Изобретение относится к абразивной промышленности, в частности к устройствам для получения шлифовальных кругов.
Известна пресс-форма для изготовления шлифовальных кругов, содержащая кольцевую обойму с центральной цилиндрической вставкой, кондукторный диск с отверстиями под стержни, нижний диск, оснащенный гайками с каркасами, смонтированными посредством болтов.
Недостатком этой конструкции является сложность извлечения стержней из заготовки заформованного круга ввиду значительных сил трения на контактной поверхности, связанные с этим простои оборудования, интенсивный износ стержней, низкое качество заготовок в связи с неравномерным распределением абразивной массы, большая доля ручного труда.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемому изобретению является пресс-форма для формования рифленых шлифовальных кругов, содержащая кольцевую обойму с центральной цилиндрической вставкой, кондукторный диск с установленными в нем элементами формования отверстий в виде стержней с коническими наконечниками, установленными в верхней части устройства. В верхней части устройства расположен скрепляющий диск, в котором смонтированы пружины, выполняющие функцию механизма подъема скрепляющего диска и извлечения стержней. Пресс-форма снабжена кольцевой плитой, расположенной в нижней части, в которой смонтированы посредством болтов гайки с каркасами. Имеются направляющие колонки.
Данная пресс-форма по сравнению с ранее указанным аналогом повышает равномерность распределения абразивной массы в результате рационального расположения в ней стержней и гаек. Однако извлечение стержней остается затруднительным, из-за ограниченных размеров пресс-формы не представляется возможным разместить пружины требуемой жесткости в необходимом количестве и силы трения на поверхности стержней остаются выше силы упругой разгрузки пружин, в конечный момент извлечения происходит резкий выброс верхней плиты со стержнями вследствие мгновенной упругой разгрузки пружин в результате окончательного снятия сил трения. При этом возрастает травмоопасность, износ стержней попрежнему высок, длительны простои оборудования, существенно усложняется конструкция пресс-формы.
Таким образом, основными недостатками наиболее близкого аналога являются низкая надежность, затрудненность извлечения стержней, повышенная травмоопасность, интенсивный износ стержней.
Решаемая изобретением задача повышение надежности работы, облегчение извлечения стержней и снижение их износа.
Поставленная задача достигается тем, что в известной пресс-форме для формования рифленых шлифовальных кругов, содержащей кольцевую обойму с центральной цилиндрической вставкой, кондукторный диск с установленными в нем элементами формования отверстий в виде стержней с коническими наконечниками, кольцевую плиту со смонтированными в ней посредством болтов гаек с каркасами, согласно изобретению на конце каждого стержня со стороны конического наконечника выполнены торцевые уступы, а в кондукторном диске расточки, пресс-форма снабжена фланцевыми втулками и трубками из упругого материала с низким коэффициентом трения, фланцевые втулки размещены на стержнях в указанных расточках, а трубки установлены на стержнях между их торцевыми уступами и торцевыми поверхностями фланцевых втулок, причем последние размещены с возможностью осевого перемещения, контакта с торцевыми поверхностями трубок и их деформирования.
То, что на стержни надеты трубки из упругого материала с низким коэффициентом трения, а фланцевые втулки, взаимодействующие с упомянутыми трубками, имеют возможность определенного перемещения относительно стержней в направлении оси формования, позволит уменьшить силы трения между абразивным материалом и поверхностью стержней на стадии их извлечения за счет упругого восстановления трубками первоначальной формы после их расширения в пределах упругих свойств в процессе деформации абразивного материала. Это обеспечит извлечение стержней после формования отверстий без застревания и приложения дополнительных усилий, сохранит их целостность, снизит износ.
Предлагаемая пресс-форма приведена на чертеже, где позиция I соответствует положению стержня с надетой на него трубкой в заключительной стадии формования, а поз. II после снятия усилия формования.
