Изобретение относится к области изготовления изделий из пластиков, точнее к намоточным устройствам, и может быть использовано при изготовлении длинномерных труб.
Известно устройство для намотки труб из слоистых пластиков, содержащее станину, шпиндельную бабку с поворотной планшайбой и закрепленными на ней консольно оправками, и питатель композиционного материала [1].
Недостаток этого устройства состоит в том, что оно может быть использовано для намотки только коротких труб из-за неприемлемого прогиба оправок при увеличении длины изготавливаемых труб.
Известен другой станок для намотки на оправку труб из композиционно-волокнистого материала, содержащий станину, шпиндельную и заднюю бабки и каретку с нитераскладчиком [2]. В этом станке оправка устанавливается с опорами по концам (в центрах станка), благодаря чему возможно получение более длинных труб.
Однако их длина остается недостаточной из-за значительного прогиба оправок. Качество (прочность) таких труб ухудшается по длине к середине из-за многократной продольной подвижки намотанных армирующих нитей с ослаблением их первоначального натяжения и повышенного выдавливания при этом связующего из межнитевого пространства в процессе намотки.
Производительность этого станка недостаточна из-за пониженных скоростей вращения оправки во избежание еще большего снижения качества труб при увеличении прогиба с возрастанием скорости вращения.
Известен и другой станок для намотки труб из армированных материалов, содержащий станину, на которой установлены опоры с размещенными на них средствами растяжки оправки, а также намоточное устройство [3].
Недостатками известного технического решения являются невысокая производительность станка-прототипа, а также недостаточно высокое качество длинномерных изделий.
Производительность станка-прототипа недостаточна из-за пониженных скоростей вращения нитераскладчика во избежание еще большего снижения качества труб при увеличении прогиба с возрастанием скорости вращения.
Техническим результатом данного изобретения является повышение производительности станка, качества и длины изготавливаемых труб.
Для достижения технического результата в станке для намотки на оправку труб из композиционно-волокнистых материалов, содержащем станину, смонтированные на станине опоры с установленными на них средствами для спрямления оправки и нитераскладчик, согласно изобретению, средства для спрямления оправки выполнены в виде силовых цилиндров с патронами захвата, причем один из силовых цилиндров выполнен с двухсторонним штоком, снабженным на конце гайкой. Устройство намотки выполнено в виде каретки, снабженной в зоне намотки люнетом. Одна из опор выполнена в виде шпиндельной бабки.
Снабжение станка устройством спрямления оправки между бабками позволяет уменьшить прогиб оправки при намотке, за счет чего уменьшить подвижки намотанных армирующих нитей, величину ослабления их первоначального натяжения и выдавливание связующего из межнитевого пространства, что позволяет повысить производительность устройства (за счет увеличения скорости вращения оправки), увеличить длину изготавливаемой трубы до 50 х 100 м и более и повысить ее качество за счет увеличения однородности состава (армирующие нити - связующее) по длине и толщине трубы.
Выполнение устройства спрямления оправки в виде установленных на бабках силовых цилиндров с патронами захвата оправки на штоках, а одного из цилиндров - с двусторонним штоком, снабженным на другом конце гайкой, позволяет вести спрямление оправки гидравлическим растяжением с последующей механической ее фиксацией и тем самым повысить качество спрямления оправки за счет большого усилия ее растяжения, что позволяет увеличить достигаемый по изобретению эффект.
Выполнение устройства спрямления оправки в виде люнета, установленного на каретке с нитераскладчиком, позволяет уменьшить прогиб оправки от натяжения армирующих нитей и веса оправки, за счет чего еще больше увеличить достигаемый по изобретению эффект.
