Изобретение относится к области черной металлургии, в частности, к конструкции электрических дуговых печей и способам производства стали в этих печах путем переплавки железного скрапа, губчатого железа, доменного чугуна.
Традиционные электрические печи постоянного тока для переплавки скрапа, которые обеспечивают несколько более высокую энергетическую загрузку, имеют один единственный центральный, расположенный вертикально в металлоприемнике печи, графитовый электрод. Максимально возможная энергетическая загрузка, которая зависит от вторичного тока, ограничена максимально возможным диаметром графитового электрода. В настоящее время максимальная энергетическая загрузка возможна в печах этого типа с электродами, диаметр которых составляет порядка 700 мм.
Диаметр электрода этого порядка и запланированные большие диаметры обуславливают, однако, вследствие появляющихся очень больших масс, сил и моментов, крайне дорогостоящие конструктивные решения и недостатки при эксплуатации устройства для зажима электродов и его направления, многопроволочных проводов, рассчитанных на большую силу тока, и т.п.
Кроме того, вызывает трудности изготовление электродов такого большого диаметра достаточного качества. Помимо этого энергетическая загрузка с помощью единственной электрической дуги скоцентрирована в одном месте, более или менее в середине печи, и еще затрудняется магнитными воздействиями, которые при высоких мощностях воздействуют на электрическую дугу.
В традиционных электрических печах трехфазного тока (см. например, DE, N 2944269, кл. F 27 B 3/18, 1981 или DE, N 3241987, кл. F 27 B 3/08, 1984) с помощью трех, расположенных в центре на делительной окружности, электродов в скрапе выплавляется вертикальный кратер и затем разрыхляется остальной скрап. Энергия горячих отходящих гаэов поднимается неиспользованной через пустой кратер вверх и вызывает повышенное нагревание крышки и, как и в традиционных электрических дуговых печах постоянного тока, раскаленный участок электрода большой длины, что приводит к сильному боковому угару. Кроме того, для электродов небходимы очень массивные электродержатели и подъемные мачты с тяжелыми направляющими, чтобы выдерживать усилия и вибрации, которые вызываются также опасными высокими токами. Эти устройства являются существенным фактором капитальных затрат, который все более увеличивает стоимость традиционных электрических дуговых печей трехфазного тока и затрудняет их эксплуатацию.
Известна электрическая дуговая печь для производства стали, содержащая металлоприемник и, по меньшей мере, один выступающий в металлоприемник, размещенный в его нижней части сбоку, графитовый электрод, выполненный с возможностью зажигания дуги между ним и загружаемым материалом (см. Окороков Н. В. Электросталеплавильные печи черной металлургии, М. Металлургиздат, 1945, с. 14 15)
Конструкция известной печи позволяет частично устранить недостатки вышеописанных традиционных печей, в частности, вследствие горизонтального расположения электродов, позволяет использовать электроды меньшего диаметра, частично устраняет сильный боковой угар электродов, однако требует питание двухфазным током, характеризуется большими тепловыми потерями и расходом энергии, не обеспечивает защиты электрода от осыпающегося загруженного материала.
Данная известная печь принята в качестве ближайшего аналога.
Изобретение имеет цель устранения этих недостатков и направлено на создание установки, обеспечивающей высокую энергетическую загрузку при низких капитальных затратах, эксплутационных расходах и расходах на содержание оборудования в исправном состоянии при высокой эксплуатационной надежности.
Поставленная задача решается благодаря тому, что в электрической дуговой печи для производства стали, содержащей металлоприемник и, по меньшей мере, один выступающий металлоприемник, размещенный в его нижней части сбоку, графитовый электрод, выполненный с возможностью зажигания дуги между ним и загружаемым материалом, нижняя часть металлоприемника выполнена с выступающим наружу радиальным расширением относительно верхней части, причем радиальное расширение нижней части металлоприемника выполнено в зоне графитового электрода.
В электрической печи, согласно изобретению, электрическая дуга горит примерно в продолжении оси электрода к материалу загрузки, вследствие чего электрическая дуга выжигает полость в насыпном конусе загруженного материала. В эту полость обрушивается располагающийся над ней загруженный материал, чтобы затем самому быть подвергнутым воздействию электрической дуги и расплавиться.
Благодаря тому, что графитовый электрод вдается сбоку в расширенную радиально по сравнению с верхней частью металлоприемника печи нижнюю часть металлоприемника, графитовый электрод хорошо защищен от осыпающегося загруженного материала. Лишь для зажигания электрической дуги или для перегрева образованной из скрапа ванны, после его полного расплавления, графитовый электрод двигается дальше вперед. Во время расплавления скрапа острие электрода удерживается вне плана верхней части металлоприемника печи.
Образующиеся при расплавлении горячие газы вытягиваются через столб скрапа вверх и нагревают скрап. Сами внедряемые сбоку графитовые электроды остаются большей частью незатронутыми этими горячими газами, так что имеют лишь небольшой раскаленный участок и в соответствии с этим небольшой боковой угар.
Радиальное расширение нижней части металлоприемника в соответствии с вариантами выполнения может быть выполнено кольцеобразно вокруг верхней части печи или только в зоне размещения графитового электрода, образуя "электродную камеру" c шириной, равной 3-7 диаметрам электрода, в которой острие электрода может быть защищено при эагрузке. Таким образом обеспечивается эффективное истечение газа через находящийся во внутреннем пространстве печи столб скрапа, а также оптимальная защита графитовых электродов.
В соответствии с предпочтительным вариантом выполнения электрической дуговой печи, графитовые электроды направлены наклонно вниз к днищу металлоприемника печи, благодаря чему можно направлять электрическую дугу перпендикулярно к поверхности насыпного конуса загружаемого материала. Наклонное расположение электродов способствует также эффективному перегреву расплава после полного расплавления скрапа, а также проведению практикуемых в традиционной электрической дуговой печи металлургических операций, как например, фришевание, раскисление, легирование и т.п.
Электрическая дуговая печь в соответствии с изобретением может быть выполнена в виде печи трехфазного тока с тремя или большим количеством графитовых электродов.
Электрическая дуговая печь в соответствии с изобретением может быть выполнена в виде печи постоянного тока с несколькими графитовыми электродами.
Графитовые электроды могут быть выполнены с катодным включением, при этом металлоприемник снабжен донным анодом.
