Изобретение относится к области металлообработки и может быть использовано при правке круглого и профильного проката, а также листового материала.
Известно устройство для правки изделий с растяжением [1], содержащее зажимные головки с верхними и нижними клиновыми захватами, установленными с возможностью перемещения относительно неподвижных клиновых элементов и шарнирно связанными посредством тяг с общей траверсой, соединенной с гидроцилиндром.
Недостатком этого устройства является сложность конструкции привода подвижных клиновых элементов вследствие наличия большого количества промежуточных деталей.
Известно устройство для правки изделий растяжением [2], конструкция которого принята за прототип, содержащее силовой механизм, зажимные головки с верхними и нижними захватами и гидроприводом для предварительного зажима изделия, имеющего гидроцилиндры, линию подачи высокого давления от станции и сливную магистраль.
Недостатком этого устройства является то, что при снятии рабочего давления с цилиндров силового механизма одновременно снимается высокое давление с гидроцилиндров зажима изделия.
Кроме этого, усилие зажима не регулируется для каждого конкретного изделия.
Задача, решаемая предлагаемым изобретением, заключается в обеспечении возможности фиксирования захватов зажимных головок после снятия рабочей нагрузки и выбора усилия зажима для каждого конкретного изделия.
Эта задача решается следующим образом: в известном устройстве для правки изделий растяжением, содержащем силовой механизм, зажимные головки с верхними и нижними захватами и гидроприводом для предварительного зажима изделия, имеющего гидроцилиндры, линию подачи высокого давления от станции и сливную магистраль, согласно изобретению оно снабжено обратным клапаном, установленным в линии подачи высокого давления от станции гидропривода для предварительного зажима изделия, установленным в сливной магистрали, упомянутого гидропривода, предохранительным клапаном с механизмом установки заданного усилия зажима изделия и механизмом соединения гидроцилиндров со сливом при достижении реактивного давления в гидроцилиндрах величины заданного давления, созданного силовым механизмом, сливная магистраль подключена между обратным клапаном и гидроцилиндрами, при этом захваты выполнены клиновыми и установлены с возможностью перемещения в неподвижных клиновых элементах.
На фиг. 1 чертежа изображен общий вид предлагаемого устройства.
На фиг. 2 чертежа изображена схема гидропривода предварительного зажима.
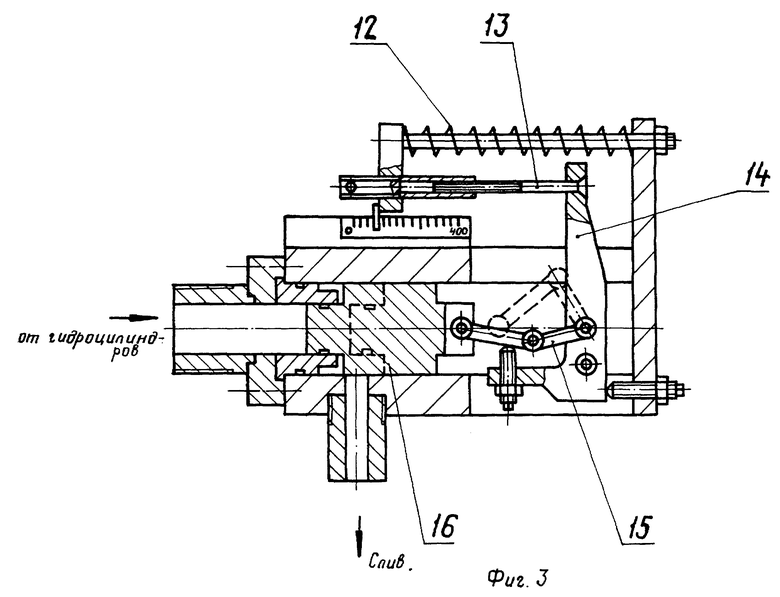
На фиг. 3 чертежа изображен общий вид предохранительного клапана.
Устройство для правки изделий растяжением содержит две зажимные головки, состоящие из неподвижных клиновых элементов 1, подвижных клиновых элементов 2, губок 3, удерживающих исправляемое изделие 4, а также гидропривод перемещения подвижных клиновых элементов 2 и реверсивный механизм 5 перемещения головок.
Гидропривод перемещения подвижных клиновых элементов 2 состоит из гидроцилиндров 6, вмонтированных в клиновые элементы 2, связанных с гидростанцией 7 линией высокого давления 8, в которой установлен обратный клапан 9. Между обратным клапаном 9 и гидроцилиндрами 6 к линии высокого давления 8 подсоединена сливная магистраль 10, в которой установлен предохранительный клапан 11.
Предохранительный клапан 11 имеет механизм установки заданного давления в виде силовых пружин 12, взаимодействующих через тягу 13 с двуплечим рычагом 14, который посредством ломающегося рычага 15 связан с затвором 16, перекрывающим слив и воспринимающим реактивное усилие в гидроцилиндрах 6 от действия силового механизма 17, в данном случае пресса.
Устройство работает следующим образом.
Механизмом 5 зажимные головки устанавливаются на требуемую длину исправляемого изделия 4.
Подвижная поперечина пресса находится в верхнем положении, что соответствует максимальному расстоянию между губками устройства по высоте, подвижные клиновые элементы 2 находятся в крайнем исходном положении - сдвинуты к вертикальной оси пресса. Гидроцилиндры 6 перемещения подвижных клиновых элементов 2 находятся под давлением, создаваемым гидростанцией 7.
На предохранительном клапане 11 установлено заданное усилие его срабатывания, соответствующее необходимому для данного изделия усилию предварительного прижима.
