Изобретение относится к области станкостроения, в частности к шпиндельным бабкам расточных станков, предназначенных для многооперационной обработки цилиндрических деталей типа цилиндровых втупок дизелей, компрессоров и т.п. деталей.
Известно, что многооперационная обработка - сверление, фрезерование, расточка таких деталей осуществляется на различных станках, что приводит к перезакреплению деталей на станках и, следовательно, к снижению точности и производительности обработки.
Известен станок для многооперационной обработки, шпиндельная бабка которого содержит размещенный в корпусе шпиндель планшайбы с радиальным суппортом, причем внутри шпинделя расположен полый шпиндель с выдвижным шпинделем, а на суппорте неподвижно установлена резцовая наладка, выполненная
в виде кронштейна с направляющими для перемещения держателя инструмента.
Недостатком известной шпиндельной бабки являются ограниченные технологические возможности из-за того, что резцовая наладка, неподвижноустановленная на суппорте, вращается только совместно с планшайбой.
Цель изобретения - расширение тех; нологических возможностей за счет осуществления обработки вращающимся инструментом.
Цель достигается за счет того, что в известной шпиндельной бабке держатель инструмента выполнен в виде каретки, в отверстии которой установлен инструментальный шпиндель, кинематически связанный с выдвижным шпинделем через систему зубчатых передач и скобу, охватывающую инструментальный шпиндель и установленную с возможностью поворота
XI 00
О
ю
W
VJ
вокруг оси, перпендикулярной оси выдвижного шпинделя.
В результате того, что инструментальный шпиндель вращается независимо от планшайбы, расширяются технологические возможности предлагаемой шпиндельной бабки.
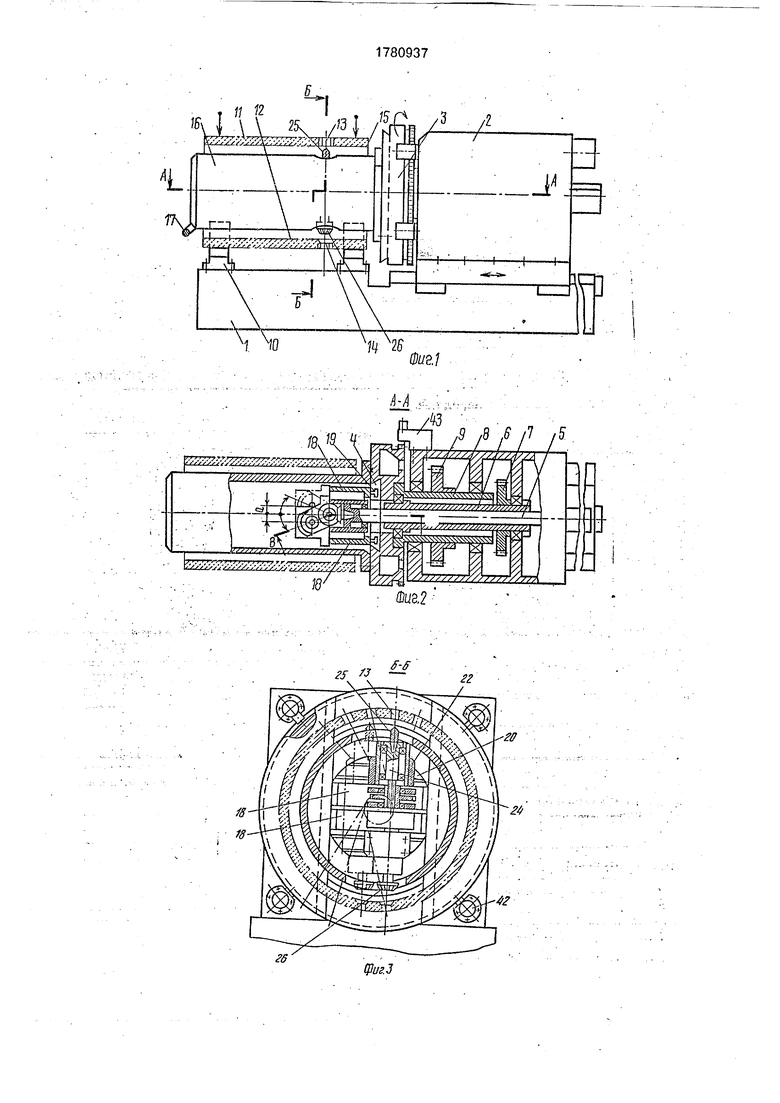
Нафиг.1 показан общий вид станка, вид спереди; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.2.
На станине 1 станка установлена с одной стороны шпиндельная бабка 2 с планшайбой 3, радиальным суппортом 4 и выдвижным шпинделем 5, встроенным в полый шпиндель 6, получающий вращение от шестерни 7 и установленный через подшипники в шпиндель планшайбы 8, получающий вращение от шестерни 9.
