Изобретение относится к металлургии, конкретно к сталеплавильному производству, и может быть использовано при продувке металла в ковше газами, например азотом или аргоном.
Известна фурма для реализации способа изготовления фурмы для продувки расплава инертным газом [1] содержащая металлический газораспределитель, например в виде пакета металлических стержней, который вводится с торца трубы. В процессе продувки расплава газораспределитель интенсивно охлаждается инертным газом и на его поверхности происходит намораживание расплава. При подаче газа с расходом, в 1,5-3 раза превышающем номинальный, из намороженного слоя формируется пористая головка.
Недостатком этой фурмы является большая склонность к полному заметалливанию нижнего торца фурмы даже при повышенном расходе инертного газа. Наличие большого числа параллельных газопроводящих отверстий приводит к плавности возрастания давления в трубе фурмы по мере заметалливания. Это сдерживает процесс образования пористой головки, прорыв намороженного слоя и стимулирует полное заметалливание фурмы. Использование повышенного расхода газа при равном сопротивлении газопроводящего тракта обуславливает необходимость использования повышенного давления газа на выходе фурмы. Поскольку конструкция газового замка является одним из узких мест конструкции фурмы, то при повышенном давлении возрастает вероятность нарушения уплотнения в месте подвода газа к фурме и выхода газового замка из строя.
Наиболее близкой по технической сущности к предлагаемой является фурма для продувки расплава в ковше, содержащая футерованную огнеупорными блоками металлическую трубу, заглубленную в нижнем огнеупорном блоке, причем нижний огнеупорный блок фурмы выполнен цилиндрическим с пазами по образующим центрального отверстия огнеупорного блока, а нижний конец трубы выполнен с прикрепленным к нему держателем, входящим в эти пазы, при этом пазы выполнены на высоту 1/3-1/2 высоты нижнего огнеупорного блока от его нижнего торца [2]
Недостатком этой фурмы является наличие центрального отверстия в нижней части фурмы большого диаметра. Колебание давления газа на входе фурмы, всхлапывание струи газа на выходе из фурмы, динамическое давление металла при ее опускании приводит к периодическому проникновению расплава через центральное отверстие вглубь трубы. В результате происходит постепенное намораживание металла на внутренние стенки трубы. Длина намороженной части достигает 300 мм и более. Внутреннее отверстие в трубе постепенно перекрывается, понижая эффективность продувки. Одновременно происходит заметалливание самого центрального отверстия в нижнем огнеупорном блоке фурмы, так как проникающий в него расплав вначале намораживается на держатель и нижний конец трубы, а затем затягивает отверстие, диспергируя со стенками огнеупора. Изготовление нетипового сложного по конструкции нижнего огнеупорного блока представляет определенные трудности, так как фрезерование пазов выполняется в очень хрупком материале огнеупора с практически нулевым относительным удлинением и малой ударной вязкостью.
Задачей изобретения является увеличение срока службы фурмы и повышение эффективности продувки путем предотвращения проникновения жидкого металла вглубь трубы, снижение заметалливания и использования типовой конструкции нижнего огнеупорного блока.
Сущность изобретения заключается в том, что фурма для продувки расплава в ковше, содержащая футерованную огнеупорными блоками металлическую трубу, сопло, дополнительно снабжена демпфером, выполненным в виде цилиндра с двумя отверстиями, расположенными радиально и вдоль образующей цилиндра, выходящими в соединяющий их на торце открытый перпендикулярный канал, и газоплотно- вставленным снизу в металлическую трубу соплом, расположенным в пределах нижнего огнеупорного блока и закрепленным на трубе, причем головка сопла выполнена выступающей над срезом фурмы с перекрытием торца металлической трубы, а центральное отверстие сопла выполнено квазипрямоугольной формы с шириной поперечного сечения, равной 3-5 мм, и длиной его поперечного сечения 0,5-0,6 внутреннего диаметра металлической трубы, причем демпфер на стороне перпендикулярного канала плотно состыкован с соплом, при этом сопло и демпфер выполнены из термостойких и плохо смачиваемых сталью огнеупорных материалов. По другому варианту демпфер и сопло выполнены в виде одного элемента. В качестве материала демпфера и сопла может быть использован графит.
