Изобретение относится к черной металлургии, в частности к конструкции фурм для донной продувки стали, и предназначено для использования в сталеплавильном производстве при внепечной обработке стали.
Известно выбранное в качестве прототипа, устройство для введения газов в металлургический агрегат ["Конструкции и проектирование агрегатов сталеплавильного производства" В. П. Григорьев и др., Москва, МИСиС, 1995 г., с. 329-330].
Существенными недостатками данного прототипа являются:
1. Незначительное перемешивание стали.
2. Низкая стойкость фурм.
3. Большая вероятность аварийного прохода стали через устройство.
Желаемым техническим результатом является улучшение перемешивания стали и уменьшение опасности прохода металла через устройство.
Для этого предлагается устройство для донной продувки стали в ковше, содержащее огнеупорную продувочную фурму, покрытую металлическими оболочкой и донышком, оборудованным подводом газа, отличающееся тем, что фурма состоит из двух огнеупорных частей: пористой и щелевой, причем щели располагаются с углом раскрытия 35o, а толщина щели не превышает 0,1 мм.
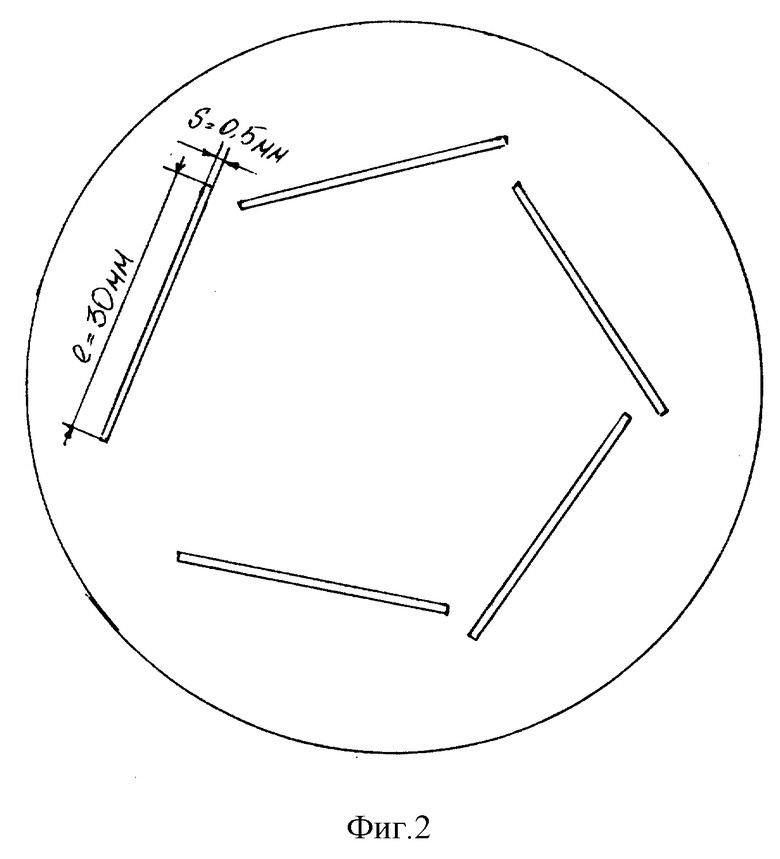
Устройство (фиг. 1) представляет собой усеченный конус - огнеупорный блок - 1, покрытый металлической оболочкой - 2 и донышком - 3, с подводом газа через патрубок - 4. Огнеупорный блок состоит из двух частей: щелевой - 1a и пористой - 1b. Щелевая часть фурмы предназначена для образования четко ориентированной вихревой раскрывающейся газовой воронки, позволяющей значительно улучшить перемешивание стали в объеме ковша. Толщина щели менее 0,1 мм позволяет при обеспечении хорошего дутьевого режима не допустить затекания жидкой стали на значительную глубину во время прекращения продувки через данную пористую фурму. Пористая часть фурмы, участвуя в образовании направленной газовой воронки (диспергируясь через пористую фурму, газ вдувается в расплав мелкими пузырями), кроме того, при значительном износе верхней щелевой части не допускает аварийного прохода жидкой стали через устройство. Вид сверху щелевой части фурмы представлен на фиг. 2.
