Известны агрегаты для обработки клепки остова бочек, выполнен ные в виде последовательно установленных магазина для заготовок, механизма поштучного извлечения их из магазина, концеравнительного ме ханизма с двумя дисковыми пилами, цепного транспортера и ролико ДЛЯ перемещения клепок, механизма центрирования клепок, двух фуго валькых фрез, шпиндели которых установлены на шарнирио соединен ных направляющих, механизма для установки фуговальных фрез в за Бисимости от ширины клепок, двух фрез для обработки внутренней i внешней поверхностей клепок к привода.
Описываемый агрегат имеет, по сравнению с известными, особенно сти в конструктивном устройстве узлов и механизмов, которые способ ствуют созданию повышенной точности его работы. Агрегат .снабжен при Бодиыы кулачковым валом с управляемым им посредством золотнико гидравлическим приводом с исполнительными поршневыми цилиндрам ДЛЯ приведения в действие механизмов поштучного извлечения загото iiOK из магазина, центрирования luenoK и установки фуговальных фре; на ширину обрабатываемой клепки.
Механизм поштучного извлечения заготовок из магазина, подачи и к дисковым пилам и на транспортер снабжен шиберами с собачкам ДЛЯ захвата заготовок, возвратно-поступательно перемещаемыми што ком поршня приводного гидравлического цилиндра посредством реечно шестеренчатой передачи.
Механизм центрирования клепок выполнен в виде взаимодействую щих с клепкой упоров, установленных на соединенных зубчатыми секто рами двух четырехзвенниках, один из которых соединен со штокок поршня приводного гидравлического цилиндра.
С целью обеспечения изменения наклона направляющих шпинделе фрез в зави,симости от различной ширины заготовки, шпиндели фрез по средством шарнирных серег соединены со станиной агрегата, а направ ляющие и их шарнир монтированы на трех вертикальных ползунах, и
HO 117231- 2 -
оторых ползуны направляющих соединены с горизонтальными связа; ыми реечно-шестеренчатой передачей суппортами, представляемыми идравлической следящей системой, измеряющей ширину заготовки, и выполненной в виде золотников и поршневых гидравличе(;ких цилиндэов, устанавливаемых рабочей Ькидкостью, вытесняемой приводным гидравлическим цилиндром механизма центрирования клепок.
Для изменения профиля клепок по длине при использовании непод«MiHoro стола и одного постоянного кулачка, вертикальный ползун, не:ущий щарнир направляющих, посредством тяг соединен с рычагом, /становлецным на переставном центре качания и приводимым в движение кулачком приводного вала. Для фиксирования положения суппортов агрегат снабжен гидравлическими цилиндрами, щтоки поршней которых использованы для фиксирования положения суппортов.
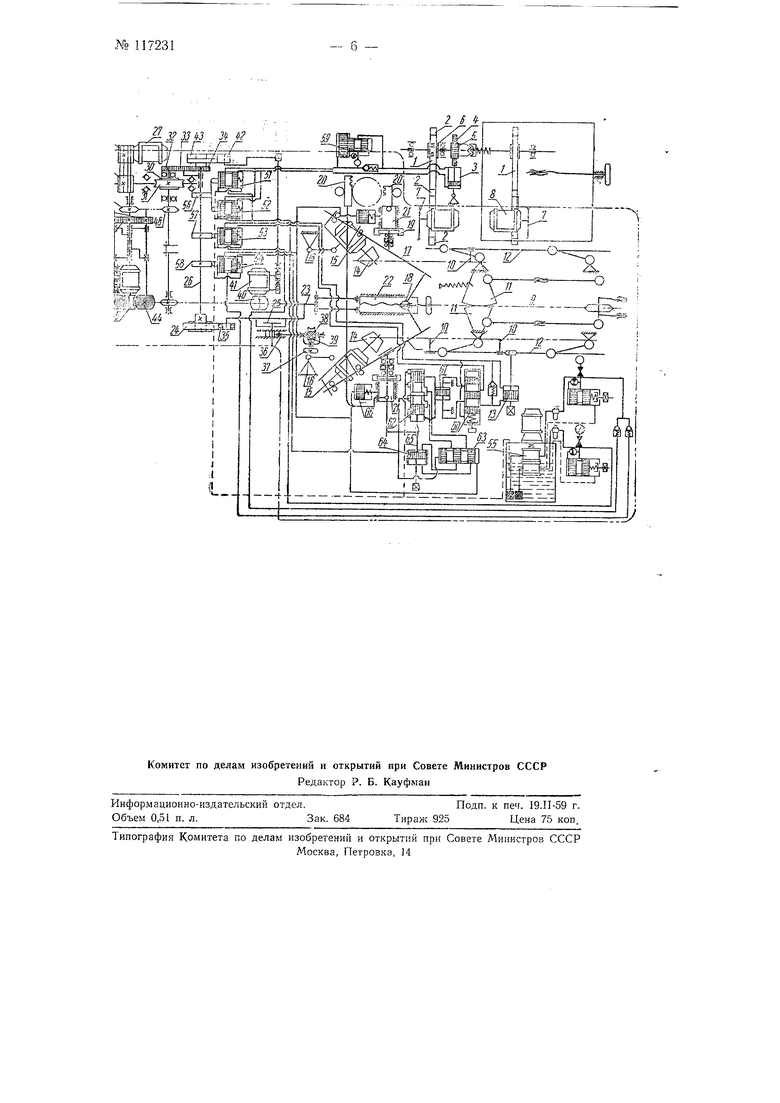
На чертеже изображена схема агрегата для обработки клепки эстова бочек.
