Изобретение относится к металлургии, конкретнее, к непрерывной разливке металлов.
Наиболее близким по технической сущности является устройство для поточного вакуумирования металла при непрерывной разливке, включающее вакуумную камеру с патрубком, установленным в днище камеры с заглублением в полость промежуточного ковша, и вакуум-привод. Вакуум-камера снабжена дополнительным патрубком, при этом патрубки выполнены различной длины. Длина дополнительного патрубка меньше длины другого патрубка на 0,5-2,0 его внутреннего диаметра. Дополнительный патрубок снабжен подводящим газ трубопроводом. В процессе непрерывной разливки осуществляют одновременно струйное и поточное вакуумирование металла.
Верхние торцы обоих патрубков расположены в плоскости днища вакуум-камеры. В дополнительный патрубок под давлением подается нейтральный газ, патент РФ N 2037368, кл. В22Д11/10, БИ N 17, 1995г.
Недостатком известного устройства является недостаточная эффективность струйного и циркуляционного вакуумирования различного металла. Это объясняется тем, что в процессе вакуумирования на днище вакуум-камеры устанавливается слой металла определенной толщины. В этих условиях затрудняется подъем металла по дополнительному патрубку вследствие сопротивления потоку металла от ферростатического давления слоя металла, находящегося на днище вакуум-камеры. При этом для повышения производительности и эффективности вакуумирования необходимо увеличить расход нейтрального газа, подаваемого в дополнительный патрубок. Однако, в этом случае происходит увеличение остаточного давления в вакуум-камере, что снижает эффективность струйного и циркуляционного вакуумирования различного металла.
Технический эффект при использовании изобретения заключается в повышении эффективности струйного и циркуляционного вакуумирования, а также в сокращении расхода нейтрального газа.
Указанный технический эффект достигается тем, что устройство для поточного вакумирования металла при непрерывной разливке включает вакуумную камеру с двумя патрубками различной длины, установленные в днище камеры с заглублением в полость промежуточного ковша, вакуум-привод и трубопровод, подведенный к одному из патрубков.
Верхний торец патрубка с трубопроводом расположен выше уровня днища вакуум-камеры на 0,25-0,8 его внутреннего диаметра.
Повышение эффективности струйного и циркуляционного вакуумирования будет происходить вследствие уменьшения сопротивления потоку металла, поднимающегося по патрубку с трубопроводом в вакуумную камеру в процессе циркуляционого вакуумирования. При этом уменьшается толщина слоя металла над верхним торцем патрубка с трубопроводом.
Уменьшение расхода нейтрального газа, подаваемого по трубопроводу для осуществления процесса циркуляционного вакуумирования, будет происходить вследствие уменьшения величины ферростатического давления слоя металла, находящегося в вакуум-камере над верхним торцем патрубка, в который подается транспортирующий жидкий металл нейтральный газ.
Диапазон значений возвышения патрубка с трубопроводом над днищем вакуум-камеры объясняется гидравлическими закономерностями течения жидкого металла по патрубку. При меньших значениях сопротивления потоку металла по патрубку будет превосходить допустимые значения. При больших значениях торец патрубка будет возвышаться над уровнем слоя металла на днище вакуум-камеры на значительную высоту, что может привести к разгерметизации вакуум-камеры.
Указанный диапазон устанавливается в прямой зависимости от внутреннего диаметра патрубка.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого устройства с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
На чертеже показана схема устройства для поточного вакуумирования металла при непрерывной разливке, продольный разрез.
Устройство для поточного вакуумирования металла при непрерывной разливке состоит из разливочного ковша 1, вакуум-камеры 2, вакуум-привода 3, патрубков 4 и 5, трубопровода 6, промежуточного ковша 7, разливочных стаканов 8, кристаллизаторов 9, днища вакуум-камеры 10, 11 жидкий металл, 12 уровень металла в вакуум-камере, 13 уровень металла в промежуточном ковше, 14 - непрерывные слитки, h высота верхнего торца патрубка над днищем вакуум-камеры, H толщина слоя металла в вакуум-камере, D внутренний диаметр патрубка.
Устройство для поточного вакуумирования металла при непрерывной разливке работает следующим образом.
Пример. В начале процесса непрерывной разливки подается жидкая сталь 11 марки Ст3 из разливного ковша 1 емкостью 350 т в вакуумную камеру 2 и создается в ней разряжение до необходимого по технологии остаточного давления в пределах 0,2-0,5 кПа в зависимости от ракисленности стали. Разрежение создается посредством вакуум-провода 3, соединенного с вакуум-насосом. Металл 11 подается из вакуум-камеры 2 в промежуточный ковш 7 емкостью 50 т через огнеупорный патрубок 5. Далее металл 11 подается через удлиненные огнеупорные стаканы 8 в кристаллизаторы 9 под уровень металла. Из кристаллизаторов 9 вытягиваются непрерывные слитки 14. Расход металла 11 из промежуточного ковша 7 регулируется при помощи стопорных механизмов (не показаны).
