Изобретение относится к металлургическому производству, в частности к способам обработки жидких металлов инертным газом в ковше, например, азотом, либо аргоном.
Известен способ внепечной обработки стали, при котором продувку металла в ковше нейтральным газом в течение 1 - 2 мин ведут при положении сопла фурмы на расстоянии от днища 0,05 - 0,1 высоты H уровня расплава в ковше, затем фурму перемещают вверх и устанавливают ее сопло в металле на расстоянии от поверхности расплава 0,2 - 0,3 H и продувку ведут при этом положении фурмы в течение 1 - 3 мин, после чего фурму перемещают в первоначальное положение и металл продувают в течение 2 - 5 мин [1].
Изменение положения фурмы во время продувки способствует повышению качества внепечной обработки расплава. При продувке в нижнем положении фурмы хорошо перемешивается нижний объем расплава. Однако при этом не достигается циркуляции металла по высоте ковша. Для улучшения перемешивания металла со шлаком и повышения эффективности рафинирования металла от серы, неметаллических включений и газов фурма поднимается. На третьем этапе продувки фурма вновь опускается.
Недостатком способа является то, что положение сопла фурмы и время продувки на всех этапах обработки стали устанавливаются без учета оперативного состояния фурмы. В процессе продувки расплава происходит заметалливание (3) фурмы, то есть намораживание своеобразной металлической диафрагмы на конце трубы с постепенно, по мере продолжения продувки, уменьшающимся отверстием. Независимо от конструкции фурмы, процесс заметалливания после 10 - 20 мин чистого времени (3 - 5 плавок) может вывести фурму из строя, так как она пропускает очень мало газа [2]. Кроме того, в результате размыкания шлаком и металлом огнеупорных блоков и металлической трубы фурмы, растрескивания огнеупорной футеровки происходит укорочение фурмы. По нашим сведениям, вероятность укорочения за время обработки одной плавки составляет от 0,2 до 0,5, зависит от конструкции фурмы, условий продувки и возрастает к концу работы фурмы. При значительном уменьшении длины фурмы эффективность перемешивания и гомогенизации расплава в ковше при его неравномерном барботировании резко падает и дальнейшая эксплуатация фурмы становится нецелесообразной.
Наиболее близкой по технической сути к предлагаемому является способ использования устройства для рафинирования расплавов, при котором с помощью дросселя устанавливают зависимость давления перед фурмой P от глубины погружения фурмы в расплав Hм, с учетом возможного максимального металлостатического напора в ковше задают постоянное давление инертного газа на выходе стабилизатора, постепенно, с низким расходом газа, опускают фурму в расплав до требуемого значения Hм, при этом P и давление на выходе редукционного клапана, управляющего потоком инертного газа на продувку, постепенно растет в функции Hм, а сам Hм оценивают по величине P, после опускания фурмы в предельно нижнее положение, величину P на ее входе запоминают, чем обеспечивают неизменное давление на выходе редукционного клапана, расход инертного газа увеличивают и не меняют до конца продувки, по завершении же продувки фурму извлекают из расплава и прекращают подачу инертного газа [3].
Согласно способа после опускания фурмы в положение продувки оперативное измерение давления прекращается и поддерживается на уровне, установленном на момент достижения фурмой крайне нижнего положения. К недостаткам способа относится то, что использование этого давления для оперативной оценки степени заметалливания сопла, величины укорочения фурмы и на основе чего - последующей корректировки режимов продувки невозможно. Способ также не позволяет учитывать состояние фурмы при оперативном управлении перемешиванием и гомогенизацией расплава в условиях переменного положения фурмы.
Цель изобретения - повышение эффективности продувки расплава в ковше при переменном положении фурмы.
Сущность патента заключается в том, что способ внепечной обработки расплава в ковше при переменном положении фурмы включает подачу инертного газа через фурму, опускание ее в ковш с расплавом, продувку расплава инертным газом, измерение давления перед фурмой, вычисление глубины погружения фурмы в расплав по величине давления перед фурмой, извлечение фурмы из расплава по завершении продувки, прекращение подачи газа, дополнительное контролирование положения каретки механизма перемещения фурмы, опускание фурмы в начале продувки в предельно нижнее положение, изменение положения фурмы и контроль ее положения по положению каретки в течение всего периода продувки, измерение величины давления перед фурмой в течение всего периода продувки, сглаживание измеренной величины давления в каждый момент времени и вычисление давления Pпр(t), приведенного к предельно нижнему положению фурмы, по математическому выражению:
Pпр(t) = P(t)+ρме•g•[K(t)-Kн],
где
P(t) - измеренная величина давления;
ρме - плотность расплава;
g - ускорение свободного падения;
Kн, K(t) - положение каретки механизма перемещения фурмы при предельно нижнем и текущем положении фурмы в ковше;
t - текущее время продувки,
определение значения абсолютного минимума давления Pmin(i), где i - номер последнего минимума, по зависимости Pпр(t), вычисление показателя Py(t) степени укорочения фурмы по математическому выражению:
Py(t) = Pр - Pпр(t),
где Pр = Pmin(1) - Pххз + Pххн - расчетное значение давления после погружения незаметалленной и неукороченной фурмы в крайнее нижнее положение;
