Изобретение относится к обработке металлов давлением, в частности к устройствам и способам для гофрирования листовых материалов, которые могут быть использованы в авиа- и судостроении, а также в производстве строительных конструкций.
Известно устройство для изготовления зигзагообразного гофра, содержащее возвратно-поступательно перемещаемые по основанию в направляющих формующие элементы, расположенные по обе стороны от формуемого материала [1]
Недостатками данного устройства являются сложность конструкции устройства, сложность и высокая трудоемкость изготовления формующих элементов, сложность рабочих движений формующих элементов, а также невозможность изготовления зигзагообразного гофра, зигзагообразные линии вершин и впадин которого представляют собой ломаную линию с большой амплитудой.
Известно устройство для гофрирования листового материала, содержащее систему верхних и нижних пуансонов, установленных в корпусе по обе стороны от заготовки, и имеющие привод в виде поршня [2]
Недостатками данного устройства являются низкая точность изготавливаемого зигзагообразного гофра, так как изгиб заготовки ведется по несопрягаемым поверхностям, а также невозможность использования толстолистовых заготовок.
Известно устройство для гофрирования листового материала, содержащее систему верхних и нижних пуансонов, установленных в корпусе по обе стороны от заготовки и имеющих привод в виде разъемной вакуумной камеры [3]
Недостатками данного устройства являются низкая точность изготавливаемого зигзагообразного гофра, так как изгиб заготовки ведется по несопрягаемым поверхностям, а также невозможность использования толстолистовых заготовок.
Наиболее близким к изобретению является устройство для гофрирования ленточного материала, содержащее встречно и возвратно-поступательно перемещаемые по станине в направляющих держатели со смонтированными в них формующими элементами с ножом и фиксирующими элементами, расположенными по обе стороны от формуемого материала, снабженное вторым формующим элементом с ножом, закрепленным в держателе с другой стороны материала относительно первого формующего элемента [4]
Способ работы устройства включает следующие операции: подача ленточной заготовки в зону гофрирования; зажим заготовки фиксирующими элементами; формование нижнего угла зигзагообразного гофра; подъем верхнего фиксирующего элемента в крайнее верхнее положение; подъем нижнего фиксирующего элемента с заготовкой в крайнее верхнее положение с одновременной подачей заготовки на величину шага подачи; зажим заготовки в крайнем верхнем положении; формование верхнего угла зигзагообразного гофра; перевод нижнего фиксирующего элемента в крайнее нижнее положение; перевод верхнего фиксирующего элемента с заготовкой в крайнее нижнее положение с одновременной подачей заготовки на величину шага подачи; зажим заготовки в крайнем положении; формование нижнего угла зигзагообразного гофра.
Недостатками указанного устройства и способа его работы являются сложность конструкции фиксирующих и формующих элементов, состоящих из большого количества ножей, большое количество и сложность рабочих движений, невозможность изготовления качественного зигзагообразного гофра, так как способ предусматривает вытяжку материала заготовки, что ведет к нарушению внутренней структуры материала, а также ограниченность технологических возможностей, невозможность изготовления зигзагообразного гофра, зигзагообразные линии вершин и впадин которого представляют собой ломаную линию с большой амплитудой, невозможность изготовления зигзагообразного гофра с симметричными участками рельефа по пилообразным линиям, невозможность изготовления зигзагообразного гофра, содержащего наклонные друг к другу элементы в виде различных геометрических фигур (параллелограммов, трапеций, прямоугольников и т.д. ), объединенные и поперечные зигзагообразные ряды.
Задача изобретения упрощение конструкции устройства, снижение количества и упрощение движений рабочих органов устройства, повышение качества готового изделия исключением вытяжки материала заготовки, а также расширение технологических возможностей: появляются возможности изготовления зигзагообразного гофра, зигзагообразные линии вершин и впадин которого представляют собой ломаную линию с большой амплитудой и возможность изготовления зигзагообразного гофра с симметричными участками рельефа по пилообразным линиям, содержащего наклонные друг к другу элементы в виде различных геометрических фигур (параллелограммов, трапеций, прямоугольников), объединенные в поперечные зигзагообразные ряды.
Задача достигается тем, что устройство для изготовления зигзагообразного гофра содержит фиксирующие и формующие элементы, объединенные соответственно в фиксирующий и формующий узлы, и имеющие рабочие поверхности, выполненные в виде линейного гофра и расположенные по обе стороны от заготовки, причем фиксирующие и формующие рабочие поверхности смещены друг относительно друга в плоскости заготовки в направлении, перпендикулярном направлению подачи заготовки, на величину, равной половине шага линейного гофра, а формующие рабочие поверхности фиксирующих и формующих элементов наклонены к горизонтальной плоскости на угол, определяющий угол при вершине пилообразных линий. Фиксирующие и формующие элементы узлов выполнены с возможностью взаимного возвратно-поступательного перемещения в вертикальной плоскости, формующий узел имеет возможность плоско-параллельного перемещения относительно фиксирующего узла в вертикальной плоскости, параллельной направлению подачи заготовки, а сами фиксирующие и формующие элементы выполнены монолитными.
По способу работы устройства, включающему операции подачи заготовки в зону гофрирования на величину шага подачи, зажима заготовки между фиксирующими поверхностями фиксирующих и формующих элементов и формования, в качестве заготовки используют линейный гофр, а формование зигзагообразного гофра ведут методом сопряженной гибки, без вытяжки, для чего формующий узел совершает плоско-параллельное перемещение относительно фиксирующего узла в вертикальной плоскости, параллельной направлению подачи заготовки. Траектория плоско-параллельного перемещения формующего узла относительно фиксирующего узла лежит внутри кругового сектора с радиусом R, определяемым по формуле ,
,
где R радиус кругового сектора;
h высота линейного гофра;
γ угол наклона боковой стенки линейного гофра;
P шаг зигзагообразного гофра;
Q угол наклона бокового ребра зигзагообразных линий,
а центральный угол которого равен углу, дополняющему угол при вершине пилообразных линий до развернутого угла.
Предлагаемое устройство и способ его работы позволяют изготавливать зигзагообразный гофр с большой амплитудой зигзагообразных линий по вершинам и впадинам зигзагообразного гофра, а также зигзагообразный гофр с зеркально-симметричными участками рельефа по пилообразным линиям, для чего линейный гофр с отформованными участками зигзагообразного гофра разворачивают на 180o в горизонтальной плоскости и формуют на выступах и впадинах рельефа оставшейся части линейного гофра соответственно впадины и выступы рельефа, симметричные ранее отформованным, получая гофр с симметричными участками рельефа по пилообразным линиям.