Использование сопла с узким центральным отверстием квазипрямоугольного поперечного сечения обеспечивает высокое гидравлическое сопротивление выходного канала фурмы. В условиях периодического проникновения расплава металла в канал (см. кн. Коган А.Е. Внепечные и ковшевые процессы, Новокузнецк: изд-во Кузбасского политехнического института, 1990, с. 41-42) повышенное гидравлическое сопротивление снижает энергию струи металла и тем самым сдерживает проникновение его в канал. Обжатие струи газа в центральном отверстии пониженного поперечного сечения приводит к возрастанию скорости истечения газа до субкритических и формированию турбулентного потока. Турбулентность истечения газа способствует срыву капель проникающего металла со стенок канала в моменты оттока металла от сопла.
Использование демпфера позволяет предотвратить проскакивание струи металла через отверстие сопла в трубу в случае появления отдельных повышенных динамических ударов на фурму со стороны расплава. При этом струя металла ударяет в торец демпфера и теряет запас кинетической энергии. Дальнейшее ее проникновение через узкие радиально расположенные отверстия в трубу оказывается невозможным. Это связано с тем, что давление в них и гидравлическое сопротивление каждого узкого отверстия являются повышенными. Кроме того, расплав для проникновения в отверстие должен дважды изменить направление, что дополнительно снижает кинетическую энергию струи.
В отличие от титана, циркония, железо плохо смачивает графит (см. кн. Сварка в машиностроении. Справочник в 4-х томах, т. 2 // Под ред. Акулова А. И. М. Машиностроение, 1978, с. 434). Это благоприятное свойство пары "сталь-графит" учитывается и при создании электродов для электрометаллургических агрегатов. Процесс сублимации графита активно идет, начиная с температуры 3200oC (см. ту же кн. с. 431). Тем не менее, на отдельных участках сопла, контактирующего с расплавом стали, в результате хемосорбции наблюдается диффузия графита в сталь. Обратная диффузия железа в графит тормозится вплоть до наступления термодинамического равновесия в системе "железо-графит". Ввиду активного перемешивания расплава у среза фурмы равновесие не наступает. Поскольку в контакте графита со сталью имеет место лишь отдельное движение элементов графита в сталь, то условия для схватывания частиц стали графитом минимальные. В то же время сохраняются условия для диспергирования расплава на сопло. Последнее стимулируется неравномерной избирательной диффузией углерода в сталь, в результате чего вырабатываемая поверхность сопла носит шероховатый характер. Однако при перегретой стали и слабой смачиваемости графита расплавом заметалливание фурмы снижается. Это позволяет снизить намораживание стали на срез фурмы и повысить эффективность процесса продувки.
В результате периодического контактирования расплава с соплом происходит постепенное вырабатывание контактирующих поверхностей. Углы нижней части центрального отверстия сопла сглаживаются и отверстие приобретает слегка расширяющийся характер, способствующий стабилизации газовой струи и демпфированию автоколебаний (см. кн. Сизов А.М. Диспергирование расплавов сверхзвуковыми газовыми струями, М. Металлургия, 1991, с. 129-130). Одновременно этому способствует и наличие демпфера, снижающего прямой участок сопла (см. там же). Устранение автоколебаний снижает величину динамических ударов расплава на сопло, способствует лучшему рассредоточению газовой струи и улучшает условия перемешивания стали.
Таким образом, вновь введенный элемент устройства демпфер, конструкция сопла, выполнение их из жаропрочных термостойких и плохосмачиваемых сталью огнеупорных материалов, в указанной связи с другими элементами фурмы - позволяют предотвратить проникновение жидкого металла вглубь трубы, снизить заметалливание и использовать типовую конструкцию нижнего огнеупорного блока что обеспечивает повышение эффективности продувки.