Pххз - давление перед повторно используемой фурмой до ввода ее в расплав;
Pххн - давление перед новой фурмой до ввода ее в расплав;
Pmin(1) - первый абсолютный минимум после первого опускания фурмы в крайнее нижнее положение в расплав,
вычисление показателя степени заметалливания сопла фурмы по математическому выражению:
непрерывное вычисление информативных признаков по математическим выражениям:
при t < tпр и Δп2< Δ2(t) ≤ Δп3,
где tпр - расчетное время продувки;
Δп2 = 0,12 Pр - пороговое значение;
Δп3 = 0,2 Pр - пороговое значение,
переведение фурмы в предельно нижнее положение,
при t < tпр и Δ2(t) > Δп3, либо Δ4(t) > Δп3
прекращение продувки, замену фурмы и возобновление продувки, с вычислением информативных признаков Δ1(t) и Δ3(t) по математическим выражениям:
где t1 - время прекращения продувки для замены фурмы; = Pmin(1) - Pпр(t) - показатель степени укорочения новой фурмы;
= Pmin(1) - Pпр(t) - показатель степени укорочения новой фурмы; - показатель степени заметалливания сопла новой фурмы;
- показатель степени заметалливания сопла новой фурмы;
i' - номер последнего минимума для новой фурмы; - первый и i'-й абсолютные минимумы на зависимости Pпр(t) для новой фурмы,
- первый и i'-й абсолютные минимумы на зависимости Pпр(t) для новой фурмы,
при t = tпр, Δ1(t) ≤ Δп1 и Δ3(t) ≤ Δп1,
где
Δп1 = 0,05 Pр - пороговое значение давления,
завершение продувки,
при t = tпр, Δп1(t) < Δ1(t) ≤ Δп2,
увеличение времени продувки на величину
Δt1= kΔ1(t),
где
k = (2 - 2,3)•103 С/Па,
при Δп1< Δ3(t) ≤ Δп3,
увеличение времени продувки на величину
Δt2= kΔ3(t),
при t = tпр, Δп1< Δ1(t) ≤ Δп2 и Δп1< Δ3(t) ≤ Δп3
вычисление значений Δt1 и Δt2 и увеличение времени продувки на большее из значений Δt1 и Δt2.
Для обеспечения лучшего перемещения и гомогенизации расплава при продувке в ковше инертными газами используется асимметрическое расположение фурмы, приводящее к возникновению дополнительных азимутальных потоков, переменное положение фурмы в основной период продувки и другие приемы. В последнем случае перемещение сопла фурмы в вертикальном направлении постоянно изменяет геометрию эквитоковых линий, что способствует непрерывному образованию нестационарных потоков. В результате уменьшается размер приграничной со стенкой ковша зон и ликвидируются, либо снижаются размеры других застойных объемов. Так, например, на Кузнецком металлургическом комбинате используются установки для продувки стали азотом с автоматическим пилообразным во времени изменением положения фурмы в основной период внепечной обработки.
При переменном положении фурмы изменяется металлостатический напор на ее сопло Pмр, что приводит к изменению давления P инертного газа перед фурмой. В зависимости от амплитуды колебания глубины погружения фурмы в расплав Hм при перемещении фурмы P обычно меняется на 20 - 40%. Зависимость P(t) при автоматическом возвратно-поступательном перемещении фурмы носит субпилообразный характер, а при ручном - произвольный.
При условии, что нижнее положение фурмы является предельным, ее укорочение при продувке ведет к сокращению максимальной глубины погружения Hмmax конца фурмы в расплав. В связи со снижением максимального металлостатического напора Pмрmax, при той же амплитуде колебания Hм происходит рост средневыборочной интенсивности дутья. Однако, как показывает практика, при укорочении фурмы ухудшается перемешивание самых нижних объемов расплава. При этом целесообразно дополнительно увеличить время внепечной обработки на величину, пропорциональную снижению Hмmax. В условиях падения скоростей движения нижних объемов расплава, увеличение времени продувки обеспечивает выполнение требуемой работы по его барботажу, а значит и высокое качество внепечной обработки.
При укорочении фурмы и понижении Hmmax более, чем на 18 - 22% в моменты подъема фурмы уже и без того низкие скорости движения нижних объемов расплава дополнительно снижаются, приводя к образованию застойной зоны в нижней части ковша. Для предотвращения ее образования в этом случае целесообразно отказаться от пилообразного перемещения фурмы, установив ее в предельно возможном нижнем положении, и сохранить допустимые скорости движения нижних объемов расплава. Поскольку одновременно со снижением Hмmax растет время внепечной обработки, то несмотря на снижение средневыборочной интенсивности дутья J в связи с переходом на продувку в предельно возможном нижнем положении фурмы, эффективность перемешивания верхних и средних объемов расплава остается достаточно стабильной. Снижение J также способствует снижению высоты буруна металла у фурмы на свободной поверхности расплава. При этом растет слой шлака на буруне, который защищает жидкий металл от контакта с атмосферой. Одновременно снижается и степень разбрызгивания расплава всплывающими пузырьками газа.
При укорочении фурмы и снижении Hмmax более, чем на 28 - 32% в нижней части ковша формируется устойчивая застойная зона, не устранимая даже при увеличении интенсивности продувки. В этом случае фурму следует заменить на новую.
При заметалливании сопла фурмы средневыборочная интенсивность дутья падает, что снижает скорости движения расплава и эффективность его продувки. При существенном заметалливании целесообразно, в связи со снижением скоростей, увеличить время продувки пропорционально росту степени заметалливания. При очень значительном заметалливании сопла следует заменить фурму.