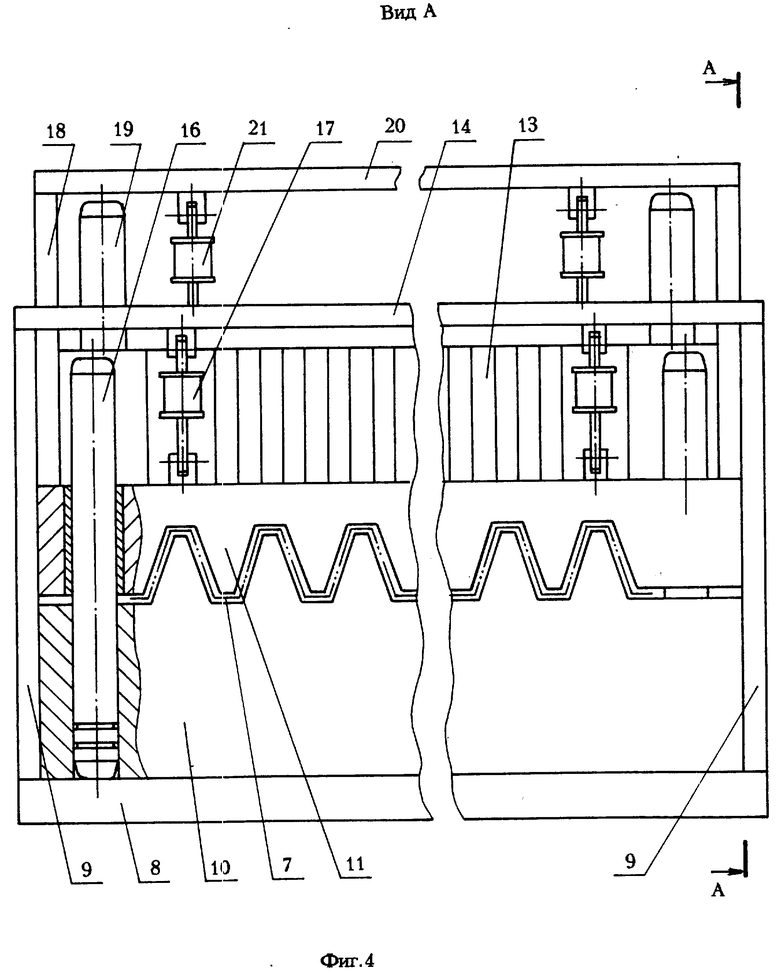
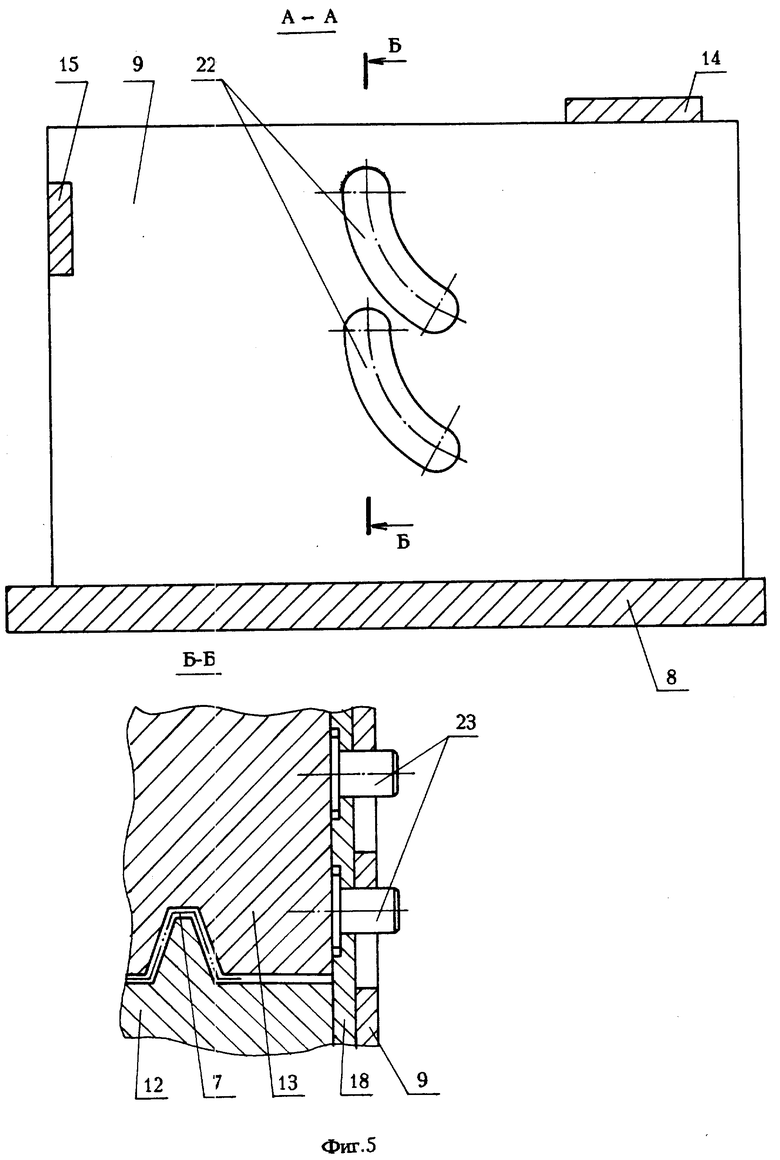
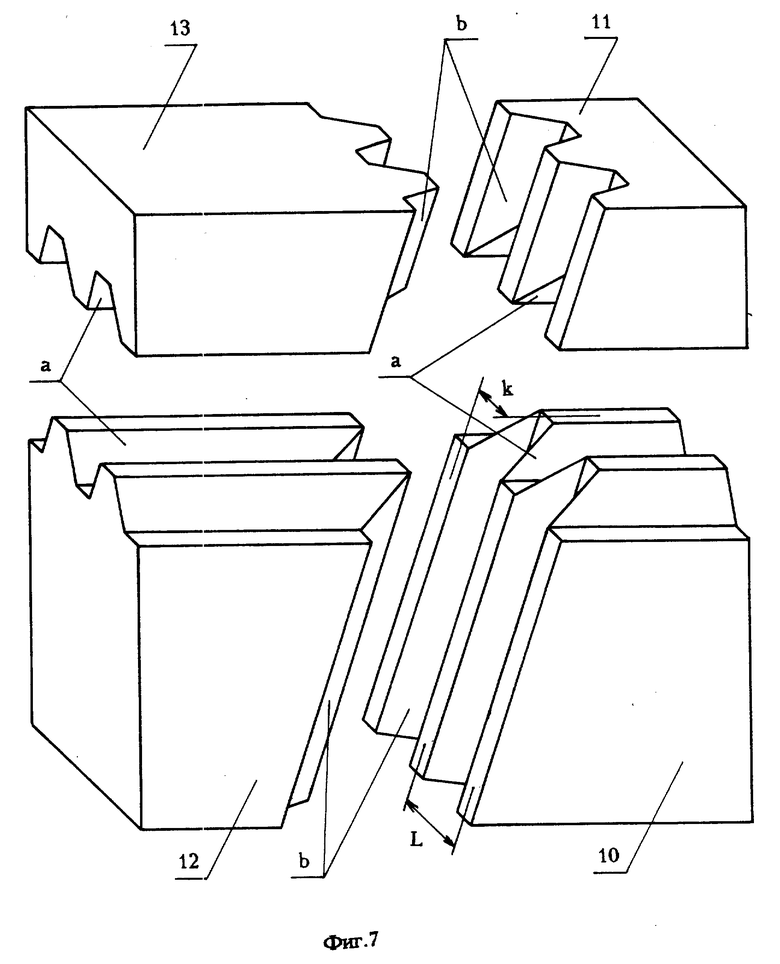
На фиг. 1 и 2 изображены виды получаемых зигзагообразных гофров; на фиг. 3 продольное сечение устройства в момент зажима заготовки; на фиг. 4 вид на устройство со стороны подачи заготовки; на фиг. 5 вид на устройство сбоку; на фиг. 6 круговой сектор, внутри которого лежат все возможные траектории движения формующего узла относительно фиксирующего узла; на фиг. 7 форма поверхностей фиксирующих и формующих элементов; на фиг. 8 схема расположения фиксирующего и формующего узлов относительно друг друга, на фиг. 9-13 последовательность движений фиксирующих и формующих элементов, на фиг. 14 и 15 схемы получения разных видов зигзагообразных гофров.
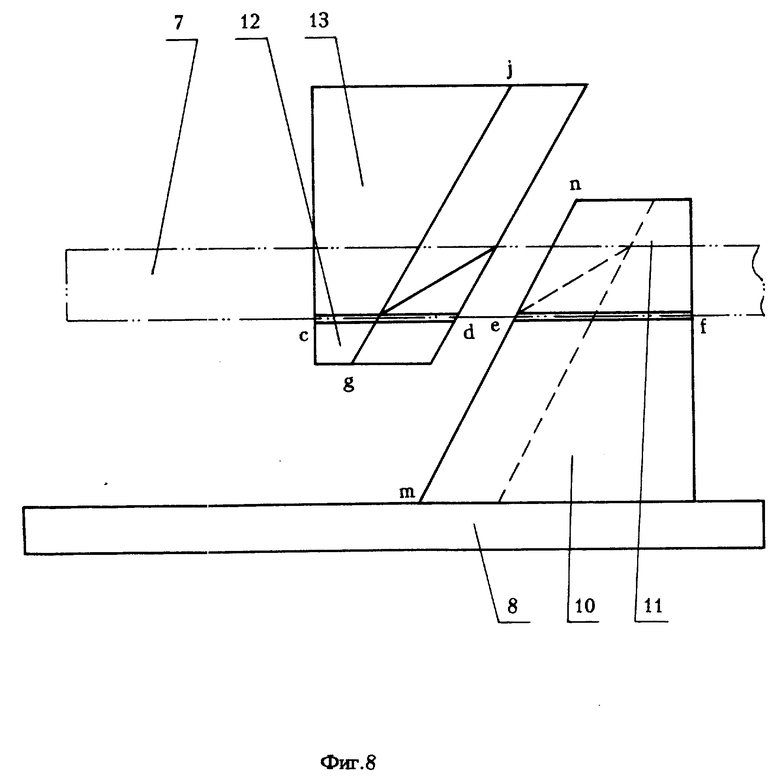
На фиг. 1 15 показано следующее: 1 элементы зигзагообразного гофра в форме параллелограмма; 2 элементы зигзагообразного гофра в форме прямоугольника; 3 зигзагообразные линии вершин зигзагообразного гофра; 4 - зигзагообразные линии впадин зигзагообразного гофра; 5 пилообразные линии зигзагообразного гофра; 6 элементы зигзагообразного гофра в форме трапеции; 7 заготовка; 8 основание; 9 боковина; 10 неподвижный фиксирующий элемент; 11 подвижный фиксирующий элемент; 12 неподвижный формующий элемент; 13 подвижный формующий элемент; 14 передняя плита, 15 задняя