Изобретение относится к области металлорежущего оборудования, и, в частности, к обработке деталей с высокой точностью на токарных станках.
Наиболее близким по технической сущности является способ автоматического регулирования точности обработки цилиндрических поверхностей [1] (прототип), включающий измерение отклонения от круглости обрабатываемой детали при помощи двух датчиков, расположенных на одной прямой, и механизм принудительных колебаний инструмента. К недостаткам известного технического решения следует отнести использование контактных датчиков перемещения, которые имеют низкую частоту собственных колебаний, в результате чего вносится большая погрешность в измерение биения обрабатываемой детали. Форма обработанной поверхности есть результат взаимодействия двух формообразующих движений - заготовки и обрабатывающего инструмента. В известном техническом решении учитывают только колебания детали и не учитывают движение обрабатывающего инструмента, что не позволяет получить высокую точность обработки детали. Способ автоматического регулирования точности направлен только на уменьшение единственного показателя точности (биения) в то время, как другие показатели точности не контролируются.
Технической задачей является контроль точности изготовления детали по нескольким регламентированным показателям точности и автоматическое их регулирование с целью получения оптимальных показателей точности.
Технический результат в способе автоматического управления точностью токарного станка достигается тем, что измерение отклонения от круглости обрабатываемой детали производят в двухкоординатной системе измерений в зависимости от угла поворота шпинделя, для чего используют датчик угла поворота шпинделя и бесконтактные датчики перемещения, которые устанавливают под углом 90o друг к другу, и их наконечники взаимодействуют с поверхностью патрона, а также фиксируют перемещение вершины резца в плоскости резания, для чего дополнительно используют два бесконтактных датчика, расположенных под углом 90o друг к другу и взаимодействующих с микрометрической линейкой, по показаниям датчиков компьютер рассчитывает и строит геометрический образ детали в трехмерном пространстве и определяет регламентированные показатели точности, по котором он рассчитывает величину подналадочного сигнала колебаний резца из условия получения оптимальных величин регламентированных показателей точности обрабатываемой детали.
Полученное новое качество от данной совокупности признаков ранее не было известно и достигается только в данном способе.
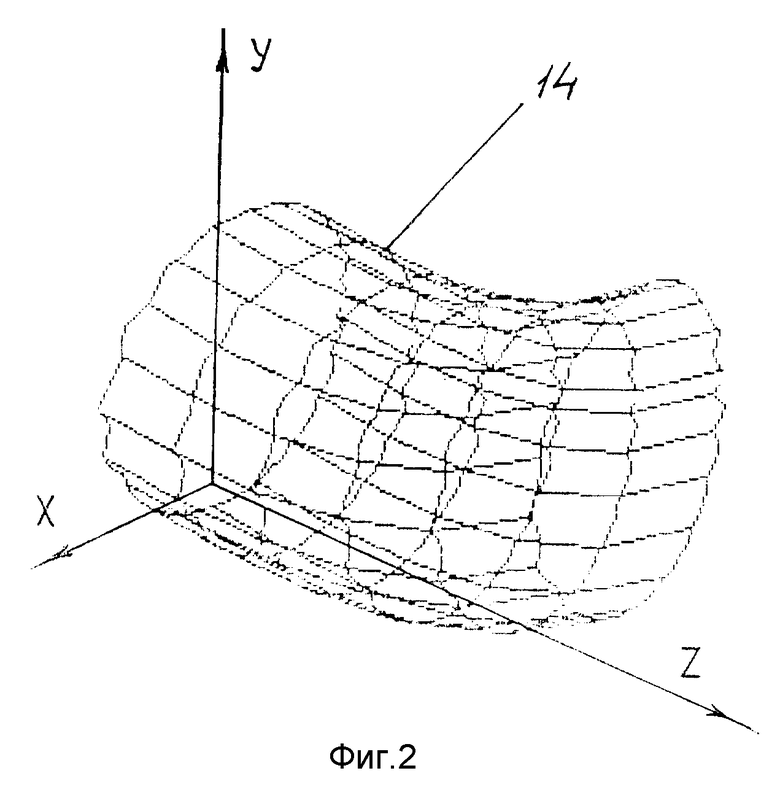
На фиг. 1 изображена схема расположения элементов при осуществлении способа;
на фиг. 2 - геометрический образ детали в трехмерном пространстве.
Способ осуществляется на токарном станке 1, в патроне 2 которого закреплена обрабатываемая деталь. На корпусе шпиндельной бабки закрепляют две державки 3, в которых установлены два бесконтактных датчика 4 перемещения. Измерительные наконечники датчиков 4 перемещения взаимодействуют с поверхностью патрона 2, в результате чего в измерительной системе возникают сигналы, которые подаются на усилительное устройство 5. На резцедержавке 6 суппорта закрепляют державку 7, в которой устанавливают два бесконтактных датчика 8 перемещения. Измерительные наконечники датчиков 8 взаимодействуют с прецизионной линейкой 9, в результате чего в измерительной системе возникают сигналы, которые подаются на усилительное устройство 5. С задним концом шпинделя соединяется отметчик угла поворота шпинделя (не показан). Сигнал от отметчика угла поворота подается на интерфейсную плату компьютера 10. Сигналы от всех датчиков перемещения 4 и 8 после их усиления также подаются на интерфейсную плату компьютера 10. Компьютер 10 после обработки поступивших сигналов выдает подналадочный сигнал на усилитель мощности 11, откуда он подается на вибратор 12, который жестко соединен с резцом 13.