Требуемые для оптимизации режима продувки расплава оценки величин укорочения фурмы и степени заметалливания ее сопла можно определять по динамике поведения давления P на входе фурмы. Определенную сложность при этом вносит субпилообразная, а при ручном управлении положением фурмы - произвольная составляющая P, возникающая за счет принудительного возвратно-поступательного перемещения фурмы. Анализ динамики поведения P на фоне этой составляющей затруднен. Для ее элиминирования предлагается приводить P к единому предельно нижнему положению фурмы.
Если обеспечить оперативный контроль положения уровня каретки K(t) механизма перемещения фурмы, то можно оперативно вычислять и величину приращения уровня в каждый данный момент времени по отношению к уровню при предельно нижнем положении фурмы Kн:
ΔK(t) = K(t)-Kн.
Изменение металлостатического напора вследствие перемещения фурмы:
ΔPмр(t) = ρме•g•ΔK(t),
где
ρме - плотность жидкого металла (как правило, масса шлака по сравнению с массой металла во много раз меньше, и поэтому ошибкой расчета можно пренебречь); g - ускорение свободного падения.
Теоретическое восстановление потерянного металлостатического напора при подъеме фурмы позволяет в любой момент времени привести P к ее предельно нижнему положению:
Pпр(t) = P(t)+ΔPмр(t) = P(t)+ρме•g•[K(t)-Kн].
При укорочении У фурму за счет снижения металлостатического напора P падает. В качестве показателя степени укорочения фурмы принята величина
Py(t) = Pр - Pпр(t),
где Pр - базовое значение давления, определяемое по выражению:
Pр = Pmin(1) - Pххз + Pххн.
Pр равно давлению сразу после погружения фурмы в нижнее положение Pmin(1) за исключением изменения давления (Pххз - Pххн), вызванного исходным заметалливанием сопла, либо укорочением фурмы, т.е. до начала продувки.
Наличие положительного Py(t) говорит о снижении металлостатического напора на уровне сопла фурмы ниже теоретически возможного (базового) уровня. Последнее может произойти прежде всего вследствие укорочения фурмы.
Поскольку в момент укорочения фурмы оставшийся конец, как правило, не содержит заметалливания, (его содержит отделившийся конец), то Py(t) зависит прежде всего от самого очередного укорочения.
Другим фактором, который может вызвать падение P ниже Pmin(i) являются свищи газового тракта. Их образование в части фурмы, погруженной в расплав, вскоре приводит к ее укорочению. "Залечивание" свищей, т.е. их заметалливание слабо выражено ввиду меньшего металлостатического напора, чем у сопла.
Если суммарная величина укорочения фурмы в течение всей продувки мала, то значение ее информативных признаков
остаются небольшими Δ1(t) представляет собой среднеинтегральное значение показателя степени укорочения фурмы за текущее время t, Δ2(t) - то же за последние 10 с процесса. При среднем росте Py(t) значения Δ1(t) и Δ2(t) растут.
Поскольку рост степени заметалливания З сопла фурмы во время продувки непрерывно изменяется, оказывая влияние на текущие скорости движения расплава, то при управлении процессом его внепечной обработки используется среднеинтегральный показатель, характеризующий З в среднем за время продувки:
где
t - текущее время продувки; Pз - показатель степени заметалливания сопла фурмы.
Pз(t) = Pпр(t) - Pр при i = 1;
Pз(t) = Pпр(t) - Pmin(i) при i > 1;
i - номер последнего абсолютного минимума на зависимости Pпр(t).
Величина Pр согласно выражения 1 содержит эффект исходного заметалливания сопла (Pххз - Pххн), чем и отличаются уравнения 2 и 3. Поскольку при укорочении фурмы З нет, уравнение 3 его не учитывает.
Среднеинтегральное значение показателя степени заметалливания сопла формы за последние 10 с определяются по выражению:
где
Pз(t) находится по формулам 2 и 3.
При управлении режимом продувки по состоянию фурмы используется следующий релейный закон.
1. До окончания расчетного времени продувки (t < tпр) при стабильно проявившемся укорочении фурмы: Δп2< Δ2(t) ≤ Δп3 - переход на продувку в предельно возможном нижнем положении фурмы. Пороговые значения Δп2= 0,12•Pp; Δп3= 0,2•Pp.
2. При t < tпр и Δ2(t) > Δп3 либо Δ4(t) > Δп3 - замена фурмы, возобновление продувки с новой фурмой, продолжение отсчета времени t. С учетом прерывания времени продувки в момент t1 на замену фурмы - нахождение информативных признаков Δ1(t) и Δ3(t) по выражениям:
где - показатели степени укорочения и заметалливания сопла новой фурмы; i',
- показатели степени укорочения и заметалливания сопла новой фурмы; i',  относятся к части продувки вновь установленной (новой) фурмой.
относятся к части продувки вновь установленной (новой) фурмой.
3. При истечении расчетного времени продувки (t = tпр), если Δ3(t) ≤ Δп1, где Δп1= 0,05•Pp - пороговое значение давления, - завершение продувки.
4. При t = tпр, если Δп1< Δ1(t) ≤ Δп2, либо Δп1< Δ3(t) ≤ Δп3 - увеличение времени продувки на величину Δt1= k•Δ3(t) (если выполняется первое неравенство), либо Δt2= k•Δ3(t) (при выполнении второго неравенства). Если выполняются оба неравенства, то из Δt1 и Δt2 реализуется большее значение. k = (2 - 2,3)•10-3 С/Па - коэффициент пропорциональности.