По меньшей мере один графитовый электрод может быть выполнен с катодным включением и, по меньшей мере, один графитовый электрод с анодным включением. При таком выполнении предотвращается имеющий место в традиционной электрической дуговой печи с графитовым электродом с анодным включением повышенный износ последнего. Этот износ может быть в три раза больше износа графитового электрода с катодным включением. Это объясняется тем, что графитовый электрод, в соответствии с изобретением, подвергается воздействию специальных мер охлаждения, что дает возможность эксплуатации электрической дуговой печи постоянного тока частично или полностью без расположенного в днище анода и, тем самым, без жидкого горна.
Графитовые электроды могут быть электрически включены независимо друг от друга и расположены так, что замена одного из них или добавление может осуществляться независимо от работы других графитовых электродов, вследствие чего возможна непрерывная эксплуатация электрической дуговой печи без перерыва подачи тока к другим графитовым электродам. Благодаря этому существенно повышается возможность использования электрической дуговой печи.
Графитовые электроды могут быть размещены на одном уровне и радиально симметрично относительно вертикальной оси металлоприемника.
Печь может быть снабжена выступающими сбоку в металлоприемник печи горелками для сжигания смеси из газа и кислорода, установленными на одном уровне выше уровня расположения графитовых электродов.
Горелки для сжигания смеси из газа и кислорода могут быть расположены между графитовыми электродами радиально симметрично относительно вертикальной оси металлоприемника.
Для обеспечения особенно эффективного расплавления, графитовые электроды могут быть установлены в наклонных направляющих на опорном устройстве с возможностью поворота вокруг вертикальной и горизонтальной осей. Благодаря этому удается даже при односторонней загрузке скрапа постоянно создавать оптимально действующую электрическую дугу.
Графитовые электроды могут быть установлены на опорном устройстве с возможностью перемещения в направлении их продольной оси за счет опорных роликов.
Графитовые электроды могут быть установлены с возможностью перемещения, осуществляемого гидравлически.
Опорное устройство графитовых электродов выполнено с возможностью перемещения в радиальном относительно металлоприемника направлении, к металлоприемнику и обратно.
Печь может быть снабжена электродным ниппельным соединительным устройством, на котором, посредством зажимного устройства, установлен электрод с возможностью вращения, причем опорное устройство и зажимное устройство установлены с возможностью перемещения друг к другу по одной линии.
Графитовые электроды могут быть выполнены полыми и подсоединенными к трубопроводу для подачи газа, а также с возможностью подсоединения к трубопроводу для подачи твердых веществ для внесения содержащих металлические пыли и(или) пыли окислов металлов, и(или) органических субстанций.
Металлоприемник печи может быть установлен с возможностью опрокидывания.
Металлоприемник печи может быть снабжен эксцентрично расположенным в днище выпускным отверстием или носовым выпуском.
Электрическая дуговая печь, согласно изобретению, может быть выполнена в виде шахтной печи, в верхней части шахты которой выполнены одно или несколько закрываемых боковых загрузочных отверстий. Благодаря этому отпадает надобность в механизме подъема и поворота крышки, а также в прерывании процесса расплавления из-за удаления имеющейся в традиционных электрических дуговых печах крышки и в выступающем сверху через крышку внутрь металлоприемника печи электроде. Кроме того, исключена также опасность выброса жидкой стали при загрузке в жидкий горн. Помимо этого, во время процесса загрузки не нужно прерывать процесс плавления, вследствие чего повышается возможность использования.
Печь при выполнении ее в виде шахтной печи может иметь сужающуюся кверху шахту.
Печь при выполнении ее в виде шахтной печи может быть снабжена соединенной с ней электрической подовой печью, расположенной непосредственно рядом, с возможностью переведения в электрическую подовую печь образующегося в ней расплава через сливной затвор.
Металлоприемник печи при выполнении ее в виде шахтной печи может быть выполнен с круглым или овальным корытообразным углублением днища, отделенным от днища металлоприемника электрической подовой печи.
Днище металлоприемника печи, при выполнении ее в виде шахтной печи, может соприкасаться с днищем металлоприемника электрической подовой печи по касательной.
Днище металлоприемника соединенной с шахтным вариантом электрической дуговой печи, электрической подовой печи, может быть выполнено углубленным в форме ванны.
Печь может быть снабжена системой вытяжки газов, установленной на ее верхнем конце.
Электрическая дуговая печь, при выполнении ее в виде различных описанных выше модификаций шахтной печи трехфазного или постоянного тока, снабженной соединенной с ней электрической подовой печью, при различных вариантах выполнения их металлоприемников и различных вариантах соединения их металлоприемников, а также возможности наличия системы вытяжки газов, позволяет реализовать способ производства стали из скрапа и(или) губчатого железа, и(или) доменного чугуна, при котором загружаемый материал непрерывно расплавляют в электрической дуговой шахтной печи, а сбор образующегося расплава, переработку его в сталь, нагрев и выпуск осуществляют в электрической подовой печи.
Электрическая дуговая печь при выполнении ее в виде печи трехфазного или постоянного тока, при выполнении графитовых электродов полыми и подсоединенными к трубопроводам подачи газа и твердых веществ позволяет реализовать способ производства стали из скрапа, при котором осуществляют подачу через полые пространства графитовых электродов органических веществ после загрузки и зажигания электрической дуги.
Подаваемые через полые пространства в электродах органические вещества можно разлагать при охлаждении остриев электродов, а продукты разложения можно сжигать, при этом в качестве органических веществ можно использовать углеводы в твердой, жидкой или газообразной форме.
В качестве углеводородов в твердой форме можно использовать отходы синтетических материалов.
Отходы синтетических материалов можно транспортировать в электрическую дуговую печь пневматически совместно с газом-носителем.
В качестве углеводородов в жидкой форме можно использовать старые масла.
В качестве углеводородов в газообразной форме можно использовать природный газ, а образующуюся при этом газовую смесь (СО+Н2) можно поднимать и дожигать на уровне выше выжженных с помощью электрической дуги пустот с отдачей тепла скрапу.
Дожигание газовой смеси (СО+Н2) осуществляется с помощью сжигания смеси из горючего газа и кислорода.
