Изобретение относится к трубопрокатному производству, а именно к вспомогательному оборудованию прошивных станов, а точнее к устройствам для зацентровки заготовок под прошивку.
Известно устройство для зацентровки литых заготовок под прошивку, см. патент РФ №2102166, кл. В21В 39/14, заявл. 12.05.1995 г., опубл. 20.01.1998 г.
Устройство содержит транспортное средство, станину с наклонными направляющими, зажимной механизм с гидроцилиндром зажима, стержень с бойком, гидроцилиндр его вдавливания и упор для заготовки. Зажимной механизм выполнен в виде клиновых губок, расположенных под углом 120° друг к другу. В направляющих станины установлены штанги, которые одним концом шарнирно связаны с клиновыми губками, а другим - посредством тяг с корпусом гидроцилиндра зажима.
Недостатком известной конструкции устройства для зацентровки заготовок под прошивку является низкая точность центрирования заготовок, обусловленная тем, что стержень с бойком перемещается в концентричных подвижных корпусах, расположенных в центральной расточке станины и имеющих двойные и тройные посадки. Кроме того, механизм сведения губок, имеющий множество шарниров, дает дополнительные погрешности при центрировании и, следовательно, некачественную зацентровку.
Взаимодействие клиновых губок с наклонными направляющими станины обеспечивается пружинными упорами, ручная регулировка которых может привести к неодновременному касанию клиновых губок к заготовке, что влечет за собой неполноценный зажим, возможную поломку тяги и порчу клиновой губки, а это отрицательно сказывается на точности зацентровки заготовок, надежности и долговечности устройства.
Кроме того, низкая надежность и долговечность устройства обусловлена повышенным износом направляющих и поломкой механизма, так как стержень с бойком имеет «трехопорность», вызывающую подклинивание его при перемещении. Наличие в механизме зажима заготовки многочисленных шарниров отрицательно сказывается на надежности и долговечности устройства.
Из известных устройств для зацентровки заготовок под прошивку наиболее близким по технической сущности является устройство, описанное в патенте РФ №2196651, кл. В21В 19/00, заявл. 13.05.99 г., опубл. 20.01.2003 г.
Устройство содержит транспортное средство, станину с наклонными направляющими, зажимной механизм, стержень с бойком, гидроцилиндр его вдавливания и упор для заготовки. Зажимной механизм выполнен в виде расположенных через 120° по отношению друг к другу клиновых губок. В расточках станины смонтирован полый цилиндрический корпус, внутри которого расположен стержень с бойком. Клиновые губки взаимодействуют с наклонными направляющими станины и соединены посредством тяг через шарниры с гидроцилиндрами зажима.
Недостаток известной конструкции устройства заключается в низкой точности зацентровки заготовок, обусловленной тем, что взаимодействие клиновых губок с наклонными направляющими станины осуществляется пружинными упорами, ручная регулировка которых может привести к неодновременному касанию клиновых губок к заготовке, что влечет за собой неполноценный зажим, возможную поломку тяги и порчу клиновой губки и, как следствие, низкую надежность и долговечность устройства. Кроме того, тяги, связывающие клиновые губки с ползуном, имеют шарнир в одной плоскости, что может повлечь за собой заклинивание клиновых губок при допустимых отклонениях выполнения наклонных направляющих станины и мест присоединения тяг к ползуну. Это отрицательно сказывается на точности зацентровки заготовок, а также на надежности и долговечности устройства.
Данное устройство не может применяться при зацентровке широкого диапазона диаметров заготовок.
Соединение штока гидроцилиндра выдавливания и стержня с бойком при наличии допустимых отклонений механообработкой концентрических расточек в корпусных деталях устройства может привести к несоосности штока гидроцилиндра выдавливания и стержня с бойком, что повлечет за собой заклинивание стержня с бойком в корпусе и возможную поломку деталей.
Задача настоящего изобретения состоит в создании устройства, позволяющего производить точную зацентровку широкого диапазона диаметра заготовок, а также повысить надежность и долговечность устройства.
Поставленная задача достигается тем, что устройство для зацентровки заготовок под прошивку, содержащее транспортное средство, станину с наклонными направляющими и упором, подвижно установленный в наклонных направляющих станины механизм зажима заготовок, состоящий из клиновых губок, расположенных под углом 120° друг к другу и шарнирно соединенных тягами с ползуном, смонтированный в расточках станины полый цилиндрический корпус, внутри которого подвижно установлен стержень с бойком, соединенный с гидроцилиндром его перемещения, согласно изобретению снабжено шарнирно соединенным со станиной рычажным механизмом ее подъема-опускания и быстроразъемной муфтой, связывающей стержень, несущий боек, с гидроцилиндром его перемещения, а тяги, соединяющие клиновые губки с ползуном, снабжены сферическими шарнирами и связаны с гидроцилиндрами зажима, кроме того, клиновые губки выполнены радиусными и сменными для каждого диаметра заготовки, а соединение их с наклонными направляющими станины выполнено в виде «ласточкина хвоста», при этом механизм подъема-опускания выполнен в виде двух двуплечих рычагов, связанных между собой тягой и механизмом регулировки с электроприводом.