Таким образом, вновь введенные операции в указанной связи с другими операциями обеспечивают внепечную обработку расплава в ковше при переменном положении фурмы с управлением по контролируемым информативным признакам степени укорочения У и заметалливания З сопла фурмы, формируемым по приведенному к ее предельно нижнему положению давлению. В результате повышается эффективность продувки расплава.
Если У и З с точки зрения эффективности продувки не достигает предельно допустимых значений, то используется принцип управления "по возмущению", а если превышает, то снижается само значение возмущения - путем замены фурмы. Такой подход, кроме прочего, позволяет избежать несвоевременной замены дорогостоящей фурмы и повысить ресурс ее работы.
На фиг. 1 приведен пример устройства для реализации способа; на фиг. 2 - пример наиболее сложного блока принятия решения на управление.
На фиг. 1 обозначено: 1, 21 - регулирующие органы; 2 - датчик давления; 3 - регистратор давления; 4 - блок управления ходом продувки; 5, 6 - контакторы; 7, 8 - исполнительные механизмы; 9 - датчик положения каретки; 10 - задатчик времени продувки; 11 - реле времени; 12 - элемент сравнения; 13 - блок расчета информативных признаков; 14 - блок нахождения абсолютного минимума; 15 - блок приведения давления; 16 - сглаживатель; 17 - блок определения Pххз; 18 - блок расчета пороговых значений; 19 - блок принятия решений на управление; 20 - табло "Фурма вышла из строя"; 22 - фурма; 23 - ковш с расплавом; 24 - газопровод.
На фиг. 1 дополнительно обозначено: Sр - вход подачи команды на установку режима работы устройства (ручной - автоматический), Sн - вход подачи команды на начало продувки; Sг - вход подачи команды на ручное управление подачей инертного газа; Sф - вход подачи команды на ручное управление положением фурмы; tпр - время продувки.
Газопровод 24 подачи инертного газа через регистрирующий орган 1, датчик давления 2 соединен с фурмой 21. Датчик давления 2 через регистратор давления 3, сглаживатель 16, блок приведения давления 15, блок нахождения абсолютного минимума 14 соединен с блоком расчета информативных признаков 13. Кроме того, сглаживатель 16 через блок определения Pххз соединен со вторым входом блока 13.
Первым входом блока управления ходом продувки 4 является вход подачи команды на начало продувки Sн, вторым - вход установки режима Sр работы блока 4. Первый выход блока 4 через контактор 6 соединен с исполнительным механизмом 8. Кроме того, вторым выходом блок 4 через контактор 5, подключен к исполнительному механизму 7. Вторым входом контактора 5 является вход подачи команд на ручное управление подачей инертного газа Sг. Вторым входом контактора 6 является вход подачи команд на ручное управление положением фурмы Sф.
Исполнительный механизм 7 механически связан с регулирующим органом (РО) 1, а исполнительный механизм 8 - с РО 21. РО1 изменяет расход инертного газа через фурму 22, а РО21 - положение каретки, на которой консольно укреплена фурма 22.
Выход задатчика 10 соединен с входом 5 блока 4, первым входом элемента сравнения 12 и пятым входом блока 13. Второй выход контактора 5 через реле времени 11 подсоединен ко второму входу. Кроме того, второй выход контактора 5 подключен ко второму входу блока 17 определения Pххз, а выход реле времени 11 - к третьему входу блока 13 и второму входу блока 14 нахождения минимума.
Выход датчика положения каретки 9 соединен со вторым входом реле времени 11, четвертым входом блока 13, третьим входом блока нахождения минимума, вторым входом блока приведения давления 15 и третьим входом бока 17. Четвертым входом блока 17 является вход категории фурмы (новая - повторно используемая).
Выход элемента сравнения 12 подсоединен через блок принятия решений 19 и первый его выход с третьим входом блока управления ходом продувки 4 и с шестым входом блока 13. Второй выход блока 13 через блок 19 соединен с четвертым входом блока 4. Первый выход блока 13 через блок расчета пороговых значений 18 включен на табло 20 "Фурма вышла из строя".
В качестве технической базы устройства используются, например, следующие элементы. Регулирующий орган 1 - регулирующий клапан пневматического типа - МИМ; датчик давления 2 - отборная трубка статического давления; регистратор давления 3 - самопишущий прибор типа МСТ-712; блок управления началом и окончанием продувки - на многооперационном электронном реле времени типа РВЭ; контактор подачи газа 5 и контактор механизма перемещения каретки 6 - бесконтактные типа ПБР; исполнительный механизм перемещения каретки 8 - на базе электродвигателя АОЛ-63-6; датчик положения каретки - контроллер типа КА-40-56; задатчик времени продувки - типа ВЛ-64УХЛ4; реле времени 11 - типа ЕР-53; элемент сравнения 12 - на сумматоре К155ИМ1; блоки 13-15, 17, 18 - на базе усилителей на микросхемах К155ЛН5, триггеров на микросхемах К155ТВ1, элементов сравнения на микросхемах К155ИМ1, блоков памяти на микросхемах КР1100СК2, элементов НЕ на микросхемах К155ЛЕ4, элементов И на микросхемах К555ЛИ2; сглаживатель 16 - пассивный фильтр на базе RC - цепи; блок принятия решения на управления 19 - см. ниже; регулирующий орган механизма перемещения фурмы 21 - лебедка.