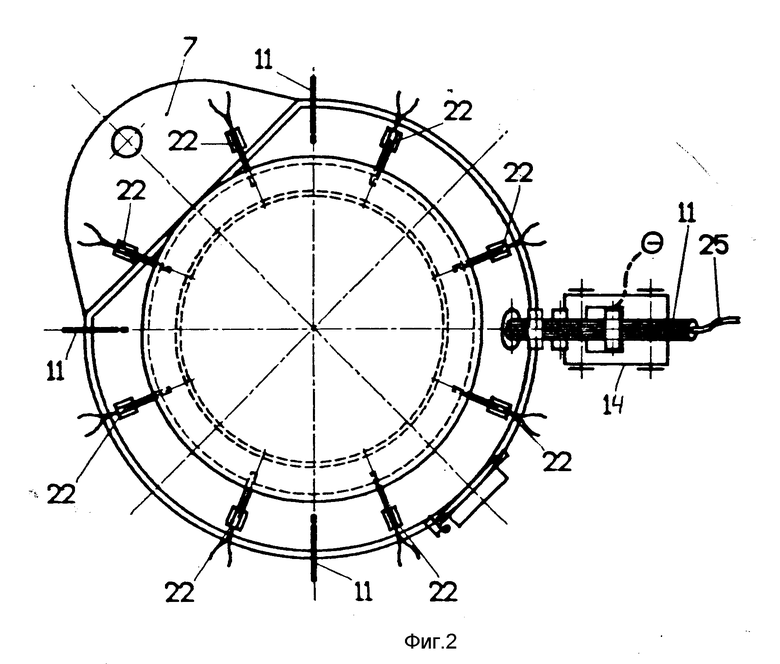
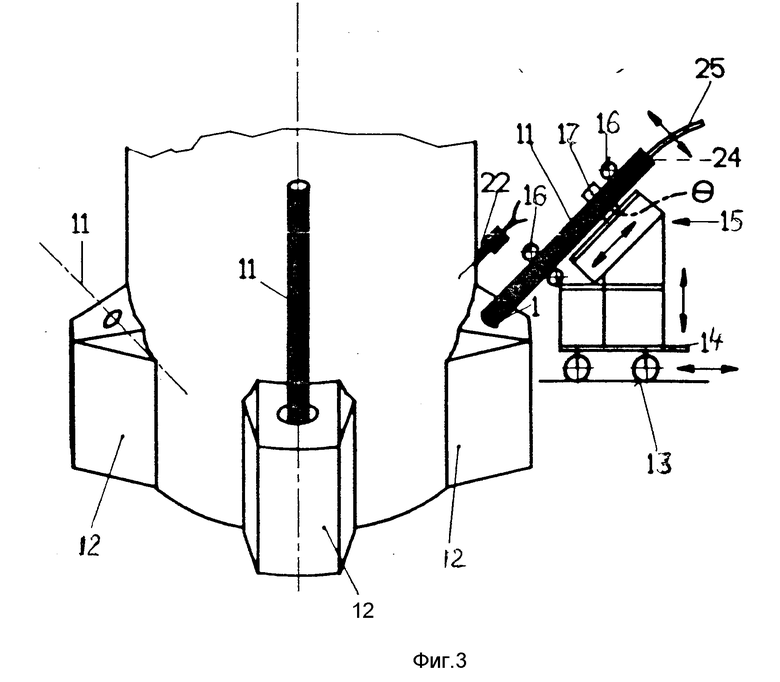
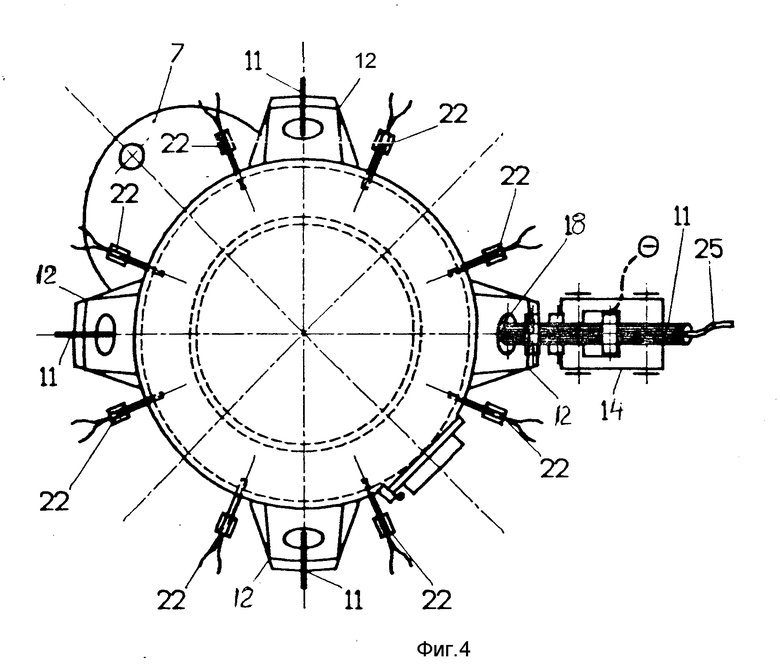
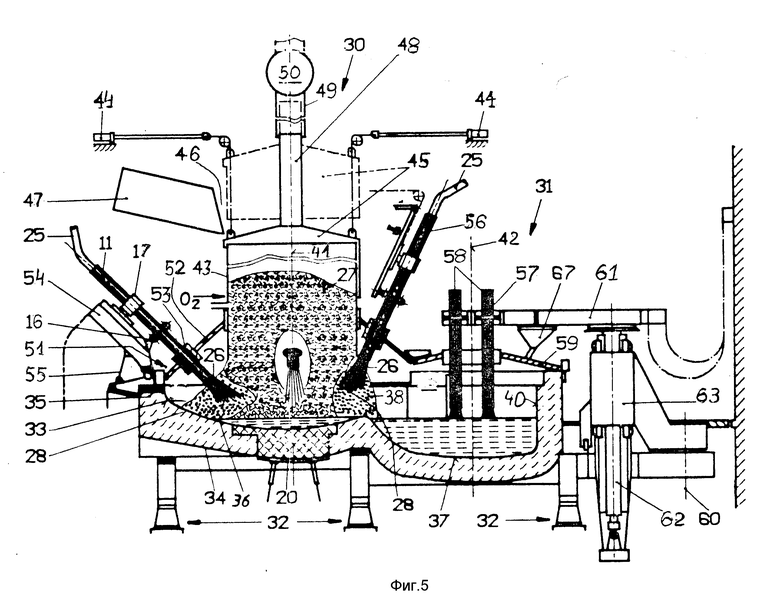
Ниже изобретение более подробно поясняется с помощью нескольких примеров выполнения, представленных на чертежах, где на фиг.1 представлен вертикальный разрез электрической дуговой опрокидываемой печи, выполненной в виде печи постоянного тока, на фиг.2 горизонтальный разрез электрической печи на фиг. 1, на фиг. 3 вид сбоку на нижнюю часть металлоприемника электрической дуговой печи при выполнении его с радиальными расширениями в зоне расположенных сбоку металлоприемника электродов (с"электродными камерами"), на фиг. 4 горизонтальный разрез электрической печи на фиг.3, на фиг.5 - вертикальный разрез электрической дуговой печи, выполненной в виде шахтной печи постоянного тока, соединенной с электрической подовой печью, на фиг.6 - горизонтальный разрез печи на фиг.5, на фиг.7 вертикальный разрез электрической подовой печи, выполненной в виде шахтной печи трехфазного тока, на фиг.8 горизонтальный разрез печи на фиг.7, на фиг.9 горизонтальный разрез печи на фиг. 7, на фиг.10 вид сбоку устройства ниппельного присоединения электродов, на фиг. 11 вид сверху на ниппельное устройство присоединения электродов на фиг. 10.