плита; 16 направляющие колонки на фиксирующем узле; 17 гидроцилиндры привода подвижного фиксирующего элемента; 18 щека 19 направляющие колонки на формующем узле; 20 верхняя плита; 21 гидроцилиндры привода подвижного формующего элемента; 22 направляющие пазы; 23 пальцы; 24 гидроцилиндры привода формующего узла; 25 элементы участка линейного гофра в форме прямоугольника; 26 элементы участка линейного гофра в форме параллелограмма; A амплитуда зигзагообразных линий вершин и впадин зигзагообразного гофра; P шаг зигзагообразного гофра; a угол при вершине пилообразных линий; R - минимальный радиус кругового сектора; h высота линейного гофра; g угол наклона боковой стенки линейного гофра; Q-угол наклона бокового ребра зигзагообразных линий зигзагообразного гофра; a фиксирующие поверхности рабочих элементов 10 13; b формующие поверхности рабочих элементов 10 - 13; L шаг линейного гофра; k величина смещения фиксирующих рабочих поверхностей относительно формующих поверхностей элементов 10 и 13; cd плоскость впадин рельефа фиксирующей поверхности неподвижного формующего элемента 12; ef плоскость впадин рельефа фиксирующей поверхности неподвижного фиксирующего элемента 10; gj плоскость впадин рельефа формующей поверхности формующих элементов 12 и 13; mn плоскость выступов рельефа формующей поверхности фиксирующих элементов 10 и 11; П направление подачи заготовки.