Механизм поштучного извлечения заготовок клепки из магазина юстоит из шиберов / с тремя собачками 2 для захвата заготовок. Шиберам / сообщается возвратно-поступательное движение от гидравличежого цилиндра 3, на штоке которого закреплена рейка 4, приводящая во зращение шестерню 5 и сидящую на одной с ней аси щестерню 6. Со)ачки 2 передвигают заготовки клепок на концеравнительный механизм : двумя дисковыми пилами 7, приводимыми во вращение электродвига&ЛЯМИ 8. Пилами 7 производится двухсторонняя торцовка заготовки слепки, после чего последняя из трех собачек 2 подает заготовку на неподвижный стол цепного транспортера 9, который передвигает ;аготовкз к механизму центрирования заготовок, выполненному в виде заимодействующих с заготовкой клепки упоров 10, установленных на -оединенных зубчатыми секторами 11 двух четырехзвенниках 12, один из юторых соединен со штоком поршня гидравлического цилиндра 13.
Центрированные заготовки клепок направляются далее цепным ранспортером 9 между двух фуговальных фрез 14 для обработки клепки о ширине.
Шпиндели фуговальных фрез М являются валами электродвигате ей 15, закрепленных на плитах, которые посредством серег соединены аарниром 16 со станиной агрегата и имеют на себе приспособления, в .оторых свободно перемещаются направляющие 17.
Перемещение направляющих 17 заставляет шпиндели фрез 14 соершать качательные движения относительно шарниров 16.
Направляющие 17 и их шарнир 18 монтированы на трех вертйкальых ползунах, причем ползуны 19 направляющих 17 соединены с горизнтальными, связанными между собой реечно-шестеренчатой передачей О суппортами 21, переставляемыми гидравлической следящей системой, змеряющей ширину заготовки клепки.
Изменение наклона направляющих 17 и связанных с ними шпинде,ей фрез 14 в зависимости от различной ширины заготовки производится уппортами 21 при помощи связанных с ними ползунов 19 и направляющх 17.
Шарнир 18 направляющих 17 монтирован на вертикальном ползуне 2, перемещаемом посредством тяги 23 и взаимодействующим с постояным кулачком 24, связанным с рычагом 25, установленным на переставом центре качания. Кулачок 24 жестко закреплен на приводном валу 6, получающем вращение от электродвигателя 27 через клиноременную зредачу 28-29, червячный редуктор 30-31 и цилиндрические шетерни 32-33 и 34- При вращении кулачка 24 рычагу 25 через ролик 35 эобщается неравномерно качательное движение, которое тягами 23 пеедается механизму качания фуговальных фрез 14 для изменения профнля клепок по длине при использовании неподвижного стола. Рычаг 25 качается относительно оси 36 переставного центра качания. При смещении оси 36 маховичком 37 через червячную передачу 38-39 изменяется соотношение длин плечей рычага 25 и, следовательно, амплитуда колебания конца рычага 25 в месте присоединения тяги 23.
От фуговальных фрез М заготовка клепки цепным тран)-:портером i подается под верхнюю фрезу 40, которая производит обработку внешней поверхности клепки с лекальной выработкой. Верхняя фреза 40 установлена непосредственно на валу электродвигателя 41, подмоторная плпта которого жестко закреплена на валу рычага 42. Для получения лекальной выборки фреза 4G совершает качательное движение от сдвоенного кулачка 43 через рычаг 42.
