Изобретение относится к области изготовления изделий из пластиков, точнее к намоточным устройствам, и может быть использовано при изготовлении фитингов.
Известно устройство для намотки труб из слоистых пластиков, содержащее станину, шпиндельную бабку с поворотной планшайбой и закрепленными на ней неподвижно консольными оправками (SU, авт. св. N 234652, кл. B 29 D 23/00, 1969).
Недостаток этого устройства состоит в том, что оно не может быть использовано для изготовления криволинейных труб с углом поворота оси, например 90o.
Известно устройство для намотки криволинейных труб, содержащее станину и шпиндельную бабку, имеющую шпиндель, планшайбу с направляющими, ползун с державкой для оправки и устройство перемещения ползуна по направляющим планшайбы (DE, заявка N 2012112, кл. B 29 D 23/12, 1979).
Это устройство, благодаря возможности изменения положения оправки на планшайбе, обеспечивает изготовление труб с углом поворота оси, например 90o. Наматываемый участок трубы в этом устройстве удерживается средствами управления в процессе намотки на оси шпинделя, а армирующие нити укладываются на трубе в направлении, близком к нормальному относительно ее оси.
Производительность такого устройства и качество изготавливаемых труб однако недостаточны из-за значительного прогиба и биения конца оправки в процессе намотки и вызываемого им многократной подвижки намотанных армирующих нитей и повышенного выдавливания связующего из межнитевого пространства с ухудшением механических свойств трубы и пониженных скоростей вращения оправки во избежание еще большего снижения качества труб при увеличении прогиба с возрастанием скорости вращения.
Задачей нашего изобретения является повышение производительности устройства и качества изготавливаемых труб.
Согласно изобретению эта задача решается усовершенствованием устройства для намотки криволинейных труб, содержащего станину и шпиндельную бабку, имеющую шпиндель, планшайбу с направляющими, ползун с державкой для оправки и устройство перемещения ползуна по направляющим планшайбы.
Это усовершенствование заключается в том, что устройство снабжено второй шпиндельной бабкой, кинематически связанной со шпинделем первой с расположением направляющих планшайб в одной плоскости симметрии, а державки установлены на ползунах с возможностью поворота на осях, нормальных плоскости симметрии, при этом одна их державок установлена на ползуне посредством выдвижной вдоль шпинделя скалки.
Снабжение устройства второй шпиндельной бабкой позволяет закрепить оправку и за второй конец.
Выполнение второй шпиндельной бабки кинематически связанной со шпинделем первой позволяет вращать оправку с передачей крутящего момента за оба конца.
Расположение направляющих планшайб в одной плоскости симметрии, установка державок на ползунах с возможностью поворота на осях нормальных плоскости симметрии позволяет исключить изгиб оправки при вращении шпинделей устройства в процессе намотки.
Установка одной из державок на ползуне посредством выдвижной вдоль шпинделя скалки позволяет исключить изгиб оправки от перемещения ползунов по направляющим планшайбы в процессе намотки.
Выполнение устройства по изобретению позволяет повысить его производительность (за счет увеличения скорости намотки) при одновременном повышении качества наматываемой трубы, благодаря повышению жесткости оправки, точности укладки армирующих нитей и уменьшению их подвижки с вытеснением связующего в процессе намотки.
Ниже, со ссылкой на прилагаемый чертеж дается описание предлагаемого устройства.
Тонкими линиями на чертеже показана оправка в начале намотки; штрих-пунктирными элементы устройства и оправка в конце намотки.
Устройство для намотки криволинейных труб содержит станину 1 и шпиндельную бабку 2, имеющую шпиндель 3, планшайбу 4 с направляющими 5, установленный на них ползун 6 с державкой 7 для оправки 8, и устройство 9 перемещения ползуна 6 по направляющим 5.
Устройство снабжено второй шпиндельной бабкой 10, установленной на станине 1, и кинематически связанной своим шпинделем 11 через вал 12 со шпинделем 3 бабки 2 с расположением направляющих 5 и 13 планшайб 4 и 14 в одной плоскости симметрии (плоскость чертежа); державки 7 и 15 шпиндельных бабок 2 и 10 установлены на ползунах 6 и 16 с возможностью поворота на осях 17 и 18, нормальных плоскости симметрии направляющих 5 и 13 (плоскости чертежа), при этом одна из державок (державка 15) установлена на ползуне 16 посредством выдвижной вдоль шпинделя 11 скалки 19.
Предлагаемое устройство работает следующим образом.
