Изобретение относится к черной металлургии, конкретнее к устройствам, применяемым для выпуска стали из печи.
Цель изобретения - повышение степени отделения печного шлака от металла.
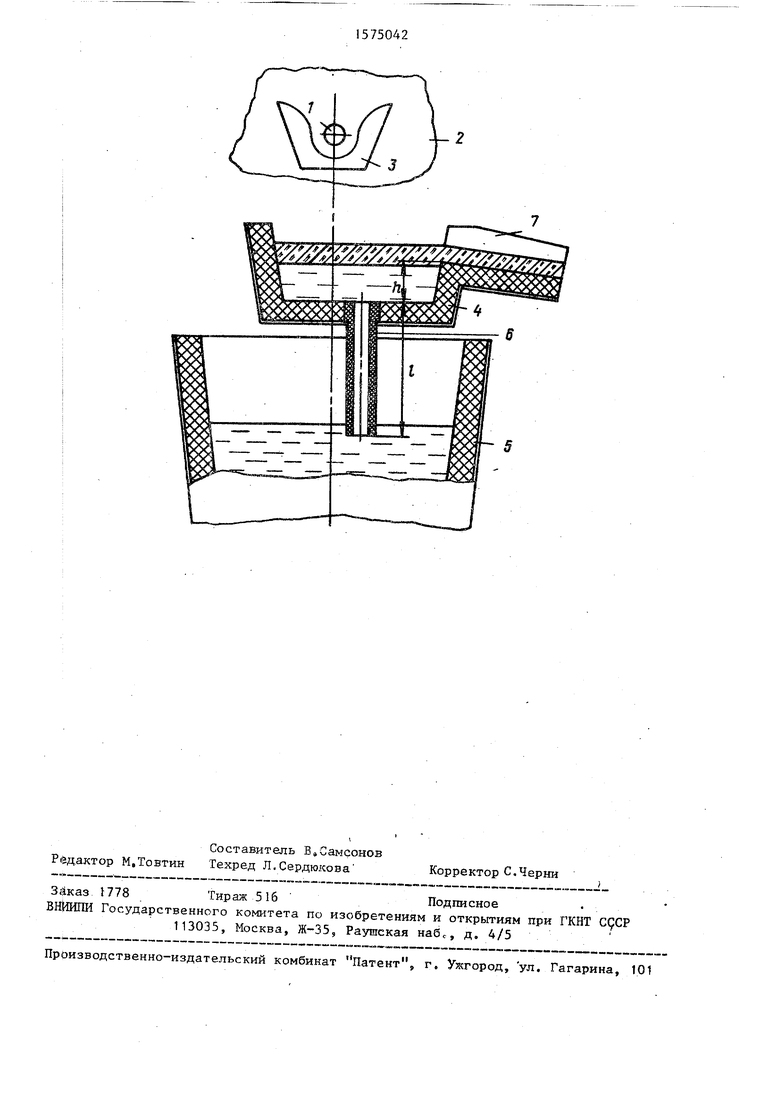
На чертеже приведена установка, общий вид„
Установка для выпуска металла из печи и отсечки шлака включает сталевыпускной канал 1 в поду печи 2, печной желоб 3, промежуточную емкость 4 с отверстием в днище и стале- разливочный ковш 5. Промежуточная емкость 4 дополнительно содержит керамический огнеупорный патрубок 6, расположенный соосно с отверстием в днище и сливной шлаковый желоб 7, при этом отношение длины патрубка 6 к расстоянию от днища емкости 4 до днища сливного желоба 7 равно (3:4):1, а отношение площади отверстия патрубка 6 к площади сечения сталевыпуск- ного канала 1 печи 2 равно 0,8-0,9,,
Устройство работает следующим образом.