Исправляемое изделие 4 заводится в проем между губками 3 и укладывается на нижние губки. Подвижная поперечина пресса холостым ходом опускается до упора верхними губками в исправляемое изделие 4.
В рабочие цилиндры пресса подается рабочее давление, при этом губки 3 начинают внедряться в поверхностные слои изделия и в гидроцилиндрах 6 начинает возрастать реактивное давление от рабочего усилия, и в момент, когда его величина достигает уровня давления, создаваемого гидростанцией 7, обратный клапан 9 отсечет гидроцилиндр 6 от гидростанции 7, образуя замкнутую систему.
Дальнейшее повышение давления в этой системе возрастает до заданного значения, установленного на предохранительном клапане 11, после чего клапан 11 срабатывает, так как затвор 16 воспринимает давление системы, преодолевая усилие от пружин 12 через ломающийся рычаг 15, поворачивает двуплечий рычаг 14; ломающийся рычаг 15 переходит через ось совмещения и не препятствует движению затвора 16, при этом система соединяется со сливом.
С этого момента начинается движение подвижных клиновых элементов 2 по плоскостям их скольжения и растяжения исправляемого изделия.
При достижении заданной величины вытяжки изделия снимается давление с рабочих цилиндров пресса, подвижные элементы 2 при этом остаются на месте, т. к. давление в цилиндрах 6 отсутствует, и не повреждает изделие. Исправленное изделие удаляется из рабочей зоны, а в гидроцилиндры 6 вновь подается давление от станции 7, возвращая подвижные элементы 2 в исходное положение.
В такой последовательности устройство работает до новой перенастройки.
Источники информации
1. А. З. Слоним, А.Л. Сонин. "Машины для правки листового и сортового материала". М., Машиностроение, 1975 г., стр. 81, фиг. 33.
2. Авторское свидетельство СССР N 310709, МКИ B 21 D 3/12.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРАВКИ ИЗДЕЛИЙ РАСТЯЖЕНИЕМ | 2000 |
|
RU2189880C2 |
| ЗАЖИМНАЯ ГОЛОВКА ПРАВИЛЬНО-РАСТЯЖНОЙ МАШИНЫ | 2000 |
|
RU2196654C2 |
| ЗАЖИМНАЯ ГОЛОВКА ПРАВИЛЬНО-РАСТЯЖНОЙ МАШИНЫ | 2000 |
|
RU2196653C2 |
| ТЯГОВО-ТОРМОЗНАЯ ЛЕБЕДКА ДЛЯ УСТАНОВКИ КОНТАКТНОГО ПРОВОДА ЖЕЛЕЗНОЙ ДОРОГИ | 2001 |
|
RU2205786C1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЛИТЫХ ЗАГОТОВОК ПОД ПРОШИВКУ | 1995 |
|
RU2102166C1 |
| УСТАНОВКА ДЛЯ ОБВЯЗКИ БУНТОВ | 1993 |
|
RU2054363C1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПОД ПРОШИВКУ | 1999 |
|
RU2196651C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2000 |
|
RU2207203C2 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТА ПРОКАТА | 1993 |
|
RU2067957C1 |
| УСТРОЙСТВО К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ ПОВЕРХНОСТЕЙ С ПЕРЕМЕННЫМ ШАГОМ | 2007 |
|
RU2359791C2 |

Устройство предназначено для правки круглого профильного проката, а также листового материала. Устройство содержит две зажимные головки с верхними и нижними захватами, выполненными в виде неподвижных клиновых элементов. подвижных клиновых элементов, губок, удерживающих исправляемое изделие, а также гидропривод перемещения подвижных клиновых элементов и реверсивный механизм перемещения головок. Гидропривод перемещения подвижных клиновых элементов состоит из гидроцилиндров, вмонтированных в клиновые элементы, связанных с гидростанцией линией высокого давления, в которой установлен обратный клапан. Между обратным клапаном и гидроцилиндрами к линии высокого давления подсоединена сливная магистраль, в которой установлен предохранительный клапан. Предохранительный клапан имеет механизм установки заданного давления с механизмом соединения гидроцилиндров со сливом. Повышается качество правки за счет обеспечения фиксирования подвижных клиновых элементов после снятия нагрузки и выбора усилия зажима для каждого изделия. 3 ил.
Устройство для правки изделий растяжением, содержащее силовой механизм, зажимные головки с верхними и нижними захватами и гидроприводом для предварительного зажима изделия, имеющего гидроцилиндры, линию подачи высокого давления от станции и сливную магистраль, отличающееся тем, что оно снабжено обратным клапаном, установленным в линии подачи высокого давления от станции гидропривода для предварительного зажима изделия, установленным в сливной магистрали упомянутого гидропривода предохранительным клапаном с механизмом установки заданного усилия зажима изделия и механизмом соединения гидроцилиндров со сливом при достижении реактивного давления в гидроцилиндрах величины заданного давления, созданного основным силовым механизмом, сливная магистраль подключена между обратным клапаном и гидроцилиндрами, при этом захваты выполнены клиновыми и установлены с возможностью перемещения в неподвижных клиновых элементах.
| УСТРОЙСТВО ДЛЯ ПРАВКИ ЛИСТОВОГО МАТЕРИАЛА РАСТЯЖЕНИЕМ | 0 |
|
SU310709A1 |
| 0 |
|
SU308791A1 | |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПРОКАТА РАСТЯЖЕНИЕМ | 0 |
|
SU258240A1 |
| Зажимное устройство к правильно-растяжной машине | 1975 |
|
SU533423A1 |
| GB 1045556, 19.03.1963 | |||
| US 3881341, 06.05.1975. | |||