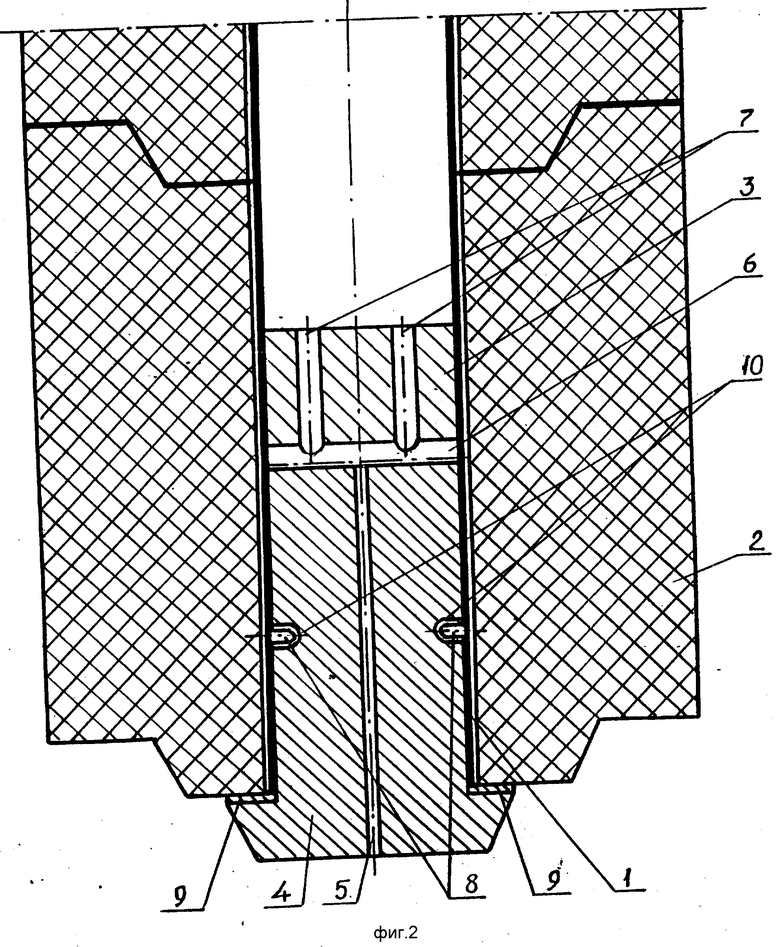
На фиг. 1 изображен центральный разрез нижней части фурмы, выполненный вдоль большей стороны центрального отверстия сопла в первом варианте ее осуществления; на фиг. 2 центральный разрез нижней части фурмы в перпендикулярной плоскости.
На фиг. 1 и 2 обозначено: 1 труба; 2 футеровочные блоки; 3 демпфер; 4 сопло; 5 центральное отверстие; 6 соединяющий канал" 7 радиальные отверстия; 8 крепежные шпильки; 9 опоры нижнего футеровочного блока; 10 - углубления в демпфере и сопле под крепежные шпильки.
Демпфер 3 может выполняться из прочного игольчатого графита. Для удобства изготовления вначале обтачивается цилиндр удвоенной длины с запасом на последующий рез. Сверлятся радиальные отверстия 7 и соединяющий канал 6, после чего цилиндр разрезается посередине соединяющего канала на два демпфера 3.
Сопло 4 может выполняться из того же материала. Графит легко поддается механической обработке. В одном варианте центральное отверстие выбирается фрезерованием. В другом варианте сопло выполняется из двух одинаковых половин, разрезанных по оси симметрии центрального отверстия с его наружным фрезерованием в обеих половинах.
Диаметр отверстий 7 находится по формуле:
где k71 0,7-0,8 коэффициент пропорциональности;
Sn площадь поперечного сечения центрального отверстия 5 сопла.
Меньшее значение с k71 рекомендуется при Sn>120 мм2. Площадь поперечного сечения канала 6 принимается равной площади поперечного сечения одного отверстия 7. Размеры центрального отверстия 5 hnxlnxbn
hn высота отверстия, равная высоте сопла:
hn 100-200 мм,
ln knldm,
где kn1 0,5-0,6 коэффициент пропорциональности;
dm внутренний диаметр трубы 1.
bn=3-5 мм.
Меньшие значения hn, kn1, bn соответствуют интенсивности подачи газа V≅30 нм3/ч.
Расстояние между отверстиями 7
l7=k72ln
где k72=0,75-0,85
Меньшее значение k72 соответствует большему значению kn.
Выбег сопла 4 относительно конца трубы 1, на которой сопло 4 выдвинуто из трубы 1, составляет 15-25 мм. Меньшие значения рекомендуются для более "крепких" (и, соответственно, менее нагретых плавок) марок стали с содержанием углерода в стали выше 0,25%
В качестве материала демпфера и сопла можно использовать прочный игольчатый графит различных марок, идущих на производство электродов для электрометаллургических агрегатов, например фирмы "Юнион Карбайт". Вместо графита возможно использование спеченного алунда, диборида циркония, карбонитрида бора и других жаропрочных термостойких и плохо смачиваемых сталью материалов.
Монтаж фурмы начинается с введения в трубу демпфера с последующим продвижением его внутрь трубы соплом, центральное отверстие 5 которого устанавливается перпендикулярно соединяющему каналу 6. Через отверстия в трубе вглубь углублений 10 в демпфере и сопле впотай вводятся крепежные шпильки 8 и осуществляется приварка к концу трубы опор нижнего огнеупорного блока и сборка футеровочных блоков.
Фурма работает следующим образом.