В начале выпуска плавки металла из печи 2 через сталевыпускной канал I поступает на печной желоб 3 и далее в сталеразливочный ковш 5, Промежутоная емкость 4 в процессе выпуска плавки в начальный период не участвует. При появлении первых порций шлака на печном желобе 3 под струю металла со шлаком, стекающую
СП
1C
р
с печного желоба 3, подводится промежуточная емкость 40 Благодаря тому что отношение площади сечения отверстия патрубка 8, расположенного соосно с отверстием в днище промежуточной емкости 4, к площади сечения сталевыпускного канала печи равно 0,8-0,9 в промежуточной емкости qosnaeTCH: ванна металла со шлаком, в| которой происходит разделение металла и шлака за счет разности удель- нЫх весов. Металл, через огнеупорный п|атрубок 6 вытекает из промежуточной е мкости 4 в ковш 5, а шлак через сдивной шлаковый желоб 7 стекает в Шлаковую чашу. После того, как весь металл перельется и; печи 2 в стале- разливочный ковш 5, оставшийся в пе- шлак продолжает поступать по печному желобу 3 в промежуточную емкость 4 и далее, через сливной шлаковый 4елоб 7, в шлаковую чашу. Образованный системой промежутоная емкость 4 - огнеупорный патрубок 6 - сталераз- ливочный ковш 5 гидрозатвор препятствует попаданию шлака в ковш 50
По окончании схода всего шлака из печи 2 наклоняют промежуточную емкость в сторону сливного шлакового желоба 7 и сливают оставшийся в промежуточной емкости шлак. Наклон осуществляют не выводя из металла в ковше 5 огнеупорного патрубка 6 для предотвращения попадания шлака в ковш 5 через огнеупорный патрубок 6.
Удалив шлак из промежуточной емкости 4, последнюю поднимают и отводят в сторону. В итоге в ковш 5 попадает только шлак ставшийся в огнеупорном патрубке 6, но это количество столько мало, что его влияние на химический состав стали минимально.
П р и м е PC, Испытания проводились на мартеновской печи № 4 номинальной емкостью 600 т. На печи установлено устройство по заявке. Диаметр сталевыпускного отверстия печи 190 мм, диаметр огнеупорного патрубка устройства 180 мм (отношение площадей по перечных сечений отверстий 0,89); длина огнеупорного патрубка 1200 мм, расстояние от днища промежуточной емкости до днища сшивного шлакового желоба 400 мм (отношение 4:1).
На другой печи № 5 было установлено устройство, изготовленное в соот
5
0
5
0
5
0
5
ветствии с описанием и формулой изобретения по известному решению. Диаметр сталевыпускного отверстия печи - 190 мм, площадь поперечного сечения сливного канала по оси патрубка 0,310,01 м (в сечении трапеция), площадь поперечного сечения отверстия патрубка - 0,16 м (в сечении - квадрат 400x400 мм)«Отношение площадей 0, 16-0,3 0,53. По направлению движения металла на площади желоба за отверстием выполнен порог высотой 250 мм, что составляет 0,425 высоты сливного канала.
В ходе испытаний был произведен выпуск десяти плавок стали 17ГС с устройством по известному решению, в тот же период, десяти опытных плавок на печи с устройством по заявке (устройство эксплуатируется постоянно). После выпуска пяти плавок на каждой печи печной шлак, попавший в сталеразливочный ковш, скачивался гребками в отдельную шлаковую чашу, которая взвешивалась на разливочном кране, снабженном тензовесами Мет- рипонд, до и после скачивания шлака (точность взвешивания i50 кг).
На втором этапе испытаний количество печного шлака, попавшего в ковш, определялось косвенно по угару рас- кислителей и содержанию кремния и марганца в металле. После выпуска металла из печи и доводки его на УДМ в 300-тонный ковш задавались навески 727,-го FeMn и 45%-го FeSi.