Блок 4 предназначен для задания последовательности операций в начале, во время и в конце продувки. Он формирует заранее заданную последовательность действий по подаче инертного газа на фурму 22 и ее перемещению в автоматическом режиме.
Контакторы 5 и 6 предназначены для реализации команд блока 4, либо от каналов ручного управления Sг и Sф. Контакторы управляют включением исполнительных механизмов 7 и 8.
Блок расчета информативных признаков 13 предназначен для расчета Δ1(t)-Δ4(t) и Pр, блок нахождения абсолютного минимума давления 14 - для определения Pmin(i),  , блок приведения давления 15 - для получения Pпр(t), блок определения Pххз - для определения давления перед повторно используемой фурмой до ввода ее в расплав. Блок 18 предназначен для расчета Δп1-Δп3, блок принятия решений на управление 19 - для формирования сигналов на прекращение продувки, на переход на продувку в нижнем положении и на табло 20 - о том, что фурма вышла из строя.
, блок приведения давления 15 - для получения Pпр(t), блок определения Pххз - для определения давления перед повторно используемой фурмой до ввода ее в расплав. Блок 18 предназначен для расчета Δп1-Δп3, блок принятия решений на управление 19 - для формирования сигналов на прекращение продувки, на переход на продувку в нижнем положении и на табло 20 - о том, что фурма вышла из строя.
На фиг. 2 обозначено: 1, 3, 10, 13, 16, 25, 28, 31 - элементы сравнения; 2, 4, 14, 29 - коммутаторы; 5, 7, 12, 18, 30 - элементы И; 6 - компаратор; 8 - элемент НЕ; 9, 15, 19, 20, 27 - ключи; 11, 17, 26, 32 - детекторы; 21, 24, 33 - элементы ИЛИ; 22 - усилитель; 23 - таймер; 34 - табло.
Δ1(t) подается на входы 1 элементов (Э) 1, 9, 13 и 19, Δ2(t) - на входы 1 Э25 и 27, Δ3(t) - на входы 1 Э3, 13, 15 и 20, Δ4(t) на вход 1 Э31, Δп1 - на входы 2 Э1 и 3, Δп2 - на входы 2 Э10 и 25, Δп3 - на входы 2 Э16, 28, 31.
Э1 через Э2, 5, 7 связан с Э24. Э3 - через Э4 соединен с входом 3 Э5. Δt подается на вход 1, а Δt = 0 - на вход 2 Э6. Его выход подключен ко входам 2 Э5 и 23. Выход 2 Э2 подсоединен ко входу 2 Э3. Выход 2 Э4 через Э15 - 23 соединен со входом 2 Э24. Выход Э9 через Э10 - 12 и Э19 подключен ко входу 2 Э21. Выход Э21 дополнительно через Э8 подсоединен ко входу 2 Э7. Выход Э13 через Э14 соединен со входом 2 Э12. Второй выход Э16 подан на вход 2 Э18. Выход Э25 - через Э26 подключен ко входам Э27 и 30. Выход Э27 через Э28, 29 подсоединен ко входу 1 Э30. Выход 2 Э29 соединен с входом 1 Э33. Выход Э31 через Э32, 33 подается на вход 3 Э24 и вход Э34.
На выходе Э24 формируется сигнал на остановку продувки, на выходе Э33 - на переход продувки в нижнем положении.
Δ1(t)-Δ4(t) подаются с выхода 2 блока 13, Δп1-Δп3 - от блока 18, Δt - от блока 12 (фиг. 1). Выход блока 24 (фиг. 2) подается на вход 3 блока 4 и вход 6 блок 13 (фиг. 1), а выход блока 30 (фиг. 2) - на вход 4 блока 4 (фиг. 1).
В качестве технической базы блока принятия решений на управление используются, например, следующие элементы: элементы сравнения - на сумматорах К155ИМ1; коммутаторы - на микросхемах КР590КН5; элементы И - на микросхемах К555ЛИ2; компаратор 6 - на микросхеме К554СА3; элемент 8 НЕ - на микросхеме К155ЛЕ4; ключи - на микросхемах K155ЛА3; ключи - на микросхемах К155ЛА3; детекторы - диоды типа КD242A; элементы ИЛИ - на микросхеме К155ЛЛ1; усилитель 22 - на микросхеме К155ЛН5; таймер 23 - на микросхеме 580ИК53.
С помощью устройства, представленного на фиг. 1, способ реализуется следующим образом.
Перед продувкой расплава инертным газом по входу Sр переключателем устанавливают требуемый режим работы устройства: ручной или автоматический (фиг. 1). В ручном режиме устройство доступно для дистанционного управления по входам Sг и Sф контакторов 5 и 6. При этом положение фурмы в ковше изменяют дистанционно по независимой от устройства программе. Однако прекращение продувки в любом случае происходит автоматически при недопустимом укорочении или заметалливании фурмы. В автоматическом режиме устройство реализует пилообразную программу изменения положения каретки, а значит и фурмы во время продувки. По входу 4 блока определения Pххз устанавливают категорию фурмы: новая, либо повторно используемая.
В автоматическом режиме способ реализуется следующим образом.