Пресс-форма для формования рифленых шлифовальных кругов состоит из кольцевой обоймы 1 с центральной цилиндрической вставкой 2. Между обоймой 1 и вставкой 2 в нижней части пресс-формы расположена кольцевая плита 3 со смонтированными в ней гайками 4 с каркасами 5 посредством болтов 6. В верхней части пресс-формы расположен кондукторный диск 7, в котором установлены стержни 8, выполненные с коническими наконечниками 9, на стержни между торцевыми уступами наконечников и торцевыми поверхностями фланцевых втулок надеты трубки 10 из упругого материала с низким коэффициентом трения. Фланцевые втулки 11, в которых посредством гаек 12 закреплены стержни 8, смонтированы в расточках 13 кондукторного диска 7. Стержни 8 размещены с возможностью осевого перемещения, контакта с торцевыми поверхностями трубок 10 и их деформирования.
Пресс-форма работает следующим образом.
Пространство между кольцевой обоймой 1, цилиндрической вставкой 2 и кольцевой плитой 3 заполняют абразивной массой. Затем кондукторный диск 7 со стержнями 8 устанавливают между обоймой 1 и вставкой 2 и прикладывают к нему усилие формования, перемещая его вниз. Формование отверстий ведется преимущественно коническими наконечниками 9 стержней 8, а трубки 10 упруго деформируются под воздействием сжимающих усилий от перемещения контактирующих с ними подвижных фланцевых втулок 11. После снятия усилия формования упругие трубки 10 восстанавливают свою первоначальную форму, образуя зазор 14 между сформованным абразивным материалом и собственной поверхностью в пределах величины упругого деформационного расширения упомянутых трубок. По завершению формования кондукторный диск 7 перемещают вместе со стержнями 8 вверх. В результате образовавшегося зазора 14, низкого коэффициента трения материала трубок извлечение стержней происходит без каких-либо значительных усилий, стержни сохраняют свою целостность, сокращается их износ, работа становится безопасной.
Разработана опытная пресс-форма для формования заготовок шлифовальных кругов с размерами 600х75х305 мм. Стержни с коническими наконечниками с диаметром в осевой части 4 мм и длиной рабочей части 45 мм выполнены из стали ШХ15. Упругие трубки выполнены из капрона (как вариант трубки из пластиката) с диаметром 10 мм у основания и 7 мм у вершины конуса.
Прессование образцов показало, что извлечение стержней и поднятие кондукторного диска происходит без затруднений и потребности приложения значительных усилий.
Предлагаемую пресс-форму целесообразно применять при производстве шлифовальных рифленых кругов на предприятиях абразивной промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2095230C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2096166C1 |
| ДИСКОВЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2082598C1 |
| ПРЕСС-АВТОМАТ ДЛЯ ПРОИЗВОДСТВА МАКАРОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2134970C1 |
| ПАКЕР | 1992 |
|
RU2049223C1 |
| ПЛОМБА-ЗАПОР | 1997 |
|
RU2117998C1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ АБРАЗИВНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2101165C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБ ЖИДКОСТИ | 1995 |
|
RU2090856C1 |
| УНИТАРНЫЙ ПАТРОН | 1997 |
|
RU2114380C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2104145C1 |
Использование: абразивная промышленность, в частности получение шлифовальных рифленых кругов широкого сортамента. Сущность изобретения: пресс-форма содержит кольцевую обойму 1 с центральной цилиндрической вставкой 2, кондукторный диск 7 с элементами формования отверстий в виде стержней 8 с коническими наконечниками 9, кольцевую плиту 3 со смонтированными в ней посредством болтов 6 гаек 4 с каркасами 5, на конце каждого стержня 8 со стороны конического наконечника 9 выполнены торцевые уступы, а в кондукторном диске 7 - расточки 13, пресс-форма снабжена фланцевыми втулками 11 и трубками 10 из упругого материала с низким коэффициентом трения, фланцевые втулки 11 размещены на стержнях 8 в указанных расточках, а трубки 10 установлены на стержнях 8 между их торцевыми уступами и торцевыми поверхностями фланцевых втулок 11, причем последние размещены с возможностью осевого перемещения, контакта с