На фиг. 1 изображен зигзагообразный гофр, содержащий в своем составе наклонные друг к другу пластины в форме параллелограмма 1 и прямоугольника 2, объединенные в поперечные зигзагообразные ряды. Амплитуда зигзагообразных линий вершин 3 и впадин 4 зигзагообразного гофра равна величине A, шаг зигзагообразного гофра равен P. Угол при вершине пилообразных линий 5 равен a.
На фиг. 2 изображен реверсивный зигзагообразный гофр, содержащий в своем составе наклонные друг к другу пластины в форме параллелограмма 1, прямоугольника 2 и трапеции 6, объединенные в поперечные зигзагообразные ряды. Особенностью этого вида зигзагообразного гофра является то, что он содержит участки рельефа, симметричные относительно вертикальной плоскости, перпендикулярной горизонтальным участкам пилообразных линий 5.
Устройство для изготовления зигзагообразного гофра состоит (фиг. 3 -5) из основания 8 и установленных на нем боковин 9, связанных между собой передней 14 и задней 15 плитами.
Неподвижный 10 и подвижный 11 фиксирующий элементы представляют собой монолитные детали. Они объединены основанием 8, боковинами 9, направляющими колонками 16, передней плитой 14 и гидроцилиндрами привода подвижного фиксирующего элемента 17 в единый фиксированный узел таким образом, что подвижный фиксирующий элемент 11 имеет возможность возвратно-поступательного перемещения в вертикальной плоскости по направляющим колонкам 16 относительно неподвижного фиксирующего элемента 10 в крайнее верхнее и нижнее положения, а усилие перемещения создается гидроцилиндрами привода подвижного фиксирующего элемента 17, установленными на передней плите 14.
Неподвижный 12 и подвижный 13 формующие элементы представляют собой монолитные детали. Они объединены со щеками 18, направляющими колонками 19, верхней плитой 20 и гидроцилиндрами привода подвижного формующего элемента 21 в единый формующий узел таким образом, что подвижный формующий элемент 13 имеет возможность возвратно-поступательного перемещения в вертикальной плоскостью по направляющим колонкам 19 относительно неподвижного формующего элемента 12 в крайнее верхнее и нижнее положения, а усилие перемещения создается гидроцилиндрами привода подвижного формующего элемента 21, установленными на верхней плите 20.
Формующий узел установлен между боковинами 9 таким образом, что имеет возможность плоско-параллельного перемещения по траектории, определяемой направляющими пазами 22, на пальцах 23, установленных на щеках 18, в крайнее верхнее и нижнее положения, а усилие перемещения создается гидроцилиндрами привода формующего узла 24, установленными на задней плите 15.
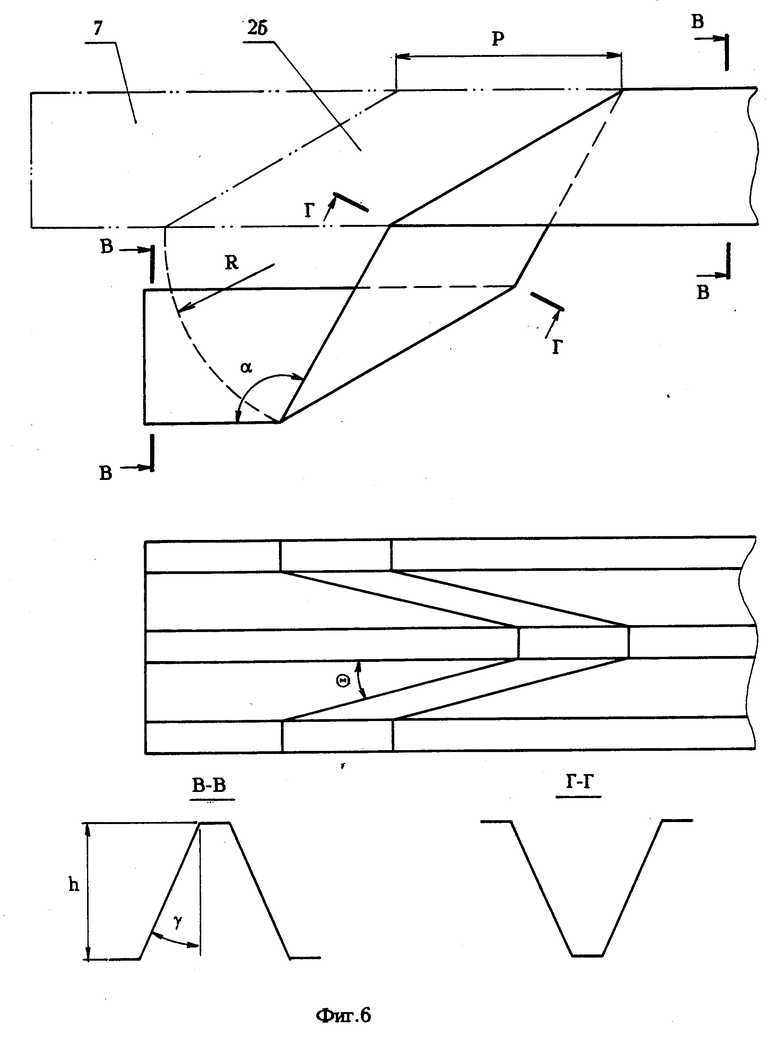
Формующий узел совершает плоско-параллельное перемещение относительно фиксирующего узла в вертикальной плоскости, параллельной направлению подачи заготовки. Все возможные траектории плоско-параллельного перемещения формующего узла относительно фиксирующего узла лежат внутри кругового сектора с минимальным радиусом R (фиг. 6), определяемым по формуле ,
,
где R радиус кругового сектора;
h высота линейного гофра;
γ угол наклона боковой стенки линейного гофра;
P шаг зигзагообразного гофра;
Q угол наклона бокового ребра зигзагообразных линий,
а центральный угол которого равен углу, дополняющему угол при вершине пилообразных линий a до развернутого угла. Формула, с помощью которой определяется минимальный радиус R кругового сектора, получена в результате анализа геометрических характеристик исходного линейного гофра и получаемого из него зигзагообразного гофра. На фиг. 6 изображен участок линейного гофра 7 длиной P, из которого формуют участок зигзагообразного гофра. Высота линейного гофра равна h, угол наклона боковой стенки равен g, угол наклона бокового ребра зигзагообразных линий вершин 3 и впадин 4 зигзагообразного гофра равен Q.