На задатчике 10 устанавливают требуемое время продувки. По входу Sн блока 4 (фиг. 1) подают команду на начало продувки. В блоке 4 по входу 1 подают сигнал на контактор 5, который включает исполнительный механизм 7 и с помощью регулирующего органа подают газ через датчик давления 2 на фурму 22. По истечении переходного процесса по давлению перед фурмой на вход 2 блока определения Pххз подают сигнал. При повторно используемой фурме по информации о давлении перед фурмой, поступающей от датчика 2 через регистратор давления 3 и сглаживатель 16 фиксируют Pххз. Информацию о Pххз фиксируют при условии наличия сигнала по входу 3 от датчика положения каретки 9, т.е. при поднятом над расплавом положении фурмы, а также при наличии сигнала о подаче газа по входу 2 блока 17.
По истечении выдержки времени сигналом от блока 4 по входу 1 включают контактор 6 механизма перемещения фурмы. Он включает исполнительный механизм 8, а с помощью регулирующего органа 21 фурму 22 опускают в ковш с расплавом в крайне нижнее положение. Сигналом о крайне нижнем положении с датчика 9 по второму входу запускается отсчет реле времени 11. Запуск производится при условии подачи сигнала по входу 1 реле времени 11. Последнее позволяет избежать ошибочного срабатывания устройства при пробных испытаниях механизма подъема фурмы.
Первоначально сглаженное давление подают на вход 1 блока нахождения абсолютного минимума давления 14. В момент достижения крайне нижнего положения на вход 3 поступает сигнал с датчика 9, по которому фиксируется Pmin(1).
В блок 15 приведения давления по входу 2 подают информацию с датчика положения 9 о положении каретки, а значит и фурмы в ковше. На вход 1 блока 15 подают информацию о сглаженном давлении. На выходе блока формируют Pпр(t), на выходе блока 14 - Pmin(i).
На первый вход блока 13 расчета информативных признаков подают информацию о Pmin(i), Pпр(t), на вход 2 - Pххз, на вход 3 - текущее время продувки t, на вход 4 - информацию о нахождении фурмы в расплаве (т.е. о продолжении, либо прерывании продувки), на вход 5 - информацию о заданном времени продувки tпр, на вход 6 - команды на остановку продувки.
На выходе 1 блока 13 формируют информацию о Pр, а на выходе 2 - информационные признаки Δ1(t)-Δ4(t). На выходе блока 18 расчета пороговых значений формируют Δп1-Δп3.
В элементе сравнения 12 берут разность Δt = t-tпр текущего и заданного значений времени продувки и подают на вход 1 блока 19 принятия решений на управление.
Δ1(t)-Δ4(t) подают со второго выхода блока 13 на вход 2 блока 19, Δ1(t) и Δ3(t) на элементах сравнения 1 и 3 сравниваются с Δп1 (фиг. 2), поступающим от блока 18 (фиг. 1). Если Δ1(t) ≤ Δп1, Δ3(t) ≤ Δп1 и Δt = 0, то на выходе Э5 И - 1, на выходе Э7 И - 1, на выходе Э24 - 1. Сигнал 1 передают на вход 3 блока 4 (фиг. 1). Блок 4 подает команду на контактор 6. Осуществляют поднятие и извлечение фурмы из ковша. По истечении выдержки времени в блоке 4 подают команду на контактор 5 и подачу газа прекращают.
При Δ1(t) > Δп1 на вход Э19 (фиг. 2) подают Δ1(t). На Э10 Δ1(t) сравнивают с Δп2. При Δ1(t) ≤ Δп2 на выходе Э11 - 1. На элементе сравнения Э13 сравнивают Δ1(t) с Δ3(t). При Δ1(t) > Δ3(t) на выходе 1 Э14 - 1, которую подают на вход 2 Э12. При этом на выходе Э12 и на вход 2 Э21 подают 1. На выходе Э21 - 1, на выходе Э7 - 0, на выходе Э22 - величина Δt1= k•Δ1(t). Таймером 23 отсчитывают время Δt+Δt1, после чего на его выходе - 1, которую через Э24 подают на вход 3 блока 4 (фиг. 1). Продувку прекращают.
При Δ1(t) < Δ3(t) на выходе 2 Э14 - 1 (фиг. 2). При Δ3(t) > ΔП1 на входе 2 Э15 - 1, на входе 1 Э16 - Δ3(t).. При Δ3(t) ≤ Δп3 на входе 1 Э18 - 1. На выходе Э18 - 1, на выходе Э20 - Δ3(t). По аналогии с предыдущим случаем в Э22 рассчитывают время Δt2= k•Δ3(t). После отсчета времени Δt+Δt2 на вход 3 блока 4 (фиг. 1) подают 1. Продувку прекращают.
При Δ2(t) > Δп2 на входах 2 Э27 и Э30 - 1. На входе 1 Э28 - 1. На элементе сравнения 28 производят сравнение Δ2(t) с Δп3.. При Δ2(t) ≤ ΔП3 на выходе 1 Э29 - 1. На выходе Э30 - 1, которую подают на вход 4 блока 4 (фиг. 1). Производят переход на продувку в нижнее положение фурмы (независимо от режима работы устройства).
При Δ2(t) > Δп3 на входе 1 Э33 - 1, на выходе Э33 - 1 (фиг. 2). Через Э24 1 подают на вход 3 блока 4 (фиг. 1) и продувку прекращают по причине чрезмерного укорочения фурмы. Одновременно на табло 34 (фиг. 2) высвечивают надпись "Фурма вышла из строя".