В соответствии с представленными на фиг.1 и 2 вариантом выполнения, металлоприемник 1 электрической дуговой печи постоянного тока имеет корытообразно углубленное днище 2, которое облицовано огнеупорным материалом 3. Выше днища 2 расположена боковая стенка 4 металлоприемника 1, выполненная в виде футерованного огнеупорным материалом и охлаждаемого водой металлического кожуха 5, ограничивающая рабочее пространство печи сбоку. Сверху рабочее пространство печи ограничено удаляемой предпочтительно путем поворота, а также путем подъема, охлаждаемой водой крышкой 6.
Днище 3 имеет предпочтительно круглую форму в горизонтальной проекции. На одной стороне опрокидываемой печи предусмотрен эркерообразный выступ 7 с выпускным отверстием. Металлоприемник 1 печи мог бы иметь также эксцентрично расположенное донное выпускное отверстие. В нижней своей цилиндрической части 8 боковая стенка 4 металлоприемника 1 на незначительной высоте имеет диаметр, соответствующий диаметру днища 2, затем сужается в виде усеченного конуса 9, над которой расположена верхняя цилиндрическая часть 10 с уменьшенным по сравнению с днищем диаметром.
В соответствии с вариантом выполнения, представленным на фиг.3 и 4 боковая стенка 4 металлоприемника 1 от верха до низа имеет один и тот же диаметр (за исключением возможной конусности) и в зоне расположенных сбоку графитовых электродов 11 выполнена с отдельными расширениями 12 для ввода графитовых электродов 11 в рабочее пространство печи. Ширина расширения 12 в три семь раз больше диаметра электродов 11. Расширения 12 образуют окружающие свободным пространством графитовые электроды 11, насколько последние выступают внутрь печи, "электродные камеры".
Благодаря этому созданы лучшие условия истечения газа через столб скрапа, улучшена защита электродов от осыпающегося скрапа.
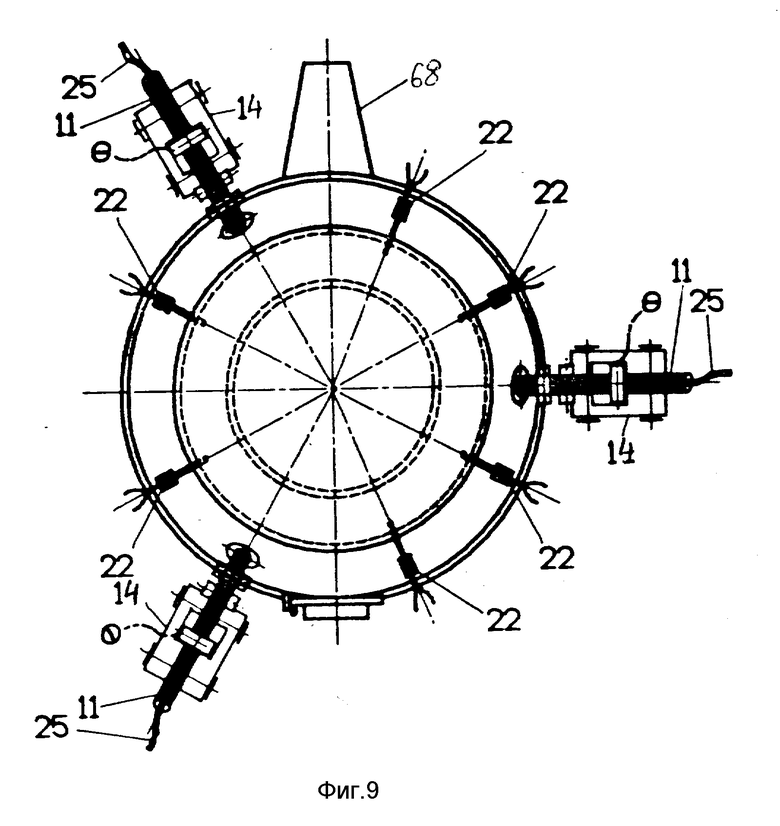
Графитовые электроды 11 постоянного тока расположены по окружности печи. В соответствии с представленным примером выполнения предусмотрено четыре графитовых электрода 11 на угловом расстоянии в 90 градусов. Графитовые электроды 11 установлены на окружающей металлоприемник 1 печи рабочей платформе 13 тележек 14. Каждая из этих тележек 14 имеет поднимаемое и опускаемое, а также поворачиваемое вокруг горизонтальной и вертикальной осей опорное устройство электродов 15, которое оснащено поддерживающими графитовый электрод 11 роликами 16, и устройство для зажима электродов 17. Каждый графитовый электрод 11 непосредственно направляется по роликам 16 и с помощью гидравлического цилиндра, который воздействует непосредственно на устройство для зажима электродов 15 или на специальное отдельное устройство, перемещается вперед и назад. Управление перемещением электродов осуществляется с помощью регулирующего устройства. Для осуществления поворотных движений, а также для продольного передвижения графитовых электродов предпочтительно использовать гидравлические устройства, которые, однако, на чертеже более детально не показаны.
Графитовые электроды 11 через отверстия 18 в части боковой стенки 4, выполненной в виде усеченного конуса 9 или расширения 12, выступают в нижнюю часть внутреннего пространства печи. Наклон графитовых электродов 11 и радиальное удаление от средней оси 19 металлоприемника 1 печи может устанавливаться в соответствии с условиями эксплуатации, т.е. в соответствии с количеством загружаемого материала, состоянием расплавления, или уровнем зеркала ванны расплава при перегреве расплава. В днище 2 металлоприемника 1 расположен один анод 20, к которому направлены радиально симметрично расположенные графитовые электроды 11. Острия 21 всех электродов 11 расположены на одном уровне и в нормальном режиме вне диаметра верхней части 10, даже тогда, когда состояние расплавления загружаемого материала допускает другое их расположение во внутреннем пространстве печи.