На фиг. 7 изображена форма рабочих поверхностей неподвижного фиксирующего элемента 10, подвижного фиксирующего элемента 11, неподвижного формующего элемента 12, подвижного формующего элемента 13. Фиксирующие рабочие поверхности a рабочих элементов 10 13 и формующие рабочие поверхности b рабочих элементов 10 13 выполнены в виде линейного гофра, причем фиксирующие рабочие поверхности элементов 10 и 13 выполнены со смещением относительно формующих рабочих поверхностей этих же элементов в направлении, перпендикулярном направлению подачи заготовки. Величина смещения k равна половине шага линейного гофра L(k L/2). В то же время, фиксирующие и формующие рабочие поверхности элементов 11 и 12 не имеют такого смещения, а поперечное сечение их фиксирующих поверхностей является зеркальным отражением поперечного сечения формующих поверхностей этих же элементов.
На фиг. 8 изображена схема расположения фиксирующего и формующего узлов друг относительно друга в момент зажима заготовки (вид сбоку). В этот момент плоскость впадин рельефа фиксирующей поверхности неподвижного формующего элемента cd и плоскость впадин рельефа фиксирующей поверхности неподвижного формующего элемента ef совпадают, а плоскость впадин рельефа формующей поверхности формующих элементов gj и плоскость выступов рельефа формующей поверхности фиксирующих элементов mn параллельны. Во время рабочего хода, когда формующий узел перемещается из крайнего верхнего положения в крайнее нижнее положение до полного смыкания формующей поверхностью с фиксирующим узлом, плоскости gj и mn параллельны, так как движение формующего узла относительно фиксирующего узла плоско-параллельное. В момент смыкания формующих поверхностей фиксирующего и формующего узлов плоскости gj и mn совпадают.
Устройство работает следующим образом.
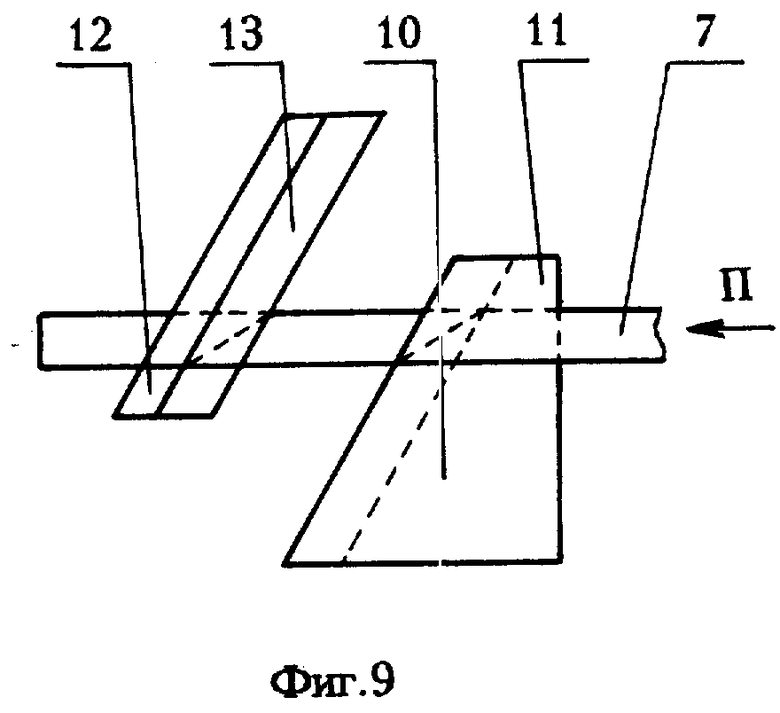
Заготовка 7 подается по стрелке П в зону гофрирования (фиг. 9). Формующий узел находится в крайнем верхнем положении и удерживается там гидроцилиндрами привода формующего узла 24 (условно не показаны). Подвижный фиксирующий элемент 11 и подвижный формующий элемент 13 находятся в крайнем нижнем положении и зажимают участок заготовки 7, равный по длине шагу зигзагообразного гофра P. Усилие зажима создается гидроцилиндрами привода подвижного фиксирующего элемента 17 и подвижного формующего элемента 21 (условно не показаны).
После этого формующий узел перемещают в крайнее нижнее положение. Плоско-параллельное перемещение формующего узла направлено на формование на выступах и впадинах рельефа участка линейного гофра 7, равного по длине шагу зигзагообразного гофра P, соответственно впадин и выступов рельефа зигзагообразного гофра. Такое формование становится возможным благодаря тому, что фиксирующие и формующие поверхности элементов 10 и 13 смещены друг относительно друга в горизонтальной плоскости в направлении, перпендикулярном направлению подачи заготовки, на величину k, равной половине шага линейного гофра L. Усилие перемещения формующего узла и усилие формообразования создается гидроцилиндрами привода формующего узла 24, а траекторию движения формующего узла определяют направляющие пазы 22, выполненные в боковинах 9.
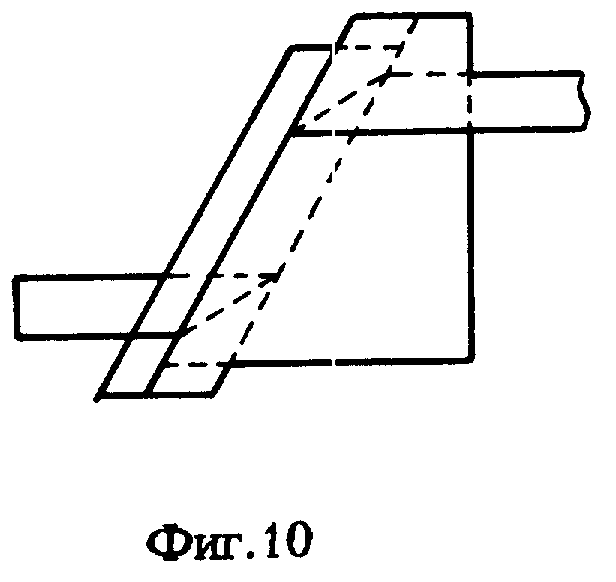
На фиг. 10 изображено положение, когда формующий узел находится в крайнем нижнем положении, фиксирующие поверхности фиксирующих элементов 10, 11 и формующих элементов 12, 13 сомкнуты, а процесс формования участка рельефа зигзагообразного гофра закончен, т. е. на выступах и впадинах рельефа участка линейного гофра отформовали соответственно впадины и выступы рельефа зигзагообразного гофра и получили при этом зигзагообразные линии вершин и впадин зигзагообразного гофра.