В конце строжки внешней поверхности клепки последняя увлекается подающими роликами 44, которые проводят клепку пад фрезой 45, обрабатывающей внутреннюю поверхность клепки.
Подающие ролики 44 приводятся во вращение электродвигателем 27 через клиноременяую передачу 28-29, червячный редуктор 30-31 цепную передачу 46-47 и цилиндрические щестерни 48, 49 и5(9.
Привод механизмов агрегата состоит из гидравлической следящей системы, золотников 51, 52, 53 и 54 и исполнительных поршневых ци линдров, соединенных с насосом 55.
Управление золотниками 51, 52, 53 и 54 происходит при помощи ку лачков 56, 57 и 58, монтированных на приводном валу 26, который при водится во вращение от электродвигателя 27.
Агрегат действует при обработке клепок следующим образом.
От /:ети насоса 55 через спаренные золотники 51 и 52 рабочая жид кость подается в гидравлический цилиндр 5, поршень которого приводи в движение щиберы ) и при помощи трех собачек 2 подает из магазин; (на чертеже не показан) заготовку клепки к расположенным межд} второй и третьей собачками 2 двум дисковым пилам 7, которые обрезаю: заготовку по длине, и опа подается третьей собачкой . па приемный не подвижный стол цепного транспортера Р, при этом собачки 2 совершают возвратно-поступательное движение. Заготовка клепки проходит от магазина до приемного стола цепного транспортера 9 за три хода собачек 2 Скорость подачи заготовок регулируется дросселем 59.
На приемном столе цепного транспортера 9 заготовка клепки центрируется тремя упорами 10, получающими движение от штока цилиндре 13 через четырехзвенники 12.
Рабочая жидкость в 13 поступает из магистрали насоса 5L через золотник 55, управляемый кулачком 57, запирающий золотник 60 промежуточный цилиндр 61 и снова через запирающий золотник 60. Цилиндры 61 и 13 имеют один диаметр, вследствие чего вытесненная иг цилиндра 61 рабочая жидкость перемещает порщень цилиндра 13 на величину, равную ходу цилиндра 61. Сцентрированная заготовка оказывает жесткое сопротивление упорам 10, что вызывает повышение давления в магистрали и перемещение золотника 60, который запирает магистрали цилиндра 61. Перемещение цилиндра 61 вызывает перемещение следящего золотника 62 и устанавливает его в положение, соответствующее замеренной ширине клепки.
Затем от кулачка 58 золотник 54 соединяет нагнетающую магистраль со следящим золотником 62 и золотником 63- Рабочая жидкость из следящего золотника 62 через золотник 63 попадает в одну из полостей цилиндра 64 и перемещает его шток 65, связанный с суппортами 21. Перемещение последних заставляет повернуться вокруг шарнира 18 направляющие 17, вследствие чего подмоторные плиты электродвигателей 15 совершают движение около шарнира 16 и тем самым производят уста№ 117231 4 -
новку фуговальных фрез 14 на размер ширины заготовки клепки. При переключении золотника 54 кулачком 58 нагнетающая магистраль соединяется с прижимами 66 и золотником 53, в результате чего оба канала цилиндра 64 запираются, что фиксирует положение суппортов 21.
После установки фуговальных фрез 14 на размер ширины заготовки :слепки и их фиксации цепной транспортер 9 проводит заготовку через |)угоБальные фрезы 14, которые производят фигурную фуговку кромок клепки. Во время фуговки фрезы 14 совершают качательное движение при помощи постоянного кулачка 24, который сообщает качание через эолик 35 рычагу 25 с переставным центром качания. Рычаг 25 передает движение ползуну 22, что вызывает вертикальное перемещение направляющих 17 и заставляет подмоторные плпты с электродвигателями 15 и фуговальные фрезы 14 совершать качательное движение около шарнизов 16, Величина качания зависит от соотношения плеч рычага 25, котозые изменяюТ|:я в зависимости от установки оси переставного центра качания. Профиль кромок клепки по длине при использовании неподвижного стола получается за счет изменения расстояния между шпинделями |зрез 14 в горизонтальной плоскости с сохранением угла наклона их.
По окончании фуговки кулачок 57 перемещает золотник 53, вслед;твие чего нагнетающая магистраль соединяется с цилиндром 13 и зо отником 60, который открывает оба канала цилиндра 61. При этом вытесненная из цилиндра 13 рабочая жидкО(Сть попадает в цилиндр 61 и 7еремещает его в исходное положение.
Механизм центрирования и замера ширияы клепки подготовлен к приему следующей клепки, и но получении команды от кулачка 57 цикл повторяется.