Для предохранения сопла и футеровки фурмы от разрушения при механическом ударе о корку закристаллизовавшегося шлака (при наличии последней), перед погружением фурмы производится ее механическое разрушение массивной бабой.
Непосредственно перед опусканием фурмы в ковш с расплавом через металлическую трубу 1 подают газ для исключения попадания шлака и металла в центральное отверстие 5, а затем фурму опускают в расплав на глубину, не доходящую до днища ковша примерно на 500 мм, и осуществляют продувку расплава. После окончания продувки фурму вытаскивают из расплава без отключения подачи газа и подачу газа прекращают после входа нижнего торца фурмы из расплава.
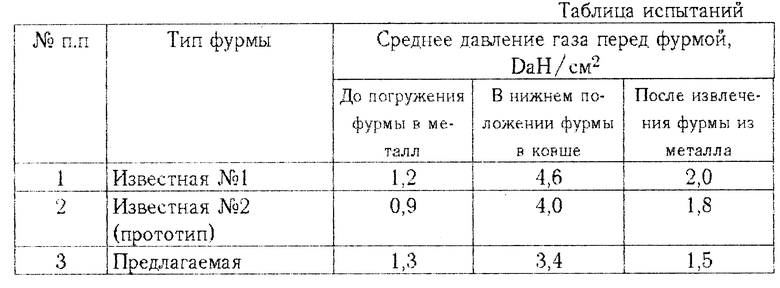
Результаты испытаний фурм, проведенные в электросталеплавильном цехе N2 Акционерного общества "Кузнецкий металлургический комбинат" приведены в таблице.
Известную фурму N1 по авт.св. 01376565, кл. 5 C 21/48 изготавливали в двух вариантах с набивкой металлических стержней из стали Ст3 длиной 300 мм и диаметром, соответственно, 10 и 15 мм.
Известную фурму N 2 по а.с. N 01041574 кл. 5 C 21/48 (прототип) изготавливали с пазами общим размером 65х35х10 мм.
Предлагаемую фурму N 3 выполняли с параметрами:
d7 7 мм;
hn 100 мм;
ln 25 мм;
bn 4 мм;
l7 20 мм.
При этом, для всех опытов, dm 40 мм и начальное значение V 25-27 нм3/ч. Продуваемый газ азот. Плавка весом 100 тс.
Как видно из таблицы, результаты испытаний известных фурм достаточно близкие. При продувке активно образуются пористые губки металла. У фурмы N 1 поры (узкие газовые проходы), формирующиеся вскоре после ее погружения в металл, распределены неравномерно по всей поверхности среза фурмы. Во втором случае поры располагаются также неравномерно, но в непосредственной близости от пазов и центрального отверстия нижнего огнеупорного блока.
Разрезы, проведенные по окончании испытаний вдоль осей симметрии этих фурм, показывают, что в фурме N 1 нет проникновения расплава внутрь трубы, а в фурме N 2 есть. Высота подъема металла достигает 200-250 мм. Диаметр остающегося отверстия в трубе не превышает 8 мм.
Общим для фурм N 1 и N 2 является значительное увеличение избыточного давления газа перед фурмой в непогруженном состоянии с исходного Pl 0,9-1,2 DaH/см2 до P2 1,8-2,0 DaH/см2 после продувки, связанное с заметалливанием.
Предлагаемая фурма в меньшей степени подвержена заметалливанию. Избыточное давление газа перед фурмой возросло с Pl 1,3 DaH/см2 до P2 1,5 DaH/см2. Среднее растворение углерода сопла в металле за время одной продувки в течении 5 мин составляет не более 0,00005% (следы) и не влияет на его свойства. Проникновения расплава в трубу нет.