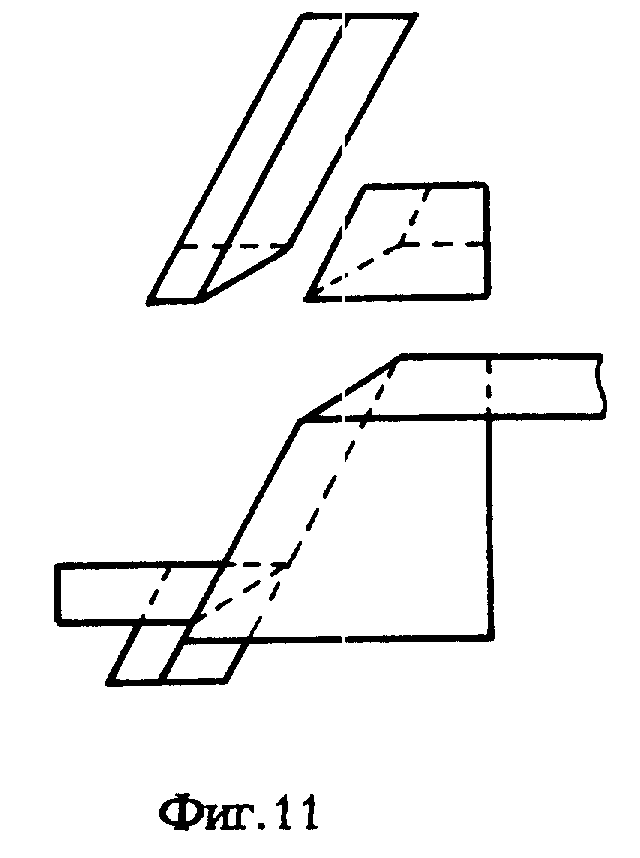
При достижении формующим узлом крайнего нижнего положения подвижные фиксирующий 11 и формующий 13 элементы переводят в крайнее верхнее положение и удерживают их в крайнем верхнем положении для того, чтобы освободить заготовку 7 от зажима и подать ее на величину шага подачи (фиг. 11). Усилие перемещения подвижных элементов 11 и 13 и усилие, удерживающее их в крайнем верхнем положении создается гидроцилиндрами привода 17 и 21.
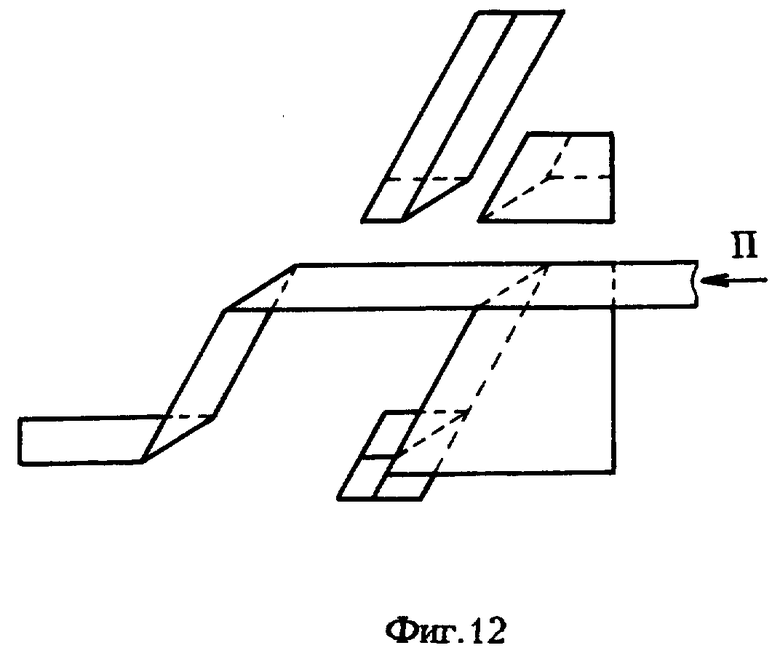
Подачу заготовки 7 на величину шага подачи осуществляют механизмом подачи, который условно не показан (фиг. 12).
После этого формующий узел перемещают в крайнее верхнее положение. Усилие перемещения формующего узла в крайнее верхнее положение. Усилие перемещения формующего узла в крайнее верхнее положение и усилие, удерживающее его в этом положении создается гидроцилиндрами привода формующего узла, а траектория перемещения формующего узла относительно фиксирующего узла определяется направляющими пазами 22, выполненными в боковинах 9.
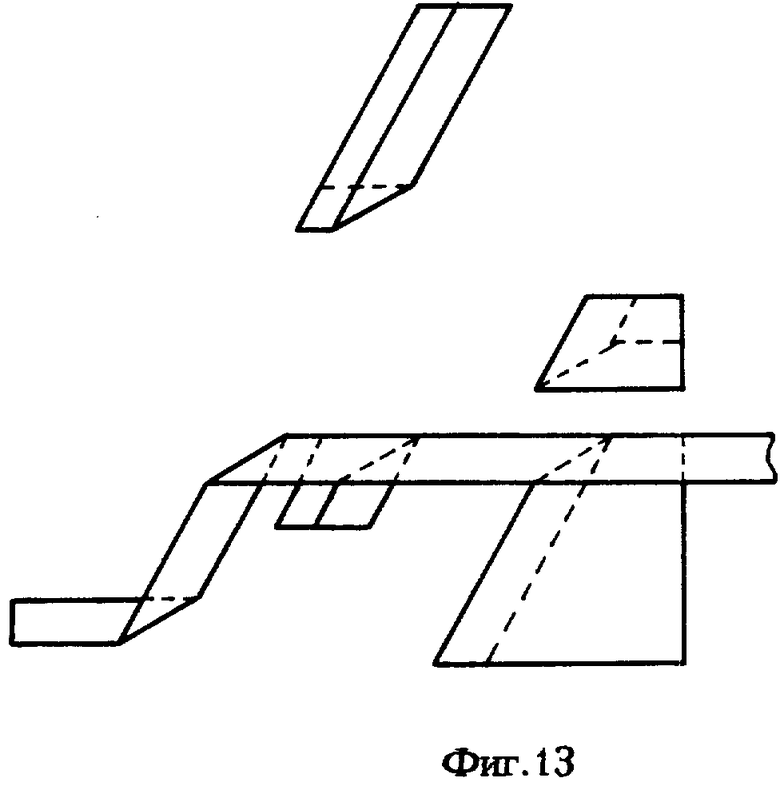
На фиг. 13 изображено положение, когда подвижные фиксирующий 11 и формующий 13 элементы находятся в крайнем верхнем положении, а формующий узел перемещен в крайнее верхнее положение.
