Изобретение относится к машиностроению и металлообработке и может быть использовано для диагностики состояния режущего инструмента на станке.
Известны способы диагностики состояния режущего инструмента в процессе резания, при которых диагностическим признаком служит температура резания. Превышение ее сверх установленной границы служит признаком предельного износа инструмента.
Наиболее близким к изобретению является способ диагностики, основанный на измерении силы резания, позволяющий диагностировать как износ, так и поломку инструмента [1] Силу резания измеряют пьезодатчиками или другими приборами, установленными на режущем инструменте, деталях оснастки и станка. Измерение силы и обработку данных ведут непрерывно или дискретно.
Медленный рост силы резания сигнализирует об износе инструмента, а резкий скачок о его поломке.
Однако при чистовой обработке предлагаемый способ неэффективен, т.к. сила резания мала, величина допускаемого износа невелика и изменение силы резания вследствие износа не удается надежно зафиксировать. Далее при черновой обработке заготовок с неравномерным припуском (отливки, поковки) изменение силы резания из-за колебаний величины признака и твердости заготовки значительно превосходит рост силы вследствие износа, поэтому последний не может быть также надежно зафиксирован. Диагностические системы, основанные также на силе резания, подвержены сбоям вследствие ударов, вибрации и нагрева, что обуславливает их низкую надежность в производственных условиях.
Целью изобретения является повышение надежности и универсальности диагностики состояния режущего инструмента во время резания при генераторной схеме резания.
Поставленная цель достигается тем, что в известном способе диагностики инструмента, при котором непрерывно или дискретно измеряют параметр процесса резания и судят об износе инструмента по постепенному изменению параметра, а о его поломке по внезапному уменьшению его до нуля, определяют направление полета стружки и судят о степени износа инструмента по изменению угла между направлением подачи и направлением полета стружки. Отсутствие стружки является признаком поломки инструмента. Другое отличие состоит в том, что в условиях производства с неизменными режимами эксплуатации для данного инструмента в течение всего периода стойкости измеряют интенсивность увеличения мены или объема стружки, накопленного в определенном месте. Об износе инструмента судят по соотношению количества стружки в двух точках зоны полета стружки и его изменению в течение периода стойкости.
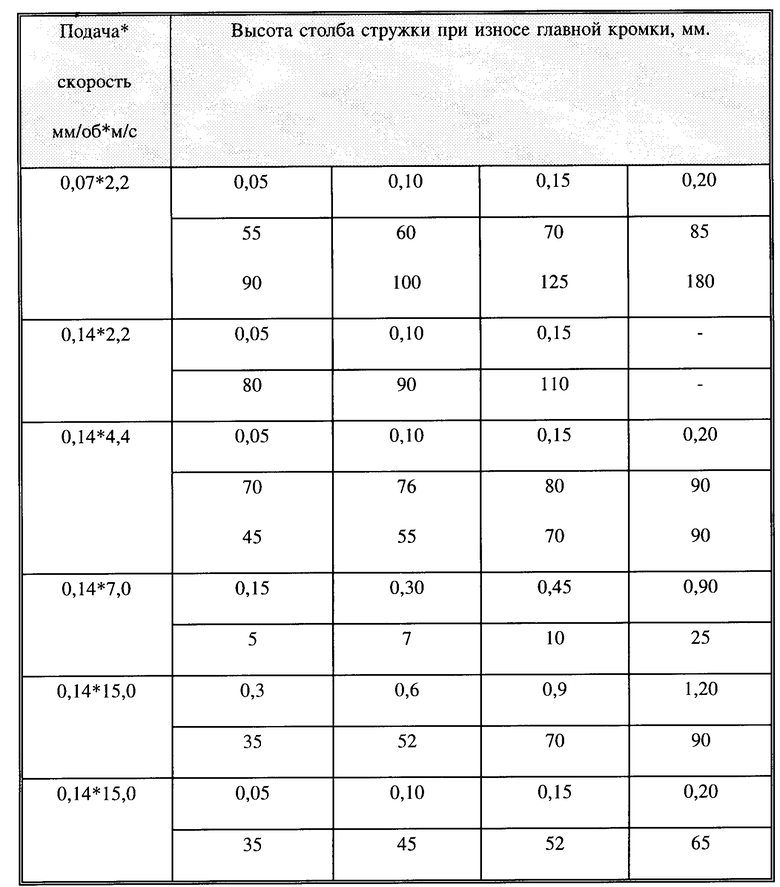
Пример. Методом последовательных проходов проводилась обточка заготовки из материала СЧ28 длиной 850 мм и диаметром 160 мм. Опыты проводили на станке 1К625 проходными резцами с механическим креплением пластин трехгранной формы. Вылет державки 40 мм; угол в плане 90o. Режимы резания: глубина резания 2,5 мм, подача 0,07 и 0,14 мм/об, скорость резания 2,0-15,0 м/с. Сбор стружки осуществляли в емкости объемом 7,4•10 м. Контролировали высоту столба стружки. Датчики устанавливали на резцедержателе по ходу подачи. По достижении величины параметра износа ширина фаски износа по главной кромке, определенного значения, измеряли количество собранной стружки.
Данные сведены в таблицу.
Как видно из данных таблицы, износ резца влечет увеличение количества стружки в контролируемой точке.
Технико-экономическая эффективность изобретения заключается в следующем.
Использование предлагаемого способа диагностики состояния инструмента обеспечивает по сравнению с известными способами следующие преимущества:
широкий диапазон режимов эксплуатации контролируемого инструмента, в том числе характеризуемых частыми технологическими переходами;
надежность системы диагностики независимо от надежности технологического оборудования, что значительно повышает качество механообработки.
Использование: диагностика состояния режущего инструмента на станке при металлообработке. Сущность изобретения: непрерывно или дискретно контролируют направление полета стружки и судят об износе инструмента по изменению угла между направлением подачи и направлением полета стружки. В двух точках на различном расстоянии от поверхности резания размещают емкости или магниты, измеряют объем или вес стружки, собранной за определенный промежуток времени, и судят о направлении полета стружки по отношению объема или веса стружки, собранной в двух точках. 1 з.п. ф-лы, 1 табл.
по внезапному его уменьшению до нуля, отличающийся тем, что определяют направление полета стружки и судят о степени износа инструмента по изменению угла между направлением подачи и направлением полета стружки.
| Самойлов В.В | |||
| и др | |||
| Металлообрабатывающий твердосплавный инструмент.- М.: Машиностроение, 1988, с | |||
| Полу генеративная топка для сжигания влажного торфа | 1921 |
|
SU368A1 |