На нескольких уровнях выше уровня остриев 21 электродов предусмотрены трубки 22 горелок для сжигания смеси газа и кислорода, которые могут вставляться через отверстия 23 верхней цилиндрической части 11 во внутреннее пространство печи. Как можно видеть на фиг.4, две таких трубки 22 горелок расположены между двумя соседними графитовыми электродами 11.
Графитовые электроды 11 могут быть выполнены в виде полых электродов с проходящим по центру полым пространством 24, которое подключено к трубопроводу 25, по которому могут подаваться органические субстанции, предпочтительно природный газ и(или) твердые, и(или) жидкие углеводороды, и(или) содержащие металл или окислы металлов пыли.
Вся электрическая мощность, в противоположность традиционным электрическим печам постоянного тока, вводится не с помощью одного единственного, очень толстого центрального вертикального графитового электрода, а с помощью четырех или большего количества графитовых электродов меньшего диаметра, расположенных в четырех радиально симметричных местах. Благодаря этому спектр мощностей настолько смещен вверх и ограничение мощности электрической дуговой печи постоянного тока больше не связано с нагруженностью током электродов. Отпадает надобность в электродержателе и подъемной мачте.
Требуемые для традиционных электрических печей с центральным электродом, выступающим в рабочее пространство через крышку, питающие многопроволочные провода, рассчитанные на большую силу тока, были бы особенно нагружены при опрокидывании печи при сливе. В соответствии с изобретением, вследствие меньшего передаваемого тока на каждый электрод, могут быть использованы более тонкие относительно их длины и скручивания провода. Графитовые электроды 11 при опрокидывании могут отодвигаться назад на рабочей платформе 13, что допускает использование коротких, механически очень незначительно нагружаемых многопроволочных проводов, рассчитанных на большую силу тока. Это преимущество по сравнению с традиционной электрической печью постоянного тока еще более усиливается тем фактом, что, в соответствии с изобретением, многопроволочные провода не принимают участия в повороте крышки.
Дополнительное вставление любого из четырех графитовых электродов 11 осуществляется по отдельности и независимо, не прерывая работу других графитовых электродов 11. Благодаря этому существенно повышается возможность использования электрической печи.
Если через графитовые электроды 11 подаются природный газ или другие твердые, жидкие или газообразные органические вещества, это вызывает охлаждающий эффект на остриях 21 электродов. Природный газ, например, при выходе из графитовых электродов 11 разлагается с помощью электрической дуги 26 на компоненты С и H2, которые при высоких температурах в электрической дуге 26 не могут сжигаться во время процесса плавления с помощью кислорода. При таком процессе разложения расходуется энергия. Целесообразно образующуюся от разложения CH4 в пространстве печи газовую смесь CO + H2 дожигать с помощью трубок 22 горелок для сжигания смеси газа и кислорода до разложения на компоненты CO и H2O. Образующееся при этом тепло подается к еще холодному скрапу 27 в пространстве печи до его расплавления.
С помощью наклонных графитовых электродов 11 с наклонной электрической дугой 26 в скрапе выплавляются полости 28, после чего скрап обрушивается, не касаясь и не повреждая расположенные защищенные в нижней части 8 или в расширениях 12 графитовые электроды.
Горячие газы из процесса расплавления поднимаются через откладывающийся через полости скрап и предварительно нагревают его.
Сюда еще добавляется происходящее в пространстве печи предварительное нагревание скрапа благодаря описанному выше дожиганию. Это происходит до тех пор, пока скрап 27 не расплавлен и не превращен в жидкую ванну, затем электрические дуги 26 горят на жидкую ванну и нагревают или перегревают последнюю.
После приготовления расплава, графитовые электроды выводятся из внутреннего пространства печи и электрическая дуговая печь опрокидывается для выпуска расплава. После выпуска расплава электрическая дуговая печь опрокидывается обратно, открывается крышка 6, загружается скрап 27 и крышка 6 вновь закрывается. Загрузка скрапа может осуществляться также через боковые дверцы в верхней цилиндрической части 10, которые на чертеже не показаны. После ввода графитовых электродов 11 сбоку, можно приступать к процессу плавления.
Описанная выше электрическая дуговая печь постоянного тока обеспечивает следующие преимущества:
возможны электрические дуговые печи постоянного тока с максимальными мощностями, так как мощность распределена по нескольким графитовым электродам 11 и нет ограничения диаметром электродов (более 150 т/час);
существенное повышение возможности использования, так как при неполадках (например, разрушении электрода, установка электрода и т.д.) на одном из графитовых электродов 11 возможна дальнейшая эксплуатация электрической печи;
электрическая печь может быть построена также выше, например, может быть выполнена в виде шахтной печи, как это изображено на фиг.1 пунктирными линиями, благодаря чему весь скрап 27 может подаваться за один единственный процесс с помощью короба или самотечного желоба или несколькими порциями, в то время как внизу беспрерывно продолжается процесс плавления, что увеличивает производительность на 10% При исполнении в виде шахтной печи для непрерывной загрузки, может быть предусмотрено боковое загрузочное отверстие (целесообразно со шлюзовым затвором для предотвращения выхода пыли), так что может отпасть надобность в механизме подъема и поворота крышки;
упрощение и удешевление устройства примерно на 20% в результате отсутствия электродержателя, подъемной мачты электрода, направляющих мачты и существенные уменьшения трансформаторов;
существенные преимущества, связанные с поддержанием установки в исправности;
лучшая подача энергии в расплавляемый материал благодаря оптимальному распределению подаваемой энергии в пространстве печи, лучшая регулируемость, благодаря наличию меньших подвижных масс в электродной системе, лучший предварительный нагрев скрапа в загружаемом пространстве печи благодаря горячим отходящим газам из выплавленных с помощью наклонных графитовых электродов 11 пустот 26, а также благодаря дожиганию CO из загружаемого совместно угля или CO + H2 из природного газа, который вдувается через полые электроды;
экономия энергии около 50 кВт/т (примерно 10%) или увеличение производительности примерно на 10%
экономия энергии примерно на 28% благодаря наклонному расположению электродов: меньше длина раскаленного участка электрода, горячие отходящие газы проходят не вдоль графитового электрода, поэтому меньше боковой угар;
не требуется специальные размеры электродов, а возможен небольшой диаметр электродов (примерно от 200 до 450 мм), которому соответствует более высокая удельная электропроводность;
предотвращение отклонения электрической дуги магнитными полями в мощной электрической дуговой печи постоянного тока.
