пыль, магнитоактивная буроугольная зола, пыль из циклонов от очистки стальной промарматуры дробеструйным аппаратом, железосодержащий отход электромагнитной очистки шамотных порошков, а свободную поверхность отформованных изделий герметично закрывают путем заклеивания пленкой, не пропускающей пары воды и воздуха, и выдерживают до распалубки, при этом функции клеящего вещества выполняет сама смесь. 1 табл.
Способ изготовления изделий, включающий приготовление формовочной смеси смешением каустического магнезита с молотым основным доменным шлаком, дисперсно-армирующим железосодержащим компонентом, имеющим крупность менее 0,63 мм, и раствором MgCl2 с плотностью 1,3 г/см3 с последующим формованием изделий с виброуплотнением и выдержкой в формах до распалубки, отличающийся тем, что сначала перемешивают каустический магнезит и молотый основной доменный шлак, затем полученную смесь вводят при интенсивном перемешивании в нагретый до 70oС водный раствор MgCl2 с плотностью 1,3 г/см3 и, не прекращая перемешивания, вводят дисперсно-армирующий железосодержащий компонент, после чего смесь охлаждают и подают в нее нейтрализованную щелочью поливинилацетатную эмульсию с плотностью 1,1 г/см3, а перед формованием в полученную формовочную смесь вводят известь пушонку в количестве 1,5 2% сверх 100% от массы формовочной смеси, которая имеет следующий состав, мас.
Каустический магнезит 21,1 28,6
Молотый основной доменный шлак 30,4 36,4
Раствор MgCl2 с плотностью 1,3 г/см3 в пересчете на сухое вещество 8,18 11,7
Дисперсно-армирующий железосодержащий компонент с размером частиц менее 0,63 мм 9,5 12,5
Поливинилацетатная эмульсия плотностью 1,1 г/см3 0,9 1,0
Вода Остальное
причем в качестве дисперсно-армирующего железосодержащего компонента используют прошедший высотемпературную обработку и содержащий не менее 50% железосодержащих частиц отход, один из группы: отход доменного производства
колошниковая пыль, магнитоактивная буроугольная зола, пыль из циклонов от очистки стальной промарматуры дробеструйным аппаратом, железосодержащий отход электромагнитной очистки шамотных порошков, а свободную поверхность отформованных изделий герметично закрывают путем заклеивания пленкой, не пропускающей пары воды и воздуха, и выдерживают до распалубки, при этом роль клеящего вещества выполняет сама смесь.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| RU, патент, 2021234, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, патент, 2013408, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