Опытные образцы огнеупорного блока были изготовлены из муллитокорундовой массы марки МК-90. Длина щели L = 30 мм, толщина менее 0,1 мм, общая площадь сечения щелей до 15 мм2. При изготовлении отверстий щелевой части фурмы были использованы выгорающие при обжиге материалы. Ориентация щелей обеспечивает завихрение газового потока.
Заявляемое устройство опробовалось при продувке стали в 130-тонных ковшах. Сталь выплавлялась в дуговых электросталеплавильных печах ДСП-100И7. Устройство для донной продувки монтировалось в донной части сталеразливочного ковша. После выпуска стали из печи сталеразливочный ковш транспортировался на комплекс внепечной обработки-установки продувки стали азотом (УПСА), где начинали продувку стали азотом. Продувку осуществляли при давлении 6-8 атм и с расходом до 70 нм3/час. Продувку начинали с расходом газа 65-70 нм3/час, затем расход поддерживался на уровне 35-45 нм3/час. При обработке на УПСА производили легирование стали. В момент присадки ферросплавов зеркало металла оголяли от шлака, поддерживая расход более 50 нм/час. Продувка характеризовалась хорошим перемешиванием стали. Ликвация между первыми и последними слитками составляла по марганцу ±0,020, по кремнию ±0,007, по углероду ±, 01, падение температуры от начала до конца разливки составляло 15oC.
Использование самовыгорающих вставок при изготовлении фурм, взамен металлических стержней (трубок) привело к увеличению стойкости фурм. Огнеупорный блок устройства (щелевая часть) при непрерывной продувке в течение около 90 мин изнашивался на 50-70 мм. Во время обработки стали на УПСА возможна приостановка подачи газа (азота) через заявленное устройство без ухода металла через блок. Толщина щели блока до 0,1 мм не допускает затекание жидкого металла в последние, что и обусловливает значительную выдержку стали в ковше без продувки стали. После выдержки возможна подача азота к заявляемому устройству и продувка стали при расходе газа до 70 нм3/час (давление 6-8 атм).
После разливки стали из ковша огнеупорная часть устройства обрабатывалась кислородом для удаления настылей шлакостальной скрапины, затем ковш с устройством для продувки вновь подавался под выпуск стали из электропечи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬСОВОЙ СТАЛИ | 1999 |
|
RU2161205C1 |