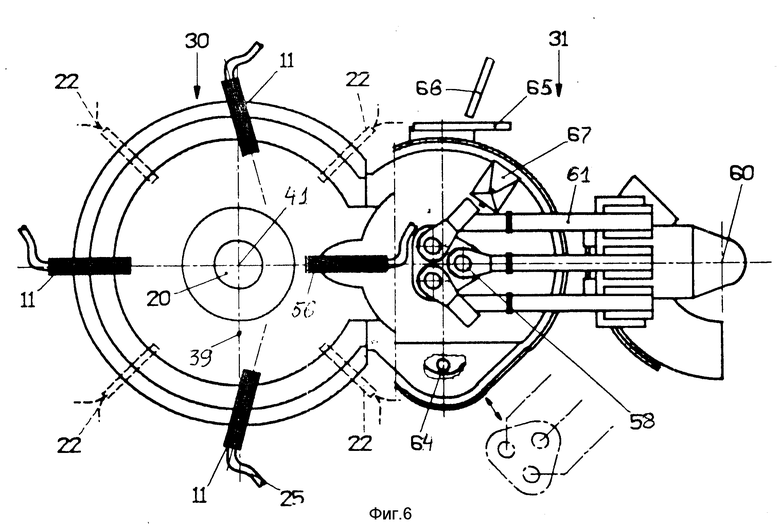
В соответствии с представленным на фиг. 5 и 6 вариантом выполнения, электрическая дуговая печь выполнена в виде шахтной печи 30, соединенной с электрической подовой печью, расположенной непосредственно рядом с возможностью переведения в нее расплава. Печь 30 вместе с соединенной с ней печью 31 с помощью опрокидывающихся салазок 32 опираются на один фундамент.
Днище 33 печей 30 и 31 образовано листовой броней 34, которая изнутри оснащена огнеупорной футеровкой 35. Днище 33 имеет круговое или корытообразное углубление 36, соответствующее шахтной печи 30, отделенное от углубления 37, соответствующего электрической подовой печи 31, сливным затвором 38. Для осушения углубления 36 с целью проверки, ремонта или замены расположенного в днище анода 20, в нем предусмотрено эксценрично расположенное выпускное отверстие 39. Огнеупорная футеровка в зоне электрической подовой печи 31 выше и образует с днищем 37 взаимосвязанные боковые стенки 40, которые могут быть выполнены охлаждаемыми водой.
Как видно из фиг.6, шахтная печь 30 и соединенная с ней электрическая подовая печь 31 выполнены предпочтительно круглыми. Их днища 36 и 37 соприкасаются друг с другом по касательной. Оба внутренних плавильных пространства в месте соприкосновения соединены друг с другом, причем углубления 36 и 37 днищ в месте соприкосновения разделены с помощью сливного затвора 38. Часть подовой печи 31 может принимать всю загрузку, не достигая высоты сливного затвора 38.
Печь 30, соединенная с печью 31, может опрокидываться вертикально относительно горизонтальной оси, соединяющей центр 41 печи 30 с центром 42 печи 31.
Печь 30 имеет цилиндрическую, по диаметру меньшую диаметра днища шахтную часть 43, которая образована металлическим кожухом. На верхнем конце шахтной части 43 расположена поднимаемая и опускаемая с помощью гидравлических цилиндров 44 крышка 45, которая на одной стороне имеет углубление 46. При поднятой (изображено на фиг.5 пунктирной линией) крышке загрузочное отверстие освобождено для загрузки скрапа, которая осуществляется с помощью загрузочного самотечного желоба 47. Загрузка скрапа может осуществляться и через боковые дверцы в цилиндрической шахтной части 43 (на чертеже не показаны). Промежуточно может быть также включен шлюзовой затвор для улавливания отходящих газов при загрузке. В центре крышки 45 предусмотрена труба 48 для отвода отходящих газов, которая входит в концентрично расположенную стационарную вытяжную трубу 49 большого диаметра, присоединенную к вытяжному устройству 50.
Нижняя часть 51 печи 30 выполнена расширяющейся и образована охлаждаемым водой кожухом 52. Кожух 52 нижней части 51 выполнен в форме усеченного конуса и имеет отверстия 53, через которые во второй и третьей фазе вдувают тонкоизмельченную известь, сначала пространство печи 30 выступают направленные наклонно к центру днища графитовые электроды 11. Графитовые электроды 11 установлены на консолях 54 и могут перемещаться аксиально в направлении к днищу 33 или в противоположном направлении, а также поворачиваться с помощью поворотного устройства 55. Таким образом, в представленном примере выполнения наклон оси электрода относительно горизонтали может устанавливаться в пределах от 20 до 80 градусов. В центре печи 30 расположен донный анод 20.
На переходе между печью 30 и печью 31 предусмотрен дополнительный графитовый электрод 56, который расположен круче графитовых электродов 11, расположенных на кожухе расширяющейся нижней части 51 с возможностью поворота. Дополнительный графитовый электрод 56 установлен лишь с возможностью перемещения в продольном направлении и без возможности поворота. Его наклон относительно горизонтали составляет от 50 до 80 градусов, предпочтительно 70.
Печь 31 оснащена электрическим нагревательным устройством 57, которое в представленном варианте выполнено в виде электродугового нагревательного устройства трехфаэного тока, графитовые электроды 58 которого установлены в крышке 59. Однако возможно также электродуговое нагревательное устройство постоянного тока. Вместо электродугового нагревательного устройства могло бы быть предусмотрено также индуктивное нагревательное устройство. Графитовые электроды 58 могут подниматься, опускаться и отклоняться в сторону вокруг оси качения 60 на выступающем сбоку рядом с печью электродержателе 61, который установлен с помощью подъемного устройства 62 на колонне 63. Нагревание возможно также с помощью выступающих наклонно сбоку в электрическую подовую печь электродов.
Печь 31 имеет, предпочтительно расположенное в днище, выпускное отверстие 64, которое расположено эксцентрично относительно ее центра 42. В боковой стенке 40 расположена, на определенном удалении от углубления днища, рабочая дверца 65 для спуска шлака. Через рабочую дверцу 65 при необходимости может вводится кислородное дутьевое копье 66 для вдувания свежего кислорода. Для загрузки легирующих элементов в охлаждаемой водой крышке 59 печи 31 предусмотрена воронка 67.
Графитовые электроды могут быть выполнены в виде полых электродов, подключенных к газоподающему трубопроводу для подачи природного газа. Кроме того, для более эффективного предварительного нагрева скрапа на нескольких уровнях выше остриев электродов в печи 30 могут быть предусмотрены трубки газокислородных горелок 22 для дожигания.