Такое конструктивное выполнение устройства для зацентровки заготовок под прошивку позволяет выполнить зацентровку точно по оси заготовки, а также повысить надежность и долговечность устройства.
Это достигается за счет введения рычажного механизма, шарнирно соединенного со станиной, позволяющего осуществлять точную настройку бойка по оси заготовки широкого диапазона диаметра заготовок. За счет размещения быстроразъемной муфты, позволяющей компенсировать перекосы между стержнем, несущим боек, и гидроцилиндром его перемещения, исключаются поломки, а, следовательно, повышается надежность устройства. Снабжение сферическими шарнирами тяг, соединяющих клиновые губки с ползуном, позволяет исключить заклинивание клиновых губок в местах присоединения их к наклонным направляющим станины, что положительно сказывается на надежности и долговечности устройства. Выполнение клиновых губок радиусными и сменными для каждого диаметра заготовок обеспечивает надежность зажима заготовок при сохранении геометрических размеров торца заготовок. Кроме того, выполнение подвижного соединения клиновых губок с наклонными поверхностями станины при помощи соединения «ласточкин хвост» обеспечивает одновременное касание губок заготовки, что исключает смещение заготовки относительно оси бойка.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображено устройство для зацентровки заготовок под прошивку, вид спереди;
на фиг.2 - то же, вид по стрелке А на фиг.1;
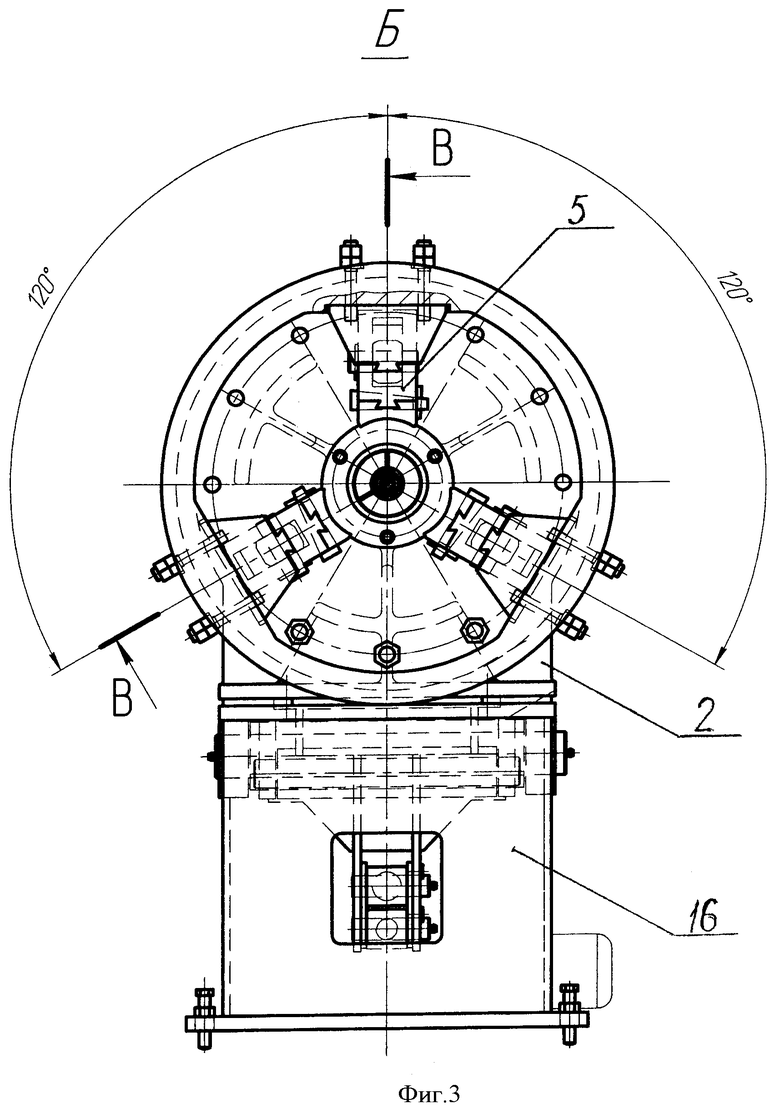
на фиг.3 - то же, вид по стрелке Б на фиг.1;
на фиг.4 - то же, разрез В-В на фиг.3.