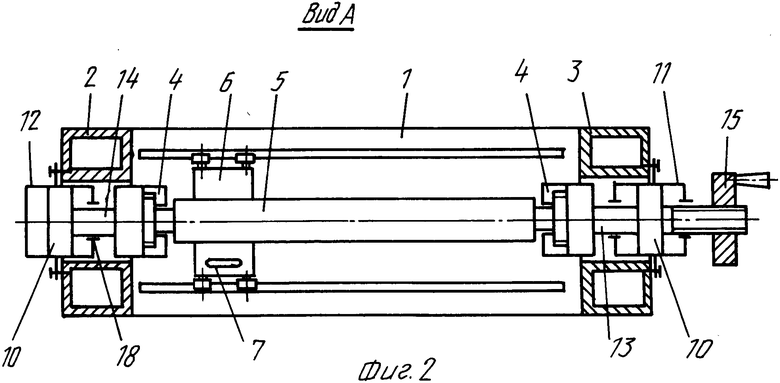
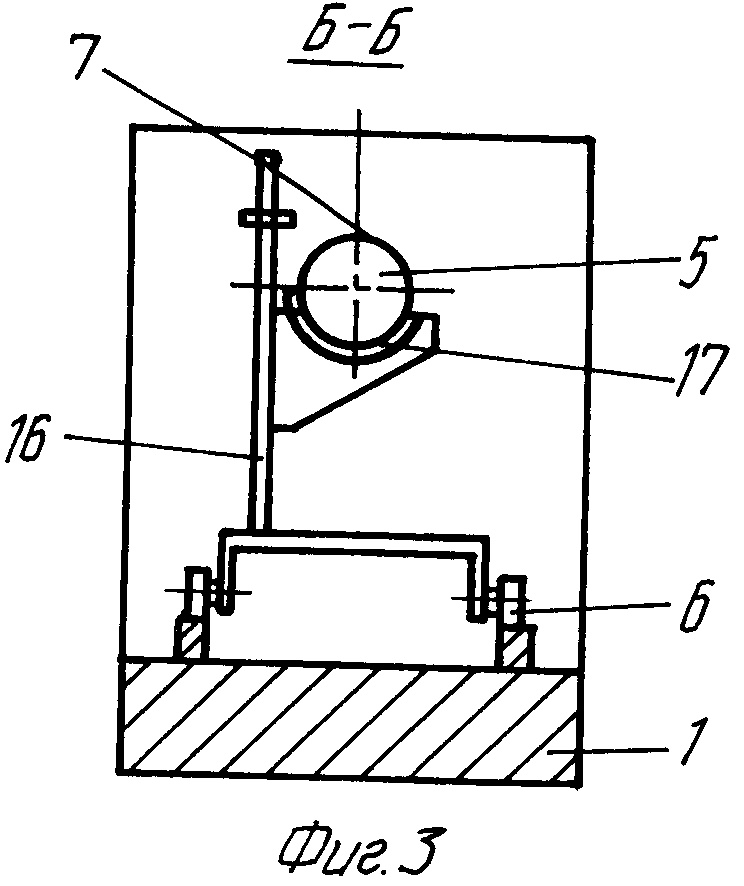
На фиг. 1 дан общий вид станка; на фиг.2 - вид по стрелке А на фиг. 1 (станок с устройством спрямления оправок, установленным на бабках станка); на фиг. 3 - сечение по Б-Б на фиг. 1. Тонкими линиями на фиг. 3 показана оправка.
Станок для намотки на оправку труб из композиционно-волокнистых материалов содержит станину 1, шпиндельную 2 и заднюю бабки 3 с патронами 4 захвата оправки 5, каретку 6 с нитераскладчиком 7 и устройством 8 спрямления оправки 5, выполненным в виде винтового привода 9 перемещения задней бабки 3.
В варианте исполнение станка устройство 10 спрямления оправки 5 выполнено в виде установленных на бабках 2 и 3 силовых цилиндров 11 и 12 с патронами 4 захвата оправки 5 на штоках 13 и 14. Цилиндр 11 выполнен с двусторонним штоком 13, снабженным на другом конце гайкой 15.
В другом варианте исполнения станка устройство 16 спрямления оправки 5 выполнено в виде люнета 17, установленного на каретке 6.
Предлагаемый станок работает следующим образом.
Оправку 5 подающим устройство (не показано) удерживают на оси центров станка. Приводом 9, перемещая заднюю бабку 3 в направлении шпиндельной бабки 2 и, сдвигая в том же направлении оправку 6, захватывают ее патронами 4 за концы. После чего реверсируют привод 9 и растягивают им оправку 5 (уменьшая в несколько раз ее прогиб) и ведут намотку композиционно-волокнистого материала, что позволяет повысить производительность станка, увеличить длину изготавливаемой трубы и повысить ее качество.