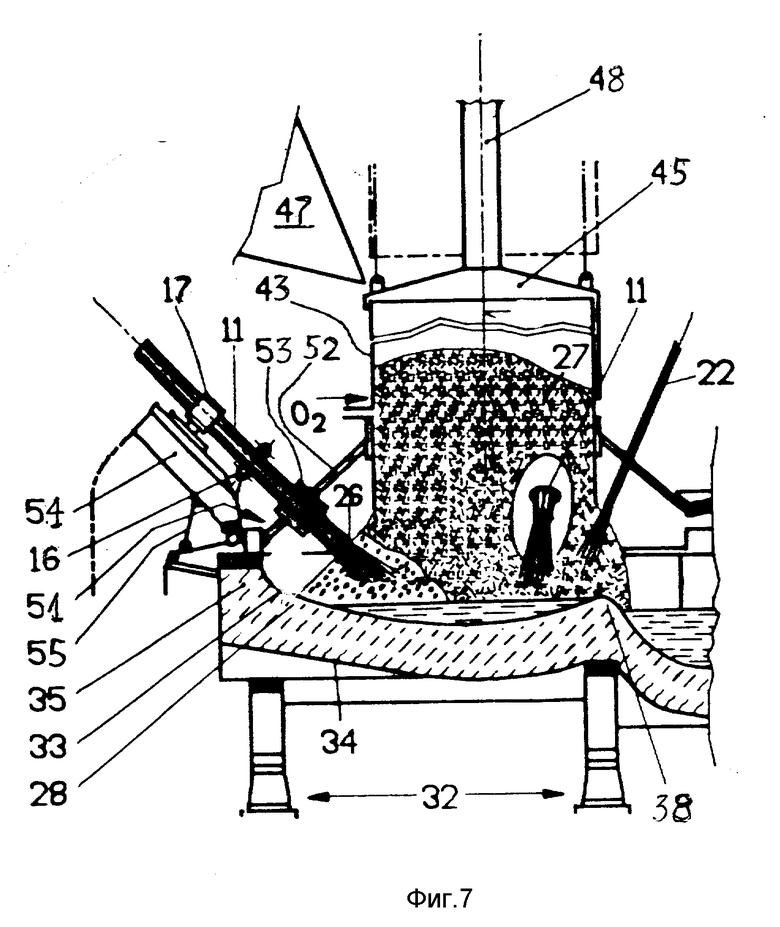
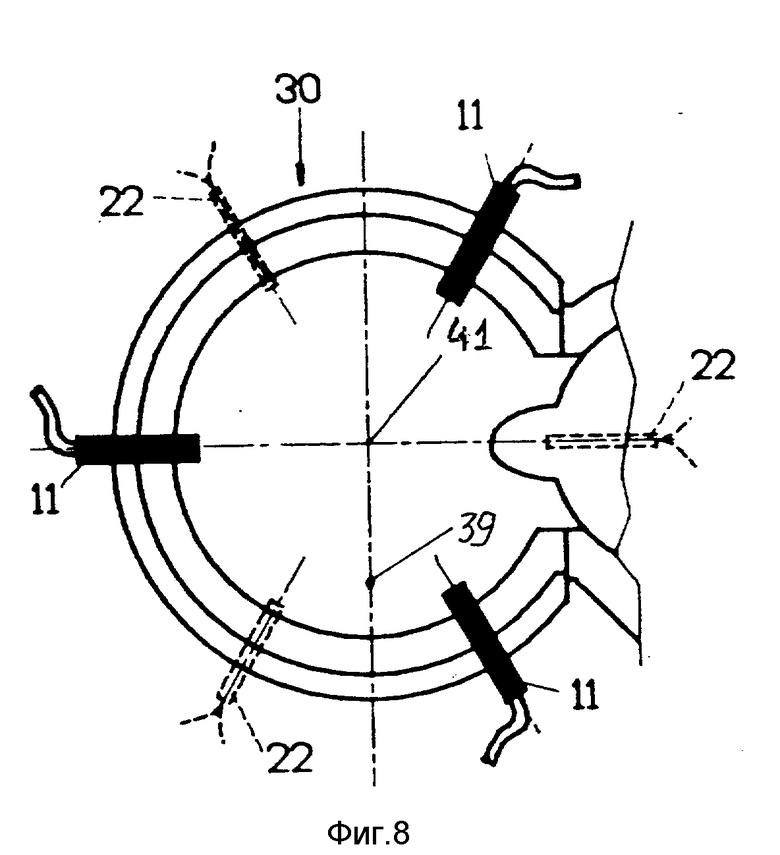
Электрическая дуговая печь может быть выполнена в виде печи трехфазного тока, что иллюстрируется на фиг.7, 8, 9.
При выполнении в виде печи трехфаэного тока, печь имеет соответственно три, или кратное трем, примерно равномерно распределенных по периметру печи, графитовых электрода, которые выступают во внутреннее пространство металлоприемника сбоку. Для печей в этом варианте выполнения получаются примерно те же преимущества, что и для выполнения в виде печи постоянного тока.
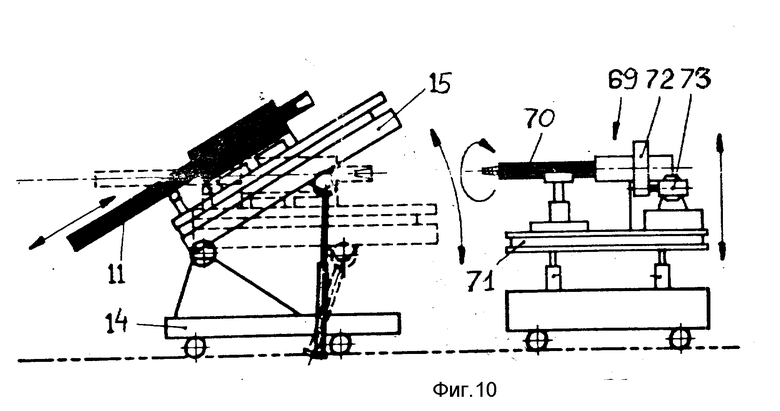
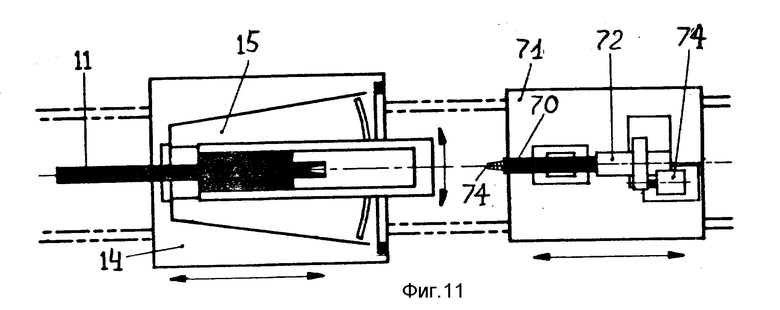
Фиг. 10 и 11 иллюстрируют выполнение электродного ниппельного соединительного устройства 69, перемещаемого в направлении электродного опорного устройства 15 на рабочей платформе 13, которое предназначено для присоединения к группе графитовых электродов нового графитового электрода 70 или его закрепления чисто машинным путем, предпочтительно автоматически.