В процессе обработки детали на токарном станке 1 датчики перемещения 4 и 8 фиксируют положение оси патрона и детали и вершины резца в пространстве в зависимости от угла поворота шпинделя, что фиксируется датчиком угла поворота. После усиления сигналы поступают в компьютер 10, где по разработанной программе производят расчет и построение геометрического образа поперечного сечения обрабатываемой детали.
В основу математического определения геометрического образа поперечного сечения детали закладывают формулу расстояния между двумя точками, лежащими на плоскости, которое имеет вид:
где Rдет - радиус-вектор, описывающий геометрический образ;
Xт; Yт - координаты оси шпинделя, определяемые по показаниям датчиков 4;
Xp; Yp - исходные координаты вершины резца;
X'p; Y'p - смещения вершины резца, определяемые по показаниям датчиков 8.
Разработанная программа позволяет произвести расчет упругой оси шпиндель-патрон-деталь по известным формулам и на основе ее построить геометрический образ детали 14 в трехмерном пространстве. По геометрическому образу детали определяют регламентированные показатели точности, после чего рассчитывают частоту, амплитуду и фазу подналадочного сигнала, который подается на усилитель мощности 11 и после усиления на вибратор 12. Вибратор 12 заставляет резец 13 совершать колебания, которые будут способствовать получению детали с оптимальными показателями точности. В том случае, если в процессе обработки детали произойдет изменение точности обработки детали по причине, например, затупления резца, система автоматически изменит показатели подналадочного сигнала и вернет процесс обработки в режим оптимального резания.
Изобретение может быть использовано при обработке деталей с высокой точностью на токарных станках. Технической задачей является контроль точности изготовления детали по нескольким регламентированным показателям точности и автоматическое ее регулирование с целью получения оптимальных показателей точности. В процессе обработки детали на токарном станке датчики перемещения фиксируют положение оси детали и вершины резца в пространстве в зависимости от угла поворота шпинделя, что фиксируется датчиком угла поворота. После усиления сигналы поступают в компьютер, где по разработанной программе производятся расчет и построение геометрического образа поперечного сечения детали. Разработанная программа позволяет произвести расчет упругой оси шпиндель-патрон-деталь по известным формулам и на основе ее построить геометрический образ детали в трехмерном пространстве. По геометрическому образу детали определяют регламентированные показатели точности, после чего рассчитывают частоту, амплитуду и фазу подналадочного сигнала, который подается на усилитель мощности и после усилителя на вибратор. Вибратор заставляет резец совершать колебания, которые будут способствовать получению детали с более высокими показателями точности. 1 з.п. ф-лы, 2 ил.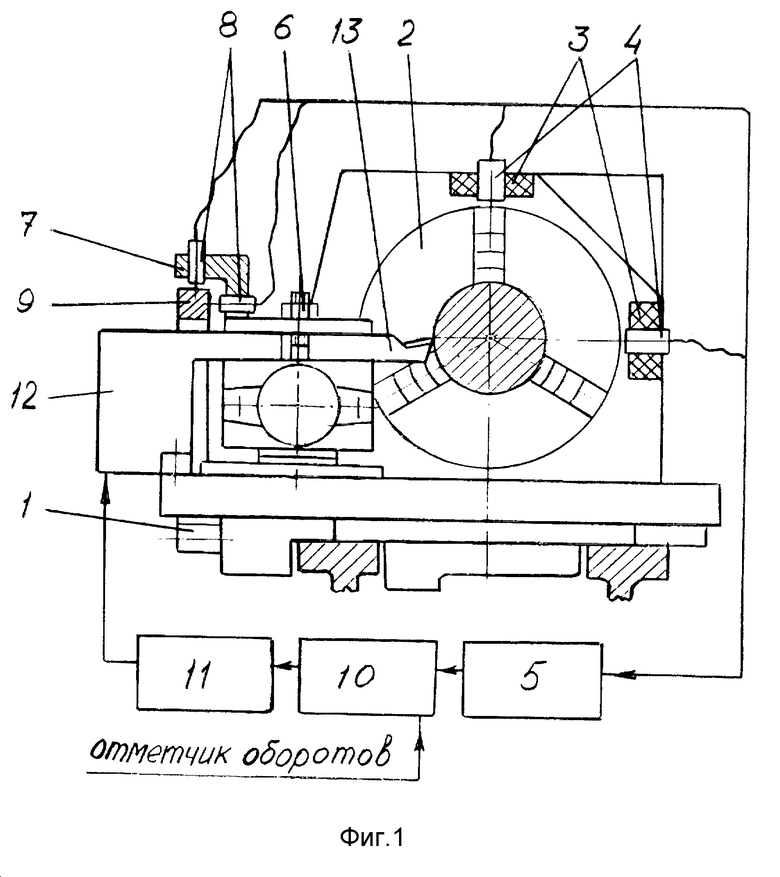
| Способ автоматического регулирования точности обработки цилиндрических поверхностей | 1974 |
|
SU724321A1 |
| US 4031368, 21.06.77 | |||
| СПОСОБ РЕМОНТА И ОТДЕЛКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123272C1 |
| 0 |
|
SU263937A1 | |