С другой стороны на станине 1 установлено зажимное приспособление 10 на детали 11 (цилиндровая втулка дизеля), в которой обрабатывается внутренний диаметр 12, окна 13, фаски 14 и торец 15.
На планшайбе 3 расположена резцовая наладка для растачивания и подрезки тор- цев, одна из державок 16 с расточным резцом 17 выполнены полой и установлена на корпусе планшайбы.
На радиальном суппорте планшайбы установлена вторая державка 18, проходящая внутри полой и выполнена в виде 2-х кронштейнов полуцилиндрической формы, которые закреплены на суппорте с помощью Т-образных пазов 19 симметрично с 2-х сторон относительно выдвижного шпинделя.
На торцах 20 кронштейнов 18 выполнены Т-образные пазы 21, вдоль которых перемещаются две каретки 22 в направлении, перпендикулярном направлению перемещения радиального суппорта.
В отверстии кареток 22 установлены дополнительные шпиндельные устройства 23, в шпиндели 24 которых установлены соответственно инструменты: сверло 25 и конусная фреза 26, направленные в диаметрально противоположные стороны.
Шпиндели 24 кинематически соединены с выдвижным шпинделем 5 посредством конической шестерни 27, закрепленной в конусе 28, конического зубчатого колеса 29, цилиндрических шестерен 30,31, причем шестерня 31 объединена в общий блок с коническим зубчатым колесом 29, а шестерня 30 через шлицевые отверстия 32 подвижно соединена со шлицевым концом 33 шпинделя 24.
Блок шестерен 29, 31 через подшипники посажен на ось 34, закрепленную через
подшипники в ступице 35, в свою очередь подвижно посаженный на наружный диаметр выдвижного шпинделя.
На оси 34 ступицы 35 концами 36 уста- новлены с возможностью поворота две П- образные скобы 37, в отверстиях 38 которых через подшипники установлены цилиндрические шестерни 39.
На цилиндрической поверхности полой державки 16 напротив шпинделей 24 с инструментами 25 и 26 выполнены пазы 39 для прохода дополнительных шпиндельных устройств 23.
На корпусе планшайбы 3 выполнены кольцевая канавка 40 и мелкомодульный зубчатый венец 41.
На переднем торце шпиндельной бабки 2 размещены механизмы зажима 42 планшайбы от проворота вокруг оси, взаимодей- ствующие с кольцевой канавкой 40.
Сзади шпиндельной бабки напротив зубчатого венца 41 закреплен механизм деления угла поворота планшайбы и ее фиксации 43.
На суппорте 4 установлен подрезной
резец 44 через проставку 45.
Устройство работает следующим образом.
Вспомогательными установочными движениями, производимыми перед началом работы станка, являются:
1.осевое перемещение выдвижного шпинделя 5 при установке кареток 22 с дополнительными шпиндельными устройствами 23 по торцу 20 державок 18 вдоль Т-образных пазов 21 на нужное расстояние а от оси шпинделя,
2.смещение державок 18 совместно со шпиндельными устройствами 23 по плоскости радиального суппорта вдоль Т-образных пазов 19 при установке инструмента относительно диаметра внутреннего отверстия 12 детали.
Державки 18 могут устанавливаться на
разные расстояния от концов радиального суппорта.
Работа на станке может вестись в автоматическом цикле без замены инструмента, т.к. он устанавливается заранее перед началом работы.
Растачивание отверстий 12 производится при вращении планшайбы 3 со скоростью V и совместно с ней державки 16 с резцом 17 от привода (не показан) через шестерню
9 и осевой подачей So шпиндельной бабки 2 по станине 1.
При этом полый шпиндель 6 с выдвижным шпинделем 5 вращается вхолостую с той же скоростью V, т.к. последний через
шестерни 27,29,31,30 и дополнительные
шпиндельные устройства 23, державки 18 сцеплен с планшайбой, а его шестерня 7 расцеплена с приводом (не показан).
Перед растачиванием радиальный суппорт 4 автоматически устанавливается на планшайбе в среднее нейтральное положение и зажимается, при этом концы обоих инструментов 25,26 расположатся с одинаковым зазором от внутренней стенки отверстия 12.
При растачивании планшайба освобождена от зажима к корпусу шпиндельной бабки механизмами 42 и 43, т.к. они находятся в выключенном положении.
Подрезание торца 15 осуществляется резцом 44 при вращении планшайбы V подачей радиального суппорта Sp.
При этом подрезание заканчивается раньше, чем концы инструментов 25 и 26 коснутся внутренней стенки отверстия 12. Такое их взаимное расположение относительно резца 44 настраивается перед началом работы станка за счет смещения подставки 45 на радиальном суппорте и передвижения дополнительных шпиндельных устройств 23 относительно отверстия каретки 22, в которой они закрепляются винтами.