Аналогично, при Δ4(t) > Δп3 на выходе Э31 - 1 на выходе Э33 - 1 и работа устройства происходит так же по причине чрезмерного заметалливания фурмы.
При прерывании продувки на замену фурмы в момент, когда реле времени 11 (фиг. 1) отсчитало t1, величину t1 автоматически фиксируют. Отсчет времени Э11 прекращают.
После замены фурмы по входу Sфн Э17 вводят информацию об установке новой фурмы и по входу Sн Э4 подают команду на продолжение продувки. В Э14 фиксируют P'min(1). Отсчет времени продувки Э11 продолжают.
Продувку ведут до ее окончания и поступления команды по входу 3 блока 4. Фурму извлекают из расплава, подачу газа прекращают.
В ручном режиме в отличие от автоматического на Sр Э4 устанавливают положение "ручное". Пилообразное, либо произвольное управление положением фурмы в ковше осуществляют дистанционно по каналу Sф Э6. В остальном, с помощью устройства способ реализуют аналогично автоматическому режиму работы. Управление подачей газа осуществляют по каналу Sг.
Способ также может быть реализован с помощью устройства расчетные функции которого реализованы на промышленном контроллере, либо промышленном компьютере.
Способ позволяет осуществлять внепечную обработку расплава в ковше при эффективном переменном положении фурмы во время продувки его инертным газом с учетом состояния фурмы и вследствие этого - качества продувки. В результате повышается как эффективность, так и качество внепечной обработки расплава в ковше.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПЕРАТИВНОЙ ОЦЕНКИ СОСТОЯНИЯ ФУРМЫ ПРИ ПРОДУВКЕ РАСПЛАВА В КОВШЕ | 1996 |
|
RU2101366C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НАЛИЧИЯ СВИЩЕЙ В ФУРМЕ ПРИ ПРОДУВКЕ РАСПЛАВА ГАЗОМ В КОВШЕ | 1996 |
|
RU2113507C1 |
| СПОСОБ ОПЕРАТИВНОГО ИЗМЕРЕНИЯ ПОЛОЖЕНИЯ СОПЛА ФУРМЫ ОТНОСИТЕЛЬНО ЗЕРКАЛА РАСПЛАВА ПРИ ЕГО ПРОДУВКЕ В КОВШЕ | 1995 |
|
RU2083685C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ФУРМЫ ПРИ ПРОДУВКЕ РАСПЛАВА ГАЗОМ В КОВШЕ | 1996 |
|
RU2100448C1 |
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА ГАЗОМ | 1996 |
|
RU2113502C1 |
| СПОСОБ УСТАНОВКИ ФУРМЫ ДЛЯ ПРОДУВКИ РАСПЛАВА В КОВШЕ В ПОЛОЖЕНИИ ПРОДУВКИ | 1996 |
|
RU2113506C1 |
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА В КОВШЕ | 1995 |
|
RU2098490C1 |
| СПОСОБ РАЗМЕТАЛЛИВАНИЯ ФУРМЫ ДЛЯ ПРОДУВКИ РАСПЛАВА ГАЗОМ | 2005 |
|
RU2292401C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРАХ С ОГРАНИЧЕННЫМ РАСХОДОМ СКРАПА | 1994 |
|
RU2064507C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1997 |
|
RU2124567C1 |

Изобретение относится к металлургии и предназначено для внепечной обработки расплава в ковше при переменном положении фурмы. По ходу основного периода продувки расплава в ковше инертным газом положение фурмы во времени изменяют, например, по пилообразному закону. Информацию о давлении перед фурмой сглаживают и приводят к предельно нижнему положению фурмы. На полученной зависимости непрерывно ищут абсолютный минимум и определяют информативные признаки Δ1(t)-Δ4(t), отражающие текущее заметалливание и укорочение фурмы. При малых значениях информативных признаков режим продувки реализуют на базовом (заданном) уровне. При существенном и медленном укорочении (У) фурмы переходят на продувку в продельно нижнем положении. При дальнейшем У, либо при существенном и медленном заметалливании (З) фурмы время продувки увеличивают в функции З, либо У. При недопустимом З, либо У продувку прекращают и фурму поднимают. Способ позволяет эффективно обрабатывать расплав за счет переменного положения фурмы при продувке, учета состояния фурмы, а значит и качества обработки расплава. 2 ил.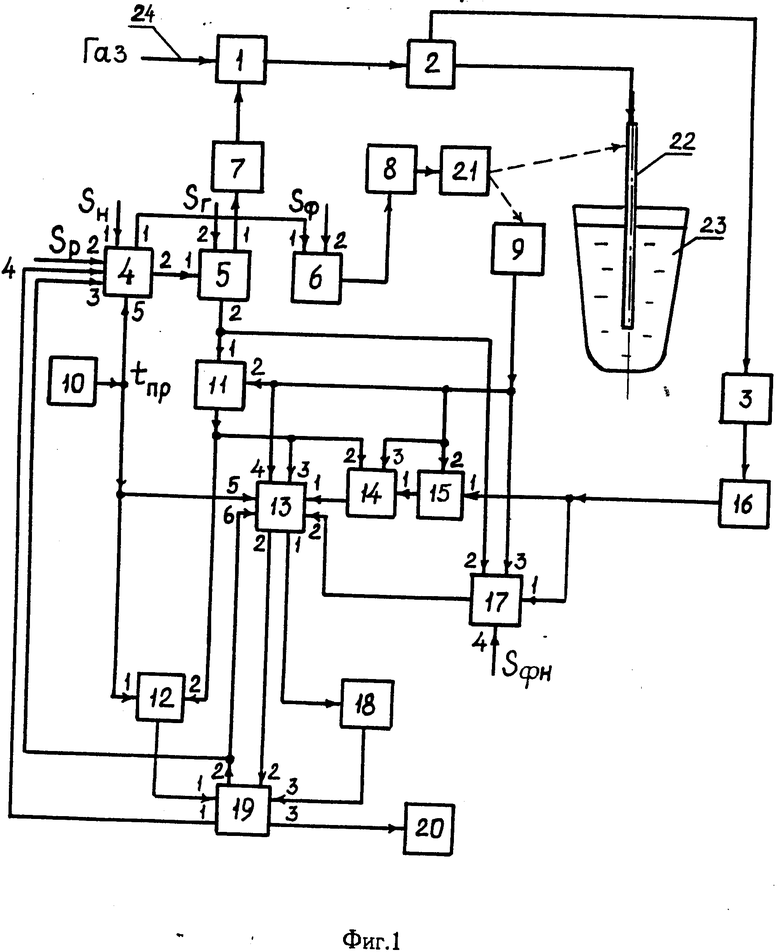