С этой целью электродное опорное устройство 15 после отвода назад тележки 14 опрокидывается в горизонтальной плоскости (см. изображенное пунктирной линией положение) так, что графитовый электрод 11 устанавливается в одну линию с графитовым электродом 70, который горизонтально установлен на электродном ниппельном соединительном устройстве 69. Электродное ниппельное соединительное устройство 69 имеет горизонтальную, поднимаемую и опускаемую с помощью подъемного устройства платформу 71, чтобы устанавливать новый электрод 70 на уровне горизонтально направленного электрода 11. Новый электрод 70 прочно зажимается в зажимном устройстве 72, которое установлено на платформе 71 с возможностью вращения, и может приводиться во вращательное движение с помощью двигателя 73. Путем насаживания нового электрода 70 с помощью оснащенного резьбой конического ниппеля 74 на одинаково сформованный конец с внутренней резьбой электрода 11 и навинчивания электрода 70 удается создать стабильное соединение без использования крана и проведения необходимых манипуляций.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДУГОВАЯ ПЕЧЬ ПОСТОЯННОГО ТОКА | 1992 |
|
RU2115267C1 |
| УСТАНОВКА И СПОСОБ (ВАРИАНТЫ) ПОЛУЧЕНИЯ РАСПЛАВОВ МЕТАЛЛА | 1998 |
|
RU2205878C2 |
| ФУТЕРОВКА ЭЛЕКТРОДУГОВОЙ ПЕЧИ ПОСТОЯННОГО ТОКА | 1992 |
|
RU2049297C1 |
| СПОСОБ ПРОИЗВОДСТВА ЖИДКОГО ЧУГУНА ИЛИ СТАЛЬНОГО ПОЛУПРОДУКТА | 1994 |
|
RU2101361C1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ПОЛУЧЕНИЯ РАСПЛАВОВ ЖЕЛЕЗА | 1996 |
|
RU2147039C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА ИЗ ЖЕЛЕЗОСОДЕРЖАЩЕГО ОКИСНОГО МАТЕРИАЛА (ВАРИАНТЫ) | 1991 |
|
RU2078142C1 |
| Способ плавления скрапа и шахтная печь для его осуществления | 1988 |
|
SU1796049A3 |
| СПОСОБ ПОЛУЧЕНИЯ РАСПЛАВА ЖЕЛЕЗА | 1995 |
|
RU2100446C1 |
| СПОСОБ УДАЛЕНИЯ СЕРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2026722C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАСПЛАВЛЕННОГО ЧУШКОВОГО ЧУГУНА ИЛИ ПОЛУФАБРИКАТОВ СТАЛИ ИЗ РУДЫ | 1997 |
|
RU2175674C2 |
Использование: черная металлургия, в частности, к конструкциям электрических дуговых печей и способы производства стали в этих печах путем переплавки железного скрапа, и (или) губчатого железа, и (или) доменного чугуна. Сущность: электрическая дуговая печь для производства стали содержит металлоприемник, нижняя часть которого выполнена с выступающим наружу радиальным расширением относительно верхней части и, по меньшей мере, один выступающий металлоприемник, размещенный в его нижней части сбоку графитовый электрод, выполненный с возможностью перемещения в продольном направлении и с возможностью зажигания дуги между ним и загружаемым материалом, при этом радиальное расширение нижней части металлоприемника выполнено в зоне размещения графитового электрода; способ производства стали из скрапа, и (или) губчатого железа, и (или) доменного чугуна, осуществляется в указанной выше печи при выполнении ее в виде шахтной печи, и включает непрерывное расплавление загружаемого материала в электрической дуговой шахтной печи и сбор образующегося расплава, переработку его в сталь, нагрев и выпуск в соединенный с ней электрической подовой печи; способ производства стали из скрапа осуществляется в указанной выше печи при выполнении графитовых электродов полыми и подсоединенными к трубопроводу для подачи газа и твердых веществ, и включает подачу через полые пространства графитовых электродов органических веществ после загрузки в печь скрапа и зажигания электрической дуги. 33 з. п. ф-лы, 11 ил.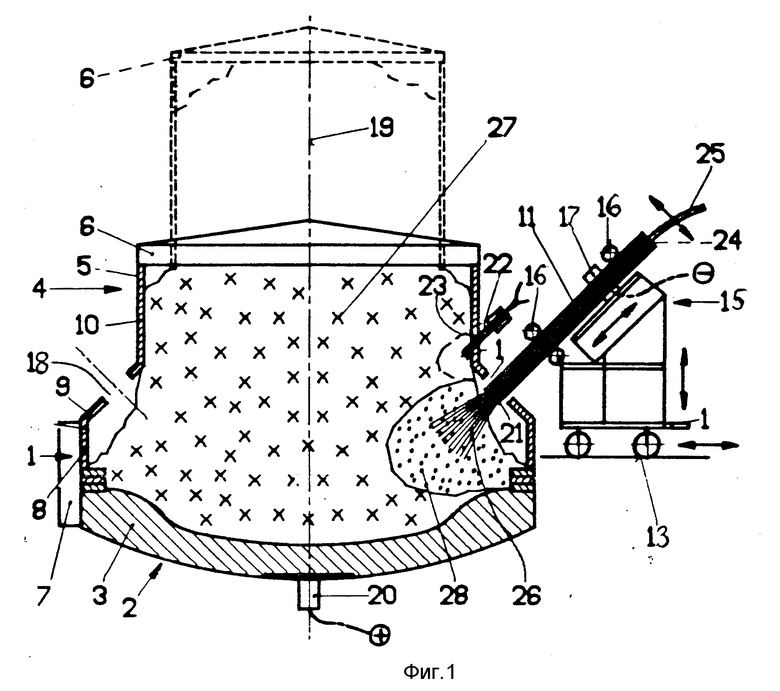
Приоритет по пунктам:
16.12.91 по пп.3, 5, 17, 28, 31, 32 и 33;
18.11.91 по пп.1, 2, 4, 6 16, 18 27, 29, 30 и 34.
| DE, патент N 2944269, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| DE, патент N 3241987, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Окороков Н.В | |||
| Электросталеплавильные печи черной металлургии | |||
| - М.: Металлургиздат, 1945, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