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА ГАЗОМ | 1996 |
|
RU2113502C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ | 2023 |
|
RU2816707C1 |
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА В КОВШЕ | 1995 |
|
RU2098490C1 |
| СПОСОБ РАФИНИРОВАНИЯ РЕЛЬСОВОЙ СТАЛИ В ПЕЧЬ-КОВШЕ | 2008 |
|
RU2365631C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2186858C2 |
| СПОСОБ АЗОТИРОВАНИЯ СТАЛИ | 2008 |
|
RU2380431C1 |
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ГАЗОМ В КОВШЕ | 2022 |
|
RU2786514C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2369464C2 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ | 2003 |
|
RU2234540C1 |
Изобретение относится к черной металлургии, в частности к конструкции фурм для донной продувки стали, и предназначено для использования в сталеплавильном производстве при внепечной обработке стали. Устройство содержит огнеупорную продувочную фурму, покрытую металлическими оболочкой и донышком, оборудованным подводом газа. Фурма состоит из двух огнеупорных частей: пористой и щелевой, причем щели располагаются с углом раскрытия 35°, а толщина щели не превышает 0,1 мм. Использование предлагаемого устройства позволяет улучшить перемешивание стали и уменьшить опасность прохода металла через устройство. 2 ил.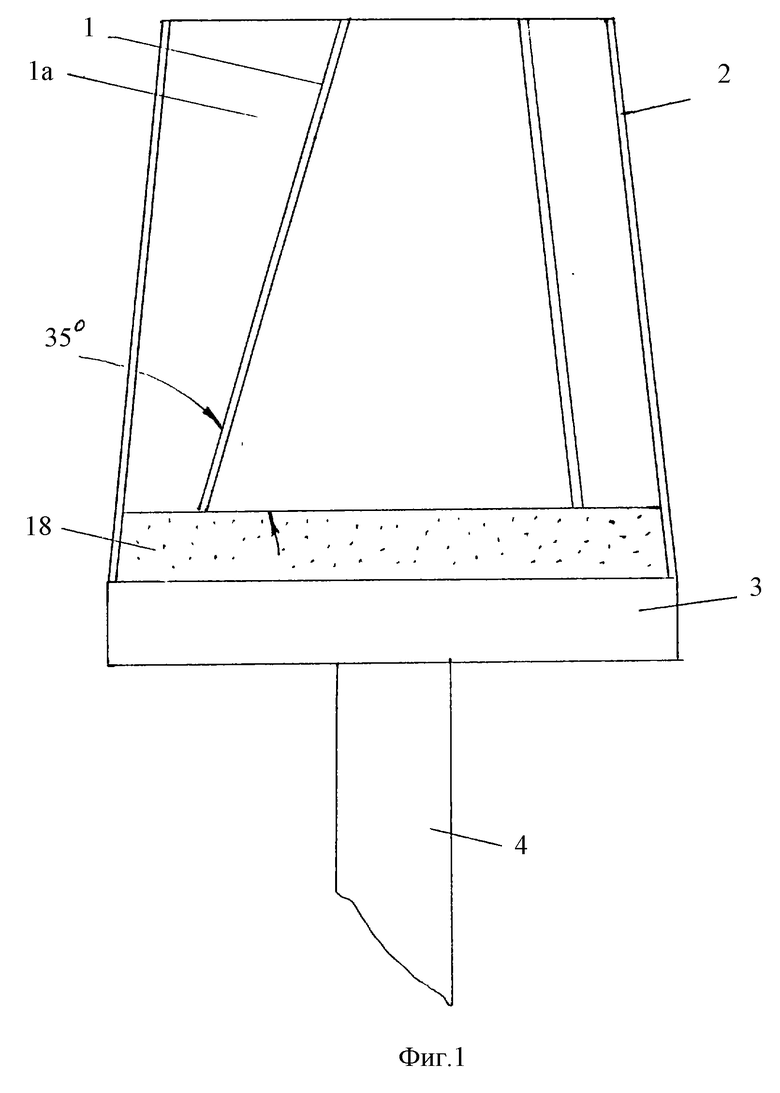
Устройство для донной продувки стали в ковше, содержащее огнеупорную продувочную форму, покрытую металлическими оболочкой и донышком, оборудованным подводом газа, отличающееся тем, что фурма состоит из двух огнеупорных частей - пористой и щелевой, причем щели располагаются с углом раскрытия 35o, а толщина щели не превышает 0,1 мм.
| Григорьев В.П., Нечкин Ю.М., Егоров А.В., Никольский Л.Е | |||
| Конструкции и проектирование агрегатов сталеплавильного производства | |||
| - М.: МИСиС, 1996, с | |||
| Букса для железнодорожного подвижного состава | 1922 |
|
SU329A1 |
| ПЛОСКАЯ АНТЕННАЯ РЕШЕТКА (ВАРИАНТЫ) | 2004 |
|
RU2276437C2 |
| GB 3441223 А1, 15.05.86 | |||
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА | 1993 |
|
RU2066690C1 |
| Огнеупорная газопроницаемая конструкция для подачи газа через футеровку емкости для расплава металла | 1981 |
|
SU1255057A3 |
| US 4905971, 06.03.90 | |||
| DE 3538498 А1, 07.03.87 | |||
| 0 |
|
SU281267A1 | |
