Изобретение относится к области обработки металлов резанием и может быть применено в автоматизированном производстве.
Известен способ диагностики стружки, согласно которому с помощью чувствительного элемента тепловой радиации определяют направление движения и количество стружек, создаваемых в единицу времени [1]. Управляющее устройство может быть запрограммировано для изменения условий обработки таким образом, чтобы получить легко удаляемую из зоны резания стружку.
Известен способ управления обработкой резанием в зависимости от типа стружки [2, 3]. Тип стружки определяют по температуре, регистрируемой датчиком над передней поверхностью резца.
Недостатками способов являются низкая точность определения параметров схода стружки и ограниченные технологические возможности.
Наиболее близким по технической сущности и достигаемому результату к заявляемому изобретению является способ управления обработкой резанием по геометрическим параметрам видеоизображения сходящей с резца стружки, регистрируемого видеокамерой, установленной над передней поверхностью инструмента [4]. Согласно способу определяют и запоминают оптимальные параметры вида стружки и характер их взаимосвязи с условиями резания. При обработке детали непрерывно регистрируют изображение сходящей с резца стружки, автоматически распознают геометрические образы стружки, по которым определяют текущие значения информационных признаков вида стружки. Если их текущие значения не попадают в интервал оптимальных, то дается управляющая команда на изменение технологических условий резания для получения требуемых параметров. В процессе дальнейшей работы автоматически производятся аналогичные изменения и управляющие воздействия. Данный способ принят за прототип.
Недостатком способа является низкая надежность и точность управления станком, особенно в условиях контурного точения с переменными режимами резания. При нестабильном угле схода и формы стружки трудно получить хорошо освещенное четкое изображение стружки. Плохое качество видеоизображения стружки приводит к снижению точности ее автоматизированной обработки. Способ имеет ограниченное применение, поскольку при отсутствии освещения в ночное время его невозможно реализовать.
Техническая задача изобретения - расширение технологических возможностей способа, повышение надежности и точности определения оптимальных условий обработки по критерию получения благоприятной формы стружки.
Техническая задача достигается в результате того, что параметры стружки определяют по тепловизионному изображению сходящей с резца стружки, а регулирование режимов обработки осуществляют в зависимости от величины изменения геометрических параметров зоны тепловизионного изображения стружки в процессе обработки с постоянными режимами.
По предлагаемому способу в качестве критериев управления станком используются величины изменения формы, площади и положения зоны тепловизионного изображения стружки, непрерывно регистрируемые тепловизором с высокой точностью в режиме реального времени. Высокое качество изображения связано с тем, что температура стружки многократно отличается от температуры резца и детали. В отличие от аналога на размеры и четкость изображения стружки не влияют качество освещения и расположение источников света. Расширение технологических возможностей способа связано с тем, что способ может быть применен для управления резанием в условиях безлюдной технологии при отсутствии освещения. Повышенная надежность способа управления достигается за счет поддержания в заданном диапазоне геометрических параметров зоны тепловизионного изображения стружки в процессе обработки с постоянными режимами. Оценить эффективность стружкообразования только по геометрическим размерам зоны тепловизионного изображения стружки затруднительно, так как оптимальному протеканию процесса резания может соответствовать самая разнообразная по форме, размерам и расположению зона тепловизионного изображения стружки.
Дополнительным достоинством метода является возможность весьма мелкой (и точной) дифференциации наблюдаемых компонентов системы СПИЗ по температурному признаку, что лимитируется лишь разрядностью аналого-цифрового преобразователя, в отличие от прототипа, где варьирование градаций яркости не позволяет достичь значительного контраста.