Применение фурмы позволяет снизить заметалливание, предотвратить проникновение металла вглубь трубы, использовать типовую конструкцию нижнего огнеупорного блока, что дает возможность повысить эффективность продувки расплава в ковше.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА ГАЗОМ | 1996 |
|
RU2113502C1 |
| СПОСОБ УСТАНОВКИ ФУРМЫ ДЛЯ ПРОДУВКИ РАСПЛАВА В КОВШЕ В ПОЛОЖЕНИИ ПРОДУВКИ | 1996 |
|
RU2113506C1 |
| СПОСОБ ОПЕРАТИВНОЙ ОЦЕНКИ СОСТОЯНИЯ ФУРМЫ ПРИ ПРОДУВКЕ РАСПЛАВА В КОВШЕ | 1996 |
|
RU2101366C1 |
| СПОСОБ ОПЕРАТИВНОГО ИЗМЕРЕНИЯ ПОЛОЖЕНИЯ СОПЛА ФУРМЫ ОТНОСИТЕЛЬНО ЗЕРКАЛА РАСПЛАВА ПРИ ЕГО ПРОДУВКЕ В КОВШЕ | 1995 |
|
RU2083685C1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ РАСПЛАВА В КОВШЕ ПРИ ПЕРЕМЕННОМ ПОЛОЖЕНИИ ФУРМЫ | 1995 |
|
RU2113505C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ФУРМЫ ПРИ ПРОДУВКЕ РАСПЛАВА ГАЗОМ В КОВШЕ | 1996 |
|
RU2100448C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАЛИЧИЯ СВИЩЕЙ В ФУРМЕ ПРИ ПРОДУВКЕ РАСПЛАВА ГАЗОМ В КОВШЕ | 1996 |
|
RU2113507C1 |
| ФУРМА ДЛЯ ПРОДУВКИ МЕТАЛЛА | 1997 |
|
RU2112048C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ СТАЛИ В КОВШЕ | 1998 |
|
RU2152441C1 |
| ПРОДУВОЧНАЯ ФУРМА ДЛЯ РАФИНИРОВАНИЯ МЕТАЛЛА В КОВШЕ | 2022 |
|
RU2797222C1 |
Изобретение относится к средствам сталеплавильного производства и может быть использовано при продувке металла в ковше газами, например азотом или аргоном. Фурма, содержая футерованную огнеупорными блоками металлическую трубу, нижняя часть фурмы выполнена с пазами по образующим центрального отверстия, дополнительно содержит демпфер, выполненный в виде цилиндра с двумя соединенными между собой отверстиями для предотвращения проникновения металла вглубь трубы, а также в сопло, диаметр центрального отверстия которой равен толщине его пазов. Образующееся одно узкое отверстие ускоряет очистку сопла от капель расплава в периоды оттока металла. Изготовление демпфера и сопла фурмы из графита, обладающего плохой смачиваемостью, в сочетании с конструкцией фурмы позволяет снизить ее заметалливание. Использование фурмы дает возможность повысить эффективность продувки расплава в ковше. 2 з.п. ф-лы, 1 табл., 2 ил.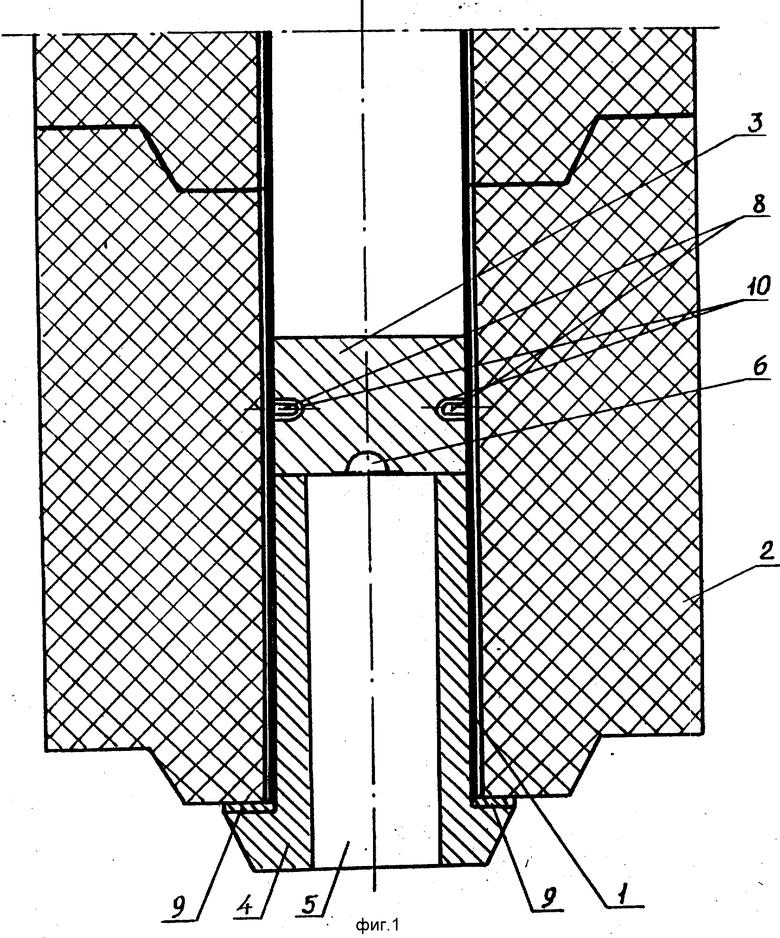
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1376565, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1041574, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