По достижении формующим узлом крайнего верхнего положения осуществляют перемещение подвижных фиксирующего 11 и формующего 13 элементов в крайнее верхнее положение для зажима заготовки 7. Усилие перемещения подвижных элементов в крайнее нижнее положение и усилие зажима заготовки создается гидроцилиндрами привода подвижного фиксирующего и подвижного формующего элементов соответственно. Элементы фиксирующих и формующих узлов 10, 11, 12 и 13 занимают положение, изображенное на фиг. 9. На этом рабочий цикл заканчивается. В дальнейшем рабочий цикл повторяется.
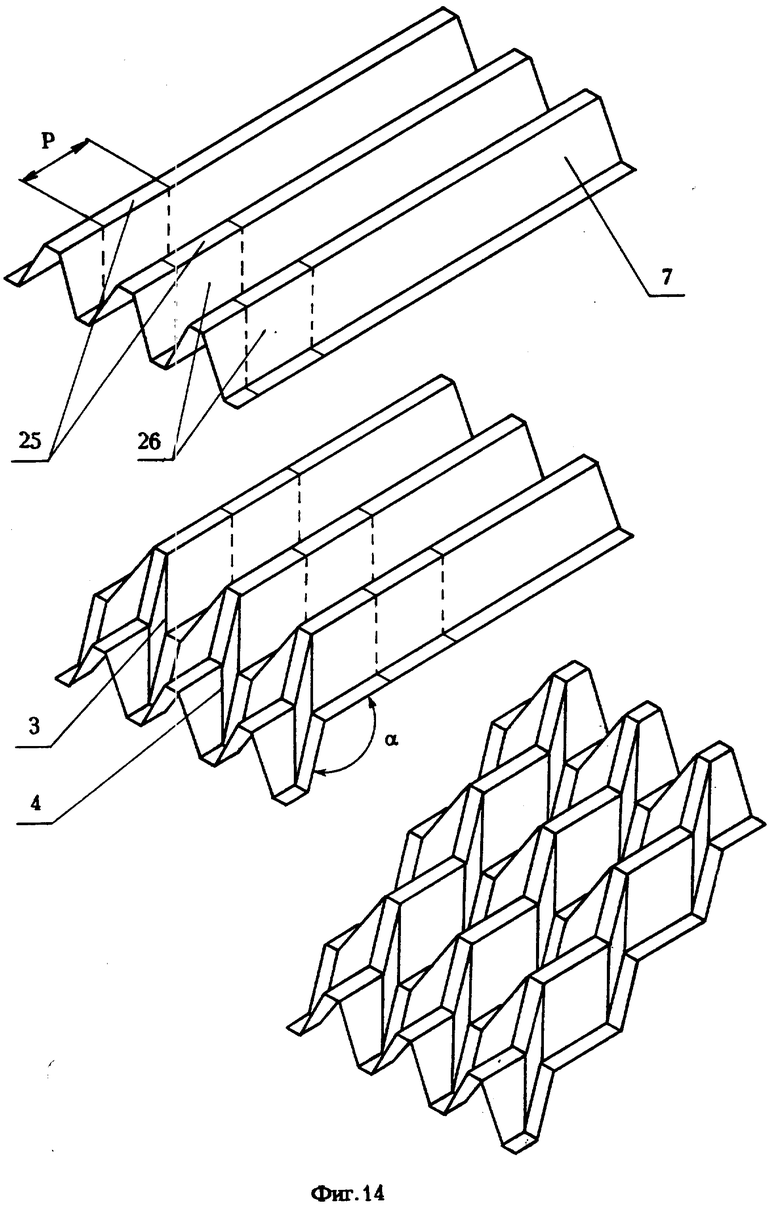
На фиг. 14 изображена последовательность изготовления зигзагообразного гофра 7 многократным повторением рабочего цикла. Участок линейного гофра 7, равный по длине шагу зигзагообразного гофра P, зажимают между фиксирующим и формующим узлами, после чего формуют на выступах и впадинах рельефа зажатого участка линейного гофра соответственно впадины и выступы зигзагообразного гофра с образованием зигзагообразных линий вершине 3 и впадин 4 зигзагообразного гофра. В процессе формования элементы участка линейного гофра в форме прямоугольников 25 поворачиваются на угол a при вершине пилообразных линий, а элементы участка линейного гофра в форме параллелограмма 26 поворачиваются таким образом, что форма поперечного сечения отформованного участка представляет собой зеркальное отражение поперечного сечения исходного линейного гофра.
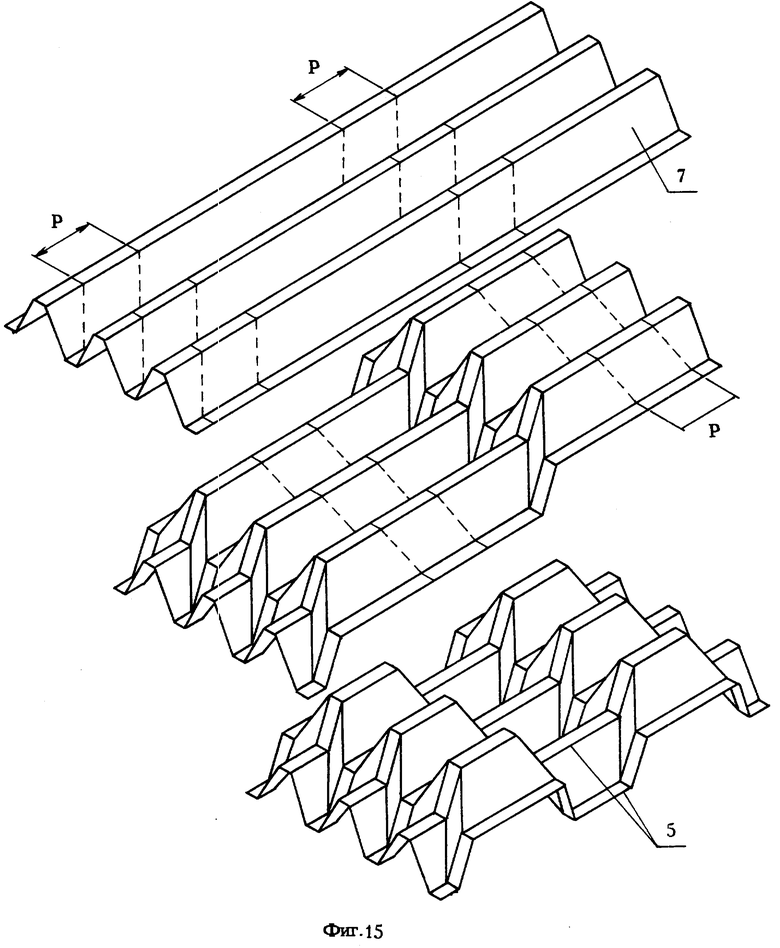
На фиг. 15 изображена последовательность изготовления реверсивного зигзагообразного гофра из линейного гофра 7. На первом этапе на выступах и впадинах участка рельефа линейного гофра длиной P формуют соответственно впадины и выступы рельефа зигзагообразного гофра. На втором этапе, развернув заготовку на 180o в горизонтальной плоскости, на выступах и впадинах оставшихся участков рельефа линейного гофра формуют соответственно впадины и выступы зигзагообразного гофра, симметрично ранее отформованных участков по пилообразным линиям.