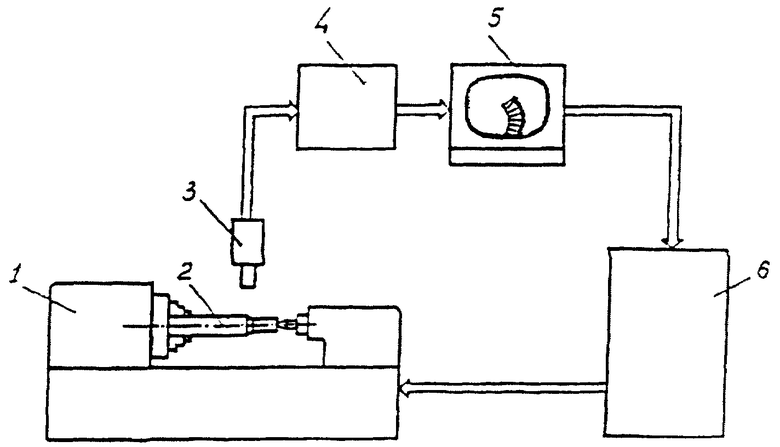
На чертеже показана схема установки для управления токарной обработкой по тепловизионному изображению сходящей с резца стружки.
Способ осуществляют следующим образом.
Над передней поверхностью резца устанавливают тепловизор. Определяют и запоминают оптимальные параметры тепловизионного изображения стружки и характер их взаимосвязи с условиями резания. При обработке детали непрерывно регистрируют тепловизионное изображение сходящей с резца стружки, автоматически распознают геометрические образы стружки, по которым определяют текущие значения информационных признаков. В случае отклонения контролируемых величин от оптимальных значений принимается решение об изменении соответствующего параметра режима резания. Технический результат достигают благодаря тому, что в оперативной памяти ЭВМ программным путем производится выделение областей, соответствующих температурным диапазонам стружки, детали, оборудования, окружающей среды. По характеру и размерам области, принадлежащей стружке, определяют такие ее характеристики, как радиус кривизны завивания R, угол схода η, нестабильность формы стружки.
Способ реализуют на установке, включающей металлорежущий станок 1, обрабатываемую деталь 2, тепловизионную камеру 3, адаптер ввода тепловизионного сигнала 4, персональную ЭВМ типа IBM 5, устройство ЧПУ станка 6 (см. чертеж).
Передачу и анализ тепловизионного изображения стружки осуществляют следующим образом. В процессе механической обработки детали 2 на станке 1 с помощью тепловизора 3 непрерывно регистрируют изображение сходящей с резца 7 стружки 8. Тепловизионное изображение с помощью адаптера тепловизионного ввода 4 передают в память ЭВМ 5. Программное обеспечение ЭВМ анализирует введенную информацию и формирует решение о целесообразности влияния на процесс через изменение режимов резания. С этой целью распознают образ стружки и его геометрические параметры. Текущие значения параметров сходящей стружки сравнивают с оптимальными, после чего принимается решение об управляющих командах. В случае решения об изменении режимов в процессе резания определяют вид, направление и величину управляющего воздействия. Через интерфейс сопряжения информацию подают на блок связи с ЭВМ устройства программного управления 6, непосредственно влияющего на изменение режимов резания. Параметры и характер изменений регулируемых режимов резания, а также оптимальные значения формы стружки выбирают с помощью программных средств из предварительно сформированной базы данных ЭВМ.
Выбор конкретных режимов управления диктуется задачами и условиями механической обработки. Наиболее проблематичным является резание с образованием сливной стружки. В этом случае регулирование сводится к обеспечению устойчивого завивания или стабильного дробления стружки. Внезапное изменение формы стружки в процессе резания может быть вызвано выкрашиванием режущей кромки, сильным механическим воздействием со стороны элементов системы СПИЗ, изменением механических свойств обрабатываемого материала и т.д. Переменная по кривизне, путаная стружка приводит к поломке инструмента, порче обработанной поверхности детали, создает препятствие для перемещения узлов станка и оперативного контроля процесса резания. С целью обеспечения стабильности обработки при формировании сливной стружки в качестве параметра оптимизации используют диапазон изменения размеров и положения зоны тепловизионного изображения стружки в процессе резания. С этой целью с помощью тепловизора непрерывно регистрируют процесс схода с резца стружки при установившемся резании на выбранных режимах. По образу стружки с помощью ЭВМ периодически рассчитывают геометрические размеры зоны, занимаемой стружкой, и сравнивают с ранее замеренными. По максимальной величине изменения геометрической формы тепловизионного изображения стружки судят о стабильности процесса стружкообразования. Чем меньше разброс геометрических параметров стружки, тем выше стабильность процесса резания и надежность обработки. Превышение некоторого критического диапазона разброса приводит к образованию неуправляемой путаной стружки с последующим сбоем нормальной работы оборудования. Для обеспечения стабильного процесса резания параметры зоны тепловизионного изображения стружки не должны изменяться более чем в 1,5 раза. Управление сходом стружки осуществляют путем изменения режимов резания. Если изменение режимов резания не приводит к положительному результату, обработку прекращают.