Результаты испытаний приведены в табл.1 и 20
I
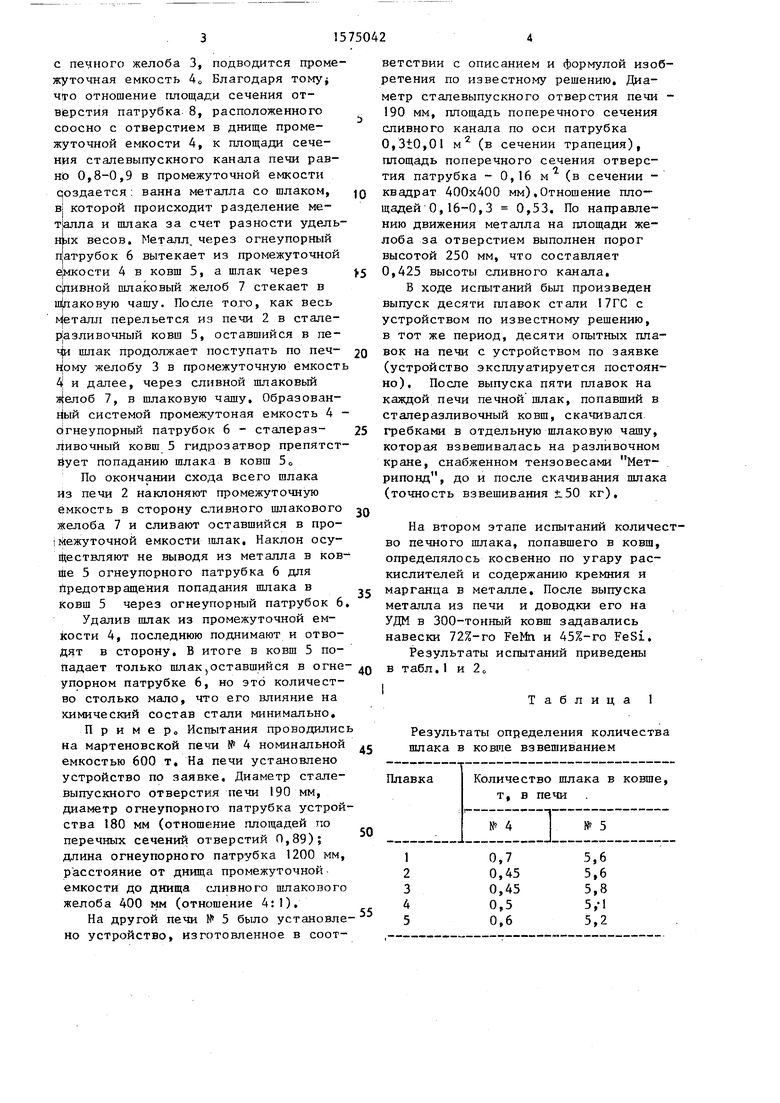
Таблица 1
Результаты определения количества шлака в ковше взвешиванием
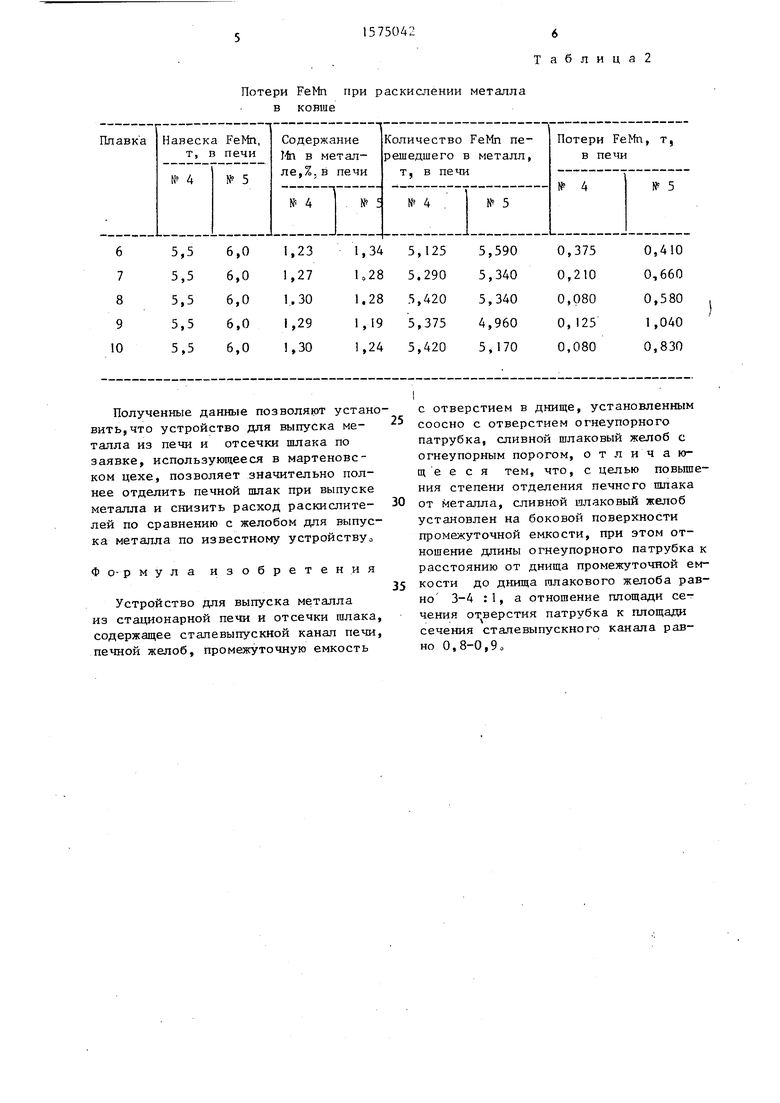
Таблица2
| название | год | авторы | номер документа |
|---|---|---|---|
| Желоб для выпуска металла и отделения печного шлака | 1989 |
|
SU1770712A1 |
| Съемный трехручьевой сталевыпускной желоб | 1982 |
|
SU1116287A1 |
| СТАЛЕВЫПУСКНОЙ ЖЕЛОБ ДЛЯ СМЕШИВАНИЯ СТАЛИ С РАФИНИРОВОЧНЫМ ШЛАКОМ | 1996 |
|
RU2101125C1 |
| Способ внепечной обработки стали и мартеновская печь | 1980 |
|
SU910793A1 |
| Желоб для выпуска, обработки металла и отделения печного шлака | 1976 |
|
SU600187A1 |
| Желоб для выпуска металла из печи | 1978 |
|
SU767217A1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092271C1 |
| СПОСОБ ПРОИЗВОДСТВА УГЛЕРОДИСТОЙ СТАЛИ | 2006 |
|
RU2304622C1 |
| Желоб для выпуска металла | 1975 |
|
SU530158A1 |
| СПОСОБ ОБНАРУЖЕНИЯ ШЛАКА В ПОТОКЕ РАСПЛАВА МЕТАЛЛА | 2016 |
|
RU2662850C2 |
Изобретение относится к черной металлургии, конкретнее к устройствам, применяемым для выпуска стали из печи. Цель изобретения - повышение степени отделения печного шлака от металла. Для этого в установке для выпуска металла и отсечки шлака, содержащей печной желоб, промежуточную емкость с отверстием в днище и патрубком, сливной желоб для шлака, желоб установлен на боковой поверхности емкости, при этом отношение длины огнеупорного патрубка к расстоянию от днища промежуточной