Устройство для зацентровки заготовок под прошивку содержит транспортное средство 1, станину 2 с наклонными направляющими 3 и упором 4, механизм зажима заготовок, состоящий из клиновых губок 5, расположенных под углом 120° друг к другу, выполненных радиусными и сменными для каждого диаметра заготовки 22, подвижно установленных в направляющих станины 2 при помощи «ласточкина хвоста» и шарнирно соединенных с тягами 6. Тяги 6 с другой стороны связаны с ползуном 7 сферическими шарнирами 8, который, в свою очередь, шарнирно связан с гидроцилиндрами зажима 9, расположенными под углом 120° друг к другу и закрепленными в станине 2. Ползун 7 подвижно установлен на полом цилиндрическом корпусе 10, смонтированном в расточках станины 2. Внутри корпуса 10 подвижно установлен стержень 11 с бойком 12, соединенный с гидроцилиндром 13 его перемещения посредством быстроразъемной муфты 14. Станина 2 посредством кронштейнов 15 соединена с шарнирно установленным на стойках 16 рычажным механизмом ее подъема-опускания. Рычажный механизм подъема-опускания станины 2 выполнен в виде двух двуплечих рычагов 17, 18, связанных между собой тягой 19 и механизмом регулировки 20 с электроприводом 21.
Устройство работает следующим образом.
При помощи механизма регулировки 20 посредством двуплечих рычагов 17, 18 и кронштейнов 15 устройство для зацентровки заготовок под прошивку занимает исходное положение по высоте для совмещения центра заготовки 22 и центра бойка 12. Горячая заготовка 22 подается транспортным средством 1 к устройству до упора 4 и останавливается. Одновременно срабатывают три гидроцилиндра зажима 9, при этом ползун 7 перемещается по полому цилиндрическому корпусу 10, а клиновые губки 5 посредством тяг 6, перемещаясь в наклонных направляющих 3 станины 2, зажимают заготовку 22. Далее срабатывает гидроцилиндр 13, при этом стержень 11 с бойком 12, перемещаясь внутри полого цилиндрического корпуса 10, совершает ход, при котором боек 12 вдавливается в центр заготовки 22. По окончании зацентровки производится извлечение бойка 12 из заготовки 22 обратным ходом гидроцилиндра 13, после чего ползун 7 обратным ходом гидроцилиндров зажима 9 возвращается в исходное положение, а клиновые губки 5 разжимают заготовку 22. Далее заготовка 22 с центровым отверстием отводится транспортным средством 1 от установки и передается на следующую операцию.
Предложенное устройство для зацентровки заготовок под прошивку по сравнению с известными позволит повысить точность зацентровки широкого диапазона диаметра заготовок, а также повысить его надежность и долговечность.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПОД ПРОШИВКУ | 1999 |
|
RU2196651C2 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЛИТЫХ ЗАГОТОВОК ПОД ПРОШИВКУ | 1995 |
|
RU2102166C1 |
| Гидравлическое устройство для зацентровки заготовок перед прошивкой | 1989 |
|
SU1657267A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПЕРЕД ПРОШИВКОЙ | 2017 |
|
RU2645844C1 |
| Устройство для подготовки заготовок к прошивке | 1988 |
|
SU1625537A1 |
| Устройство для подготовки заготовки к прошивке | 1981 |
|
SU1025472A1 |
| Зацентровщик трубной заготовки | 1990 |
|
SU1801637A1 |
| Клещевая подача к горячештамповочному прессу | 1989 |
|
SU1690920A1 |
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ЗАГОТОВКИ ПОД ПРОШИВКУ | 2008 |
|
RU2364453C1 |
| Устройство для подготовки заготовки под прошивку | 1981 |
|
SU997866A1 |


Изобретение относится к трубопрокатному производству, а именно к вспомогательному оборудованию прошивных станов, а точнее к устройствам для зацентровки заготовок под прошивку. Устройство содержит транспортное средство, станину с наклонными направляющими и упором, механизм зажима заготовок, состоящий из клиновых губок, расположенных под углом 120° друг к другу и шарнирно соединенных тягами с ползуном, полый цилиндрический корпус, внутри которого подвижно установлен стержень с бойком, соединенный с гидроцилиндром его перемещения. Механизм зажима заготовок подвижно установлен в наклонных направляющих станины. Станина шарнирно соединена с рычажным механизмом ее подъема-опускания. Стержень с бойком связан с гидроцилиндром его перемещения посредством быстроразъемной муфты. Тяги, соединяющие клиновые губки с ползуном, снабжены сферическими шарнирами и связаны с гидроцилиндрами зажима. Клиновые губки выполнены радиусными и сменными для каждого диаметра заготовки, а соединение их с наклонными направляющими станины выполнено в виде «ласточкина хвоста». Механизм подъема-опускания выполнен в виде двух двуплечих рычагов, связанных между собой тягой и механизмом регулировки с электроприводом. Изобретение позволяет производить точную зацентровку заготовок широкого диапазона диаметров, а также повысить надежность и долговечность устройства. 1 з.п. ф-лы, 4 ил.
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЗАГОТОВОК ПОД ПРОШИВКУ | 1999 |
|
RU2196651C2 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЛИТЫХ ЗАГОТОВОК ПОД ПРОШИВКУ | 1995 |
|
RU2102166C1 |
| RU 95107585 A1, 20.02.1997 | |||
| Устройство для зацентровки трубной заготовки | 1975 |
|
SU541513A1 |
| Устройство для зацентровки трубной заготовки под прошивку | 1977 |
|
SU727245A1 |
| US 4103530 A1, 01.08.1978. | |||