В устройстве по варианту исполнения подают оправку 5 на ось центров станка. Включением силовых цилиндров 11 и 12 перемещают их штоки 13 и 14 с патронами 4 в направлении оправки 5; патроны 4 захватывают оправку 5 за концы, после чего включают цилиндр 11 на обратный ход штока 13. При этом оправка 5 перемещается до упора штока 14 в корпус 18 цилиндра 12 и останавливается, растягиваемая усилием цилиндра 11, после чего заворачивают гайку 15 до упора в цилиндр 11, механически фиксируя оправку 5 в растянутом положении, и ведут намотку на нее композиционно-волокнистого материала.
Исполнение станка по варианту повышает качество спрямления оправки за счет большого гидравлического усилия ее растяжения, что позволяет увеличить достигаемый по изобретению эффект.
При снятии намотанной оправки со станка все операции проводят в обратной последовательности.
В варианте исполнения станка с люнетом 17 на каретке 6 осуществляется постоянная поддержка оправки вблизи зоны намотки, благодаря чему уменьшается ее прогиб от натяжения нитей композиционно-волокнистого материала, что еще больше увеличивает достигаемый по изобретению эффект.
По сравнению со станком-прототипом предлагаемый станок позволяет повысить производительность (до 150%), в 3 - 4 раза увеличить длину изготавливаемой трубы и повысить ее качество.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2348529C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ КРИВОЛИНЕЙНЫХ ТРУБ | 1996 |
|
RU2097191C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2100199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1996 |
|
RU2105672C1 |
| Станок для изготовления труб из композиционного длинномерного материала | 1989 |
|
SU1706885A1 |
| Станок для композитной намотки | 2019 |
|
RU2732596C1 |
| Станок совмещенной намотки | 2019 |
|
RU2731899C1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| УСТРОЙСТВО ДЛЯ ПОЛИМЕРИЗАЦИИ ТРУБ | 1996 |
|
RU2114001C1 |
| НАМОТОЧНОЕ УСТРОЙСТВО | 2004 |
|
RU2280004C1 |
Станок для намотки на оправку труб из композиционно-волокнистых материалов монет быть использован при намотке длинномерных труб и содержит станину, смонтированные на ней опоры с установленными на них средствами для спрямления оправки и нитераскладчик. Средства для спрямления оправки выполнены в виде силовых цилиндров с патронами захвата. Один из силовых цилиндров выполнен с двухсторонним штоком, снабженным на конце гайкой. Устройство намотки выполнено в виде каретки, снабженной в зоне намотки люнетом. Одна из опор выполнена в виде шпиндельной бабки. Устройство позволяет получать трубы значительной длины и высокого качества. 2 з.п.ф-лы, 3 ил.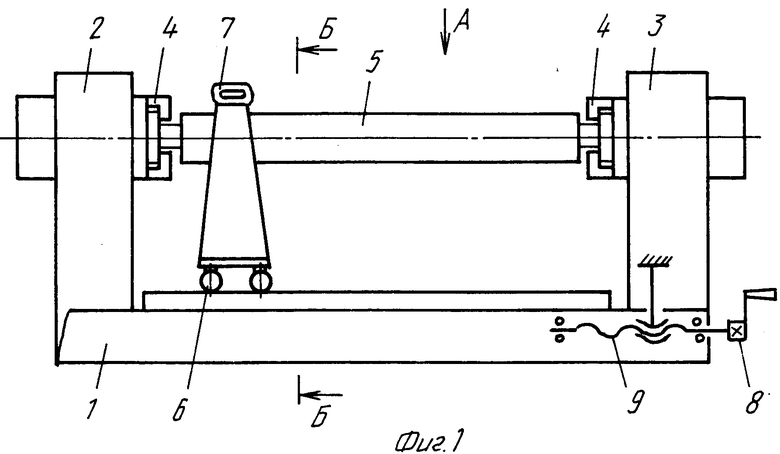
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 234652, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, ав торское свидетельство, 422620, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское св идетельство, 475279, кл | |||
| Солесос | 1922 |
|
SU29A1 |