Сверление (зенкерование) продувочного окна 13 осуществляется инструментом 25 при вращении обоих шпинделей 24 и подачей Sp радиального суппорта. Перед работой планшайба занимает с помощью механизма 43 деления ее угла поворота и фиксации и мелкомодульного венца 41 нужное угловое положение, а затем она зажимается с помощью 4-х механизмов 42 от проворота относительно корпуса шпиндельной бабки 2.
После первого сверления окна 13 инструмент вы водится, шпиндельная бабка2 передвигается по станине на сверление последующих отверстий данного окна.
Затем механизмами 42 планшайба освобождается от зажима и поворачивается от привода через шестерню 9 в следующее угловое положение и останавливается с помощью механизма 43 на сверление первого (последнего) отверстия следующего окна, после чего она повторно зажимается и таким образом производится сверление отверстий всех окон.
Вращение шпинделей 24 осуществляется от вращения выдвижного шпинделя 5 со скоростью V через шестерни 27,29,31,30 и шлицевые концы 33 шпинделей, при этом ступица 35 и скобы 37 остаются неподвижными (не вращаются), т.к. они отсоединены от вращающихся частей.
Фрезерование фасок 14 в окнах 13 осуществляется конусной фрезой 26 при вращении обоих шпинделей 24, при невращающейся (зажимной) планшайбе, со- риентированной механизмом 43 в угловое положение, при котором фреза 26 будет находиться напротив окна 13.
Первоначально шпиндельная бабка устанавливается по станине в такое положение, когда ось фрезы 26 займет положение напротив первого (последнего) отверстия окна 13; затем она зажимается на станине и при вращающихся шпинделях 24 осуществляется одача радиального суппорта на врезание фрезы в окно на определенную глубину, после чего шпиндельная бабка отжимается от станины,а радиальный суппорт зажимается в этом положении и она подачей So фрезерует фаску 14 в первом окне,
затем, как и при сверлении, производится повторное фрезерование других окон.
Предлагаемая шпиндельная бабка, кроме операций растачивания внутренних отверстий резцом 17 при вращении
планшайбы и при осевой подаче шпиндельной бабки, а также подрезания торца 15 резцом 44 при вращении планшайбы и при подаче радиального суппорта, осуществляет сверление отверстий 13 и фрезерование
фасок 14 соответственно инструментами 25 и 26 при вращении дополнительных шпинделей 24, при подаче радиального суппорта и при неподвижной планшайбе, что расширяет технологические возможности.
Формула изобретения Шпиндельная бабка расточного станка для многооперационной обработки, в корпусе которой размещен шпиндель планшайбы с радиальным суппортом, несущий расположенный внутри него полый шпиндель с выдвижным шпинделем, при этом на радиальном суппорте установлена резцовая накладка, выполненная в виде кронштейна с направляющими для перемещения держателя инструмента, отличаю щая- с я тем, что, с целью расширения технологических возможностей за счет осуществления обработки вращающимся инструментом, держатель последнего выполнен в виде каретки, в отверстии которой установлен инструментальный шпиндель, кинематически связанный с выдвижным шпинделем через систему зубчатых передач и скобу, охватывающую инструментальный шпиндель и установленную с возможностью поворота вокруг оси, перпендикулярной оси выдвижного шпинделя.
а
,°1
-ч
-vj
СО
о
СО
со -д
01
U
лс 28 WbJ
/W


| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельная бабка расточного станка | 1988 |
|
SU1618509A1 |
| Шпиндельная бабка | 1990 |
|
SU1750849A2 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1994 |
|
RU2094176C1 |
| ШПИНДЕЛЬНОЕ УСТРОЙСТВО | 2004 |
|
RU2264890C1 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Шпиндельная бабка многооперационного станка | 1979 |
|
SU933290A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |

Использование: область станкостроения, в частности расточные станки, предназ- наченные для многооперационной обработки цилиндрических деталей типа цилиндровых втулок дизелей, компрессоров и т.п. деталей. Сущность изобретения: шпиндельная бабка расточного станка содержит планшайбу с радиальным суппортом, выдвижной шпиндель, встроенный в полый шпиндель, установленный в шпиндель планшайбы, на которой расположена резцовая накладка для расточки и подрезки, выполненная в виде полой державки с резцом. Внутри державки размещен кронштейн с направляющими для перемещения кареток несущих шпинделей для вращающихся инструментов - сверла и фрезы,направленных диаметрально противоположно. Указанные шпиндели кинематически связаны с выдвижным шпинделем. 4 ил.
| Расточный станок | 1983 |
|
SU1117139A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