Способ внепечной обработки расплава в ковше при переменном положении фурмы, включающий подачу инертного газа через фурму, опускание ее в ковш с расплавом, продувку расплава инертным газом, измерение давления перед фурмой, вычисление глубины погружения фурмы в расплав по величине давления перед фурмой, извлечение фурмы из расплава по завершении продувки, прекращение подачи газа, отличающийся тем, что дополнительно контролируют положение каретки механизма перемещения фурмы, фурму в начале продувки опускают в предельно нижнее положение, в течение всего периода продувки изменяют положение фурмы и контролируют ее положение по положению каретки, величину давления перед фурмой измеряют в течение всего периода продувки, сглаживают измеренную величину давления в каждый момент времени и вычисляют давление, приведенное к предельно нижнему положению фурмы, по математическому выражению
Pпр(t) = P(t)+ρме•g•[K(t)-Kн],
где P(t) - измеренная величина давления;
ρме - - плотность расплава;
g - ускорение свободного падения;
Kн, K(t) - положение каретки механизма перемещения фурмы при предельно нижнем и текущем положении фурмы в ковше;
t - текущее время продувки,
по зависимости Pпр(t) от положения фурмы определяют значение абсолютного минимума давления Pmin(t), где i - номер последнего минимума, вычисляют показатель Pу(t) степени укорочения фурмы по математическому выражению
Pу(t) = Pр - Pпр(t),
где Pр = Pmin(1) - Pххз + Pххн - расчетное значение давления после погружения незаметалленной и неукороченной фурмы в крайнее нижнее положение;
Pххз - давление перед повторно используемой фурмой до ввода ее в расплав,
Pххн - давление перед новой фурмой до ввода ее в расплав;
Pmin(1) - первый абсолютный минимум после первого опускания фурмы в крайнее нижнее положение в расплав,
вычисляют показатель степени заметалливания сопла фурмы по математическому выражению
непрерывно вычисляют информативные признаки по математическим выражениям
при t < tпр и Δп2< Δ2(t) ≤ Δп3,
где tпр - расчетное время продувки;
Δп2= 0,12Pp - пороговое значение;
Δп3= 0,2Pp - пороговое значение,
переводят фурму в предельно нижнее положение,
при t < tпр и Δ2(t) > Δп3, либо Δ4(t) > Δп3
прекращают продувку, заменяют фурму и возобновляют продувку, причем информативные признаки Δ1(t) и Δ3(t) вычисляют по математическим выражениям
где t1 - время прекращения продувки для замены фурмы; показатель степени укорочения новой фурмы;
показатель степени укорочения новой фурмы; показатель степени заметалливания сопла новой фурмы,
показатель степени заметалливания сопла новой фурмы,
i1 - номер последнего минимума для новой фурмы, первый и i1-й абсолютные минимумы на зависимости Pпр(t) для новой фурмы,
первый и i1-й абсолютные минимумы на зависимости Pпр(t) для новой фурмы,
при t = tпр, Δ1(t) ≤ Δп1 и Δ3(t) ≤ Δп1,
где Δп1 = 0,05Pp - пороговое значение давления,
продувку завершают,
при t = tпр, Δп1(t) < Δ1(t) ≤ Δп2
время продувки увеличивают на величину
где K = (2 - 2,3) • 103, с/Па,
при Δп1< Δ3(t) ≤ Δп3
время продувки увеличивают на величину
Δt2= k•Δ3(t)
при t = tпр, Δп1< Δ1(t) ≤ Δп2 и Δп1< Δ3(t) ≤ Δп3
вычисляют значения Δt1 и Δt2 и время продувки увеличивают на большее из значений Δt1 или Δt2.и
| SU, авторское свидетельство, 1305179, C 21 C 7/064, 1987 | |||
| Кочан А.Е | |||
| Внеп ечные и ковшовые процессы | |||
| - Новокузнецк, Изд-во Кузбасского политехническ ого института, 1990, с.41, 42 | |||
| SU, авторское свидетельство, 1068501, C 21 C 7/072, 1984. |