Достоинством способа является возможность точного распознавания геометрических параметров стружки по температурному признаку.
Литература
1. Kluft W., Kцnig W., van Luttervelt C.A., Nakayama K., Pekelharing A.I. Present Knowledge of Chip Control/Annals of the CIRP, Vol. 28/2/1979.
2. A.c. СССР №1741968, кл. В 23 В 1/00, 1992.
3. Von Horst Winkler, Hannover, Spanlamellierung beim Drehen/Zeitschrift des Vereins Deutscher Ingenieure fьr Maschinenbau und Metallbearbeitung, №4, 1984.
4. Патент RU №2088379 C1, кл. В 23 B 1/00, Романов В.В., Михайлов С.В., Способ управления обработкой резанием, 1997, Бюл. №24.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ОБРАБОТКОЙ РЕЗАНИЕМ | 1995 |
|
RU2088379C1 |
| УСТРОЙСТВО ТЕПЛОВОГО КОНТРОЛЯ ТОЧНОСТИ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2381888C2 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| Способ получения корней стружки | 1989 |
|
SU1699720A1 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
| Способ управления обработкой резанием | 1990 |
|
SU1750925A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2008 |
|
RU2377099C1 |
| Способ определения скорости резания, обеспечивающей максимальную работоспособность резца при точении труднообрабатываемых сталей и сплавов с помощью сборных резцов со сменными режущими твердосплавными пластинами | 2023 |
|
RU2806933C1 |
| Способ обработки материалов резанием | 1987 |
|
SU1641507A1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ СМЕННАЯ ПЛАСТИНА | 2006 |
|
RU2327549C1 |
Изобретение относится к области обработки металлов резанием. Технический результат - повышение надежности и точности определения оптимальных условий обработки. Сущность изобретения заключается в съемке в инфракрасном диапазоне зоны резания посредством установленного над инструментом тепловизора с последующим анализом тепловизионного изображения геометрических характеристик сходящей стружки с целью определения степени их соответствия оптимальным значениям. В случае отклонения контролируемых величин от оптимальных значений изменяется соответствующий параметр режима резания. С целью повышения стабильности и качества обработки управление резанием осуществляют в зависимости от величины диапазона изменения геометрических параметров зоны тепловизионного изображения стружки в процессе обработки с постоянными режимами. 1 ил.
Способ управления обработкой резанием по геометрическим параметрам изображения сходящей с резца стружки, включающий определение оптимальной величины информационного признака, компьютерный анализ текущего изображения стружки, регистрируемого над передней поверхностью инструмента в процессе резания и регулирование режимов обработки, отличающийся тем, что параметры стружки определяют по тепловизионному изображению сходящей с резца стружки, а регулирование режимов обработки осуществляют в зависимости от величины изменения геометрических параметров зоны тепловизионного изображения стружки в процессе обработки с постоянными режимами.
| СПОСОБ УПРАВЛЕНИЯ ОБРАБОТКОЙ РЕЗАНИЕМ | 1995 |
|
RU2088379C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСТОЙЧИВОСТИ РЕЗАНИЯ | 1990 |
|
RU2014167C1 |
| US 5176053 А, 05.01.1993 | |||
| GB 1436704 А, 26.05.1976. | |||