Описанное устройство для изготовления зигзагообразного гофра и способ работы позволяют изготавливать зигзагообразные гофры методом сопряженной гибки. Это повышает качество готового изделия, так как процесс формования ведут только гибкой, исключая вытяжку, без нарушения внутренней структуры материала по плоским граням зигзагообразного гофра, что не снижает механических характеристик. Простота конструкции устройства для изготовления зигзагообразного гофра существенно снижает металлоемкость оборудования, а низкая энергоемкость устройства снижает энергозатраты производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗИГЗАГООБРАЗНОГО ГОФРА (ВАРИАНТЫ) | 1996 |
|
RU2100119C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1997 |
|
RU2118217C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2005 |
|
RU2317168C2 |
| Устройство для гофрирования листового материала | 1990 |
|
SU1755999A1 |
| Способ изготовления многослойной панели криволинейной формы с зигзагообразным гофрированным заполнителем | 1990 |
|
SU1830326A1 |
| Складчатый лист | 1991 |
|
SU1768728A1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1991 |
|
RU2085671C1 |
| ТЕПЛООБМЕННАЯ ТРУБА | 1995 |
|
RU2096716C1 |
| ПОДШИПНИК КАЧЕНИЯ РАДИАЛЬНЫЙ РОЛИКОВЫЙ БЕССЕПАРАТОРНЫЙ | 1997 |
|
RU2135851C1 |
| СПОСОБ ГИБКИ ТРУБ МНОГОКОЛЕННОЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ НА ТРУБОГИБОЧНЫХ СТАНКАХ НАМОТОЧНОГО ТИПА | 1993 |
|
RU2076009C1 |
Использование: обработка металлов давлением, в частности устройства и способы для гофрирования листовых материалов, которые могут быть использованы в авиа- и судостроении, а также в производстве строительных конструкций. Сущность изобретения: устройство для изготовления зигзагообразного гофра содержит фиксирующие и формующие элементы, объединенные соответственно в фиксирующий и формующий узлы, рабочие поверхности которых выполнены в виде линейного гофра и расположены по обе стороны от заготовки. Фиксирующие и формующие рабочие поверхности смещены друг относительно друга в плоскости заготовки в направлении, перпендикулярном направлению подачи заготовки. Формующие рабочие поверхности фиксирующих и формующих элементов наклонены к горизонтальной плоскости на угол, определяющий угол при вершине пилообразных линий. Фиксирующие и формующие элементы узлов выполнены с возможностью взаимного возвратно-поступательного перемещения в вертикальной плоскости, формующий узел имеет возможность плоско-параллельного перемещения относительно фиксирующего узла в вертикальной плоскости, параллельной направлению подачи заготовки. При изготовлении зигзагообразного гофра в качестве заготовки используют гофрированный материал. Формование зигзагообразного гофра ведут методом гибки. Формующий узел совершает плоскопараллельное перемещение относительно фиксирующего узла в вертикальной плоскости, параллельной направлению подачи заготовки. Данный способ обеспечивает повышение качества готового изделия, так как в процессе формования исключается вытяжка, без нарушения структуры материала. 3 с. и 2 з. п. ф-лы, 15 ил.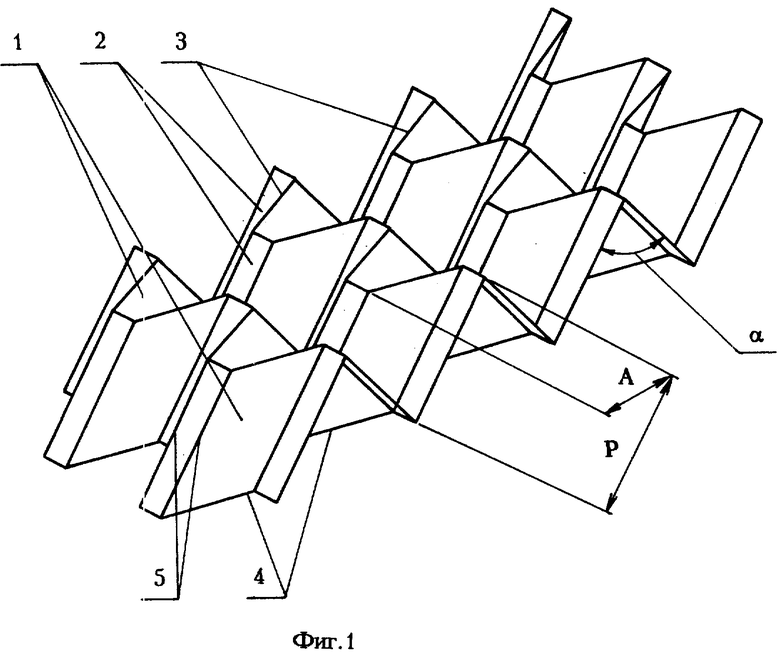
где R радиус кругового сектора;
h высота линейного гофра;
γ - угол наклона боковой стенки линейного гофра;
P шаг зигзагообразного гофра;
θ - угол наклона бокового ребра зигзагазообразных линий,
и центральный угол которого равен углу, дополняющему угол при вершине пилообразных линий до развернутого угла.
где R радиус кругового сектора;
h высота линейного гофра;
γ - угол наклона боковой стенки линейного гофра;
P шаг зигзагообразного гофра;
θ - угол наклона бокового ребра зигзагообразных линий,
и центральный угол которого равен углу, дополняющему угол при вершине пилообразных линий до развернутого угла.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, патент, 3992162, кл | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1690903, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 1755999, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| SU, авторское свидетельство, 474377, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