емкости до днища шлакового желоба равно (3-4):1, а отношение площади сечения отверстия патрубка к площади сечения сталевыпускного канала равно 0,8-0,9. Выполнение соотношений в указанных пределах позволяет в 10 раз сократить количество шлака в ковше и за счет этого уменьшить угар ферросплавов при раскислении. 1 ил., 2 табл.
Потери FeMn при раскислении металла в ковше
Полученные данные позволяют установить, что устройство для выпуска металла из печи и отсечки шлака по заявке, использующееся в мартеновском цехе, позволяет значительно полнее отделить печной шлак при выпуске металла и снизить расход раскислите- лей по сравнению с желобом для выпуска металла по известному устройству0
Фо-рмула изобретения
Устройство для выпуска металла из стационарной печи и отсечки шлака, содержащее сталевыпускной канал печи, печной желоб, промежуточную емкость
с отверстием в днище, установленным соосно с отверстием огнеупорного патрубка, сливной шлаковый желоб с огнеупорным порогом, отличающееся тем, что, с целью повышения степени отделения печного шлака от металла, сливной шлаковый желоб установлен на боковой поверхности промежуточной емкости, при этом отношение длины огнеупорного патрубка к расстоянию от днища промежуточной емкости до днища шлакового желоба равно 3-4 :1, а отношение площади сечения отверстия патрубка к площади сечения сталевыпускного канала равно 0,8-0,9 о
| Желоб для выпуска металла | 1975 |
|
SU530158A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