Устройство ползуны 6 и 16 на планшайбах 4 и 14 посредством программной системы управления (не показано) и устройств их перемещения 9 и 20 на позиции загрузки. Затем устанавливают и закрепляют оправку 8 концами на державках 7 и 15 с расположением осевой плоскости оправки 8 в плоскости симметрии планшайб 4 и 14, закрепляют армирующие нити (не показано) на оправке 8 и с синхронным вращением шпинделей 3 и 11 (оправки 8 за оба конца), постоянно удерживая наматываемый участок оправки 8 на оси 21 устройства, ведут намотку. Ползуны 6 и 16 в процессе намотки, при перемещении нитераскладчика (не показано) вдоль оси 21, многократно перемещают устройствами 9 и 20 в положение, показанное штрих-пунктирными линиями и обратно, обеспечивая требуемую толщину трубы. После окончания намотки оправку 8 в положении загрузки-разгрузки снимают с устройства и цикл работы повторяется.
Предлагаемое устройство для намотки криволинейных труб по сравнению с устройством прототипом имеет более высокую (до 1,5 раз) производительность и повышенное качество изготавливаемых труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ НАМОТКИ НА ОПРАВКУ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1996 |
|
RU2113999C1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1996 |
|
RU2105672C1 |
| УСТРОЙСТВО ДЛЯ ПОЛИМЕРИЗАЦИИ ТРУБ | 1996 |
|
RU2114001C1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ ВАЛКОВ ПИЛЬГЕРСТАНА | 1992 |
|
RU2102192C1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ МАТЕРИАЛА НА ПОЛОСЫ | 1990 |
|
RU2006363C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2100199C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
Использование: при изготовлении изделий из пластиков, например, фитингов. Сущность изобретения: устройство для намотки криволинейных труб, содержит станину, шпиндельную бабку, имеющую шпиндель, планшайбу с направляющими, ползун с державкой для оправки и устройство перемещения ползуна по направляющим планшайбы. Устройство снабжено второй шпиндельной бабкой, кинематически связанной со шпинделем первой с расположением направляющих планшайб в одной плоскости симметрии. Державки установлены на ползунах с возможностью поворота на осях, нормальных плоскости симметрии. Одна из державок установлена на ползуне посредством выдвижной вдоль шпинделя скалки. 1 ил.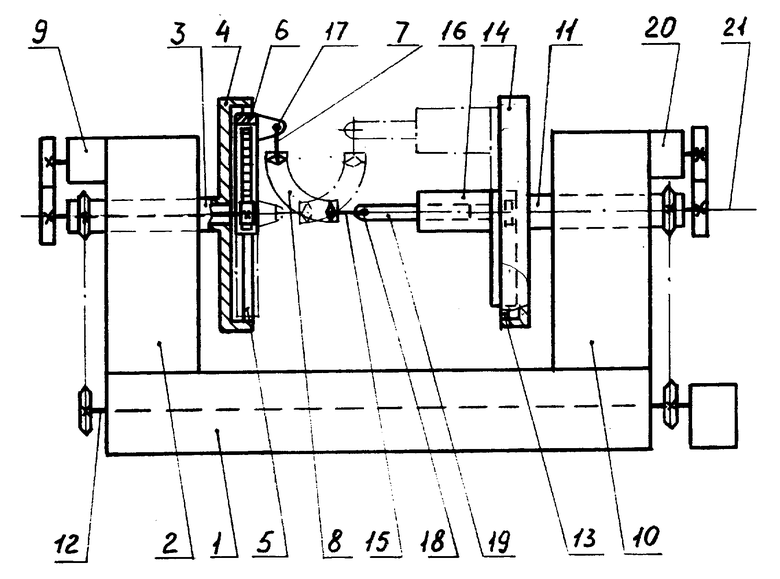
Устройство для намотки криволинейных труб, содержащее станину и шпиндельную бабку, имеющую шпиндель, планшайбу с направляющими, ползун с державкой для оправки и устройство перемещения ползуна по направляющим планшайбы, отличающееся тем, что оно снабжено второй шпиндельной бабкой, кинематически связанной со шпинделем первой с расположением направляющих планшайб в одной плоскости симметрии, а державки установлены на ползунах с возможностью поворота на осях, нормальных плоскости симметрии, при этом одна из державок установлена на ползуне посредством выдвижной вдоль шпинделя скалки.
| SU, авторское свидетельство, 234652, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| DE, заявка, 2012112, кл | |||
| Солесос | 1922 |
|
SU29A1 |