В начале наполнения промежуточного ковша 7 металлом 11 выше нижних торцев патрубков 4 и 5 и герметизации вакуум-камеры 2 уровнем 13 жидкого металла производится циркуляционное вакуумирование металла, находящегося в промежуточном ковше, посредством подачи инертного газа, например, аргона по трубопроводу 6 в патрубок 4 с расходом в пределах 600-1000 л/мин. В этих условиях, когда из вакуум-камеры 2 начинают откачивать воздух, под действием атмосферного давления металл 11 поднимается в вакуум-камеру 2 на барометрическую высоту, равную 1,4-1,5 м и покрывает днище 10 вакуум-камеры 2 слоем толщиной H с уровнем 12. Одновременно в патрубок 4 подводится аргон - как транспортирующий газ. Газ, увеличиваясь в объеме, поднимается по патрубку 4, приводит в движение находящийся здесь металл. Дегазированный металл 11 стекает по другому патрубку 5 обратно в промежуточный ковш 7. При этом выделяющийся газ удаляется из камеры 2 по вакуум-проводу 3.
После герметизации патрубков 4 и 5 жидким металлом 11 начинается понижение давления в вакуум-камере до необходимого остаточного давления. После создания в вакуум-камере необходимого давления разливка ведется в условиях совместного вакуумирования: посредством струйного и циркуляционного через патрубки.
Верхний торец патрубка 4 расположен выше уровня днища 10 вакуум-камеры 2 на 0,25-0,8 его внутреннего диаметра D. Верхний торец патрубка 5 находится в плоскости днища 10 вакуум-камеры 2.
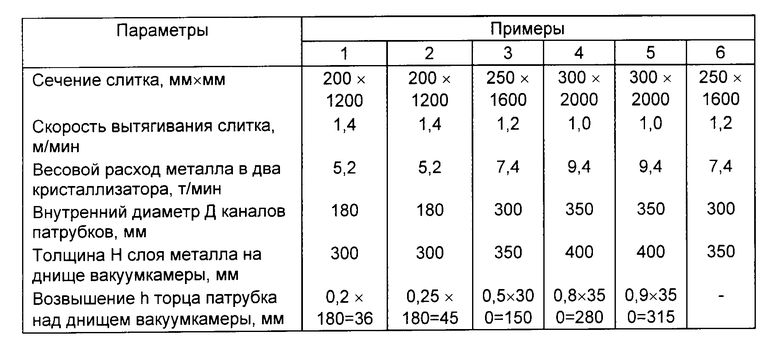
В таблице приведены примеры работы устройства с различными конструктивными и технологическими параметрами.
В первом примере, вследствие малого возвышения торца патрубка над днищем вакуум-камеры, увеличивается сопротивление потоку металла в патрубке сверх допустимых значений.
В пятом примере, вследствие большого возвышения торца патрубка над днищем вакуум-камеры, происходит ее разгерметизация.
В шестом примере, прототипе, вследствие расположения торцов обоих патрубков в плоскости днища вакуум-камеры, увеличивается расход транспортного газа в патрубке сверх допустимых значений.
В оптимальных примерах 2-4, вследствие возвышения торца патрубка с трубопроводом над днищем вакуум-камеры в необходимых пределах, увеличивается эффективность струйного и циркуляционого вакуумирования при одновременном снижении расхода транспортного газа на 10-15%
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1996 |
|
RU2098225C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2087250C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085329C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085330C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2085331C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037371C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1993 |
|
RU2037368C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1996 |
|
RU2096127C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В ПРОЦЕССЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1995 |
|
RU2092275C1 |
Использование: металлургия, конкретнее, непрерывная разливка металлов. Сущность: для повышения эффективности струйного и циркуляционного вакуумирования и сокращения расхода нейтрального газа устройство для поточного вакуумирования металла включает вакуумную камеру с двумя патрубками различной длины, установленные в днище камеры с заглублением в полость промежуточного ковша, вакуум-привод и трубопровод, подведенный к одному из патрубков и служащий для подачи нейтрального газа. Верхний торец патрубка с трубопроводом расположен выше уровня днища вакуум-камеры на 0,25-0,8 его внутреннего диаметра. 1 табл., 1 ил.
Устройство для поточного вакуумирования металла при непрерывной разливке, содержащее вакуумную камеру с двумя патрубками различной длины, установленными в днище камеры с заглублением в полость промежуточного ковша, вакуум-провод и подводящий газ трубопровод, подведенный к одному из патрубков, отличающееся тем, что верхний торец патрубка с трубопроводом расположен над уровнем днища вакуум-камеры на 0,25 0,80 его внутреннего диаметра.
| RU, патент 2037368, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