После фугования заготовки клепки она цепным транспортером 9 юдается под фрезу 40, которая производит лекальную обработку внеш1ей поверхности клепки, затем клепка увлекается подающими роликами М, проводящими ее над нижней фрезой 45, обрабатывающей внутрен1ЮЮ поверхность клепки, а затем клепка сбрасывается в соответствуюцую тару.
Предмет изобретения
1.Агрегат для обработки клепки остова бочек, выполненный в виде оследовательно установленных магазина для заготовок, механизма по1тучного извлечения их из магазина, концеравнительного механизма с ,вумя дисковыми пилами, цепного транспортера и роликов для перемещения клепок, механизма центрирования клепок, двух фуговальных )рез, шпиндели которых установлены на шарнирно соединенных направ;яющих, механизма для установки фуговальных фрез в зависимости от шрины клепок, двух фрез для обработки внутренней и внешней поверх:остей клепок и привода, отличающийся тем, что, с целью повыаения точности его работы, он снабжен приводным кулачковым валом с правляемым посредством золотников гидравличе|:ким приводом с исолнительными поршневыми цилиндрами для приведения в действие меанизмов поштучного извлечения заготовок из магазина, центрирования лепок и уста-новки фуговальных фрез на ширину обрабатываемой лепки.
2.Форма выполнения агрегата по п. 1, отличающаяся тем, что (еханизм поштучного извлечения заготовок из магазина, подачи их к .исковым пилам и на транспортер снабжен шиберами с собачками для ахвата заготовок, возвратно-поступательно перемещаемыми штоком оршня приводного гидравлического цилиндра посредством реечно-шетеренчатай передачи.
3.Форма выполнения агрегата по пи. 1 и 2, отличающаяся тем, что механизм центрирования клепок выполнен в виде взаимодействующих с клепкой упоров, установленных на соединенных зубчатыми секторами двух четырехзвенниках, один из которых соединен со штоком поршня приводного гидравлического цилиндра4.Форма выполнения агрегата по пп. 1, 2иЗ, отличающаяся тем, что, с целью обеспечения изменения наклона направляющих шпинделей фрез в зависимости от различной ширины заготовки, шпинде аи фрез посредством шарнирных серег соединены со .станиной агрегата, а направляющие и их шарнир монтированы на трех вертикальных ползунах, из которых ползуны направляющих соединены с горизонтальными связанными реечно-шестеренчатой передачей суппортами, переставляемыми гидравлической следящей системой, измеряющей ширину заготовки.
5.Форма выполнения агрегата по п. 4, отличающаяся тем, что гидравлическая следящая система для перестановки суппортов выполнена в виде золотников и поршневых гидравлических цилиндров, устанавливаемых рабочей жидкостью, вытесняемой приводным гидравлическим цилиндром механизма центрирования клепок.
6.Форма выполнения агрегата по пп. 1, 2, 3, 4 и 5, о т л и ч а ю щ а яся тем, что, с целью изменения профиля клепок по длине при использовании неподвижного стола и одного постоянного кулачка, вертикальный ползун, несущий шарнир направляющих, посредством тяг соединен с рычагом, установленным на переставном центре качания и приводимым в движение кулачком приводного вала.
7.Форма выполнения агрегата по пп. 4 и 5, отличающаяся тем, что, с целью фиксирования положения суппортов, он снабжен гидравлическими цилиндрами, штоки поршней которых использованы для фиксирования положения суппортов.
№ 117231 jjjw УН
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сшивки деревянных щитков | 1959 |
|
SU131078A1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| Клепкофуговальный станок | 1984 |
|
SU1167007A1 |
| ДИСКОВЫЙ КЛЕПКОФУГОВАЛЬНЫЙ СТАНОК | 2006 |
|
RU2333830C2 |
| Многосторонний фуговально-строгальный станок | 1987 |
|
SU1562136A1 |
| ШЛИФОВАЛЬНО-ОБДИРОЧНЫЙ СТАНОК | 1964 |
|
SU222895A1 |
| Станок для ротационной вытяжки | 1979 |
|
SU829262A1 |
| "Устройство для шлифования гнутых деталей из древесины "Адзура" | 1990 |
|
SU1776223A3 |
| Автооператор к станку для шлифования буртиков внутренних колец роликоподшипников | 1959 |
|
SU128326A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМОВКИ ПОДОШВ, СТЕЛЕК И ТОМУ ПОДОБНЫХ ОПЕРАЦИЙ | 1938 |
|
SU60813A1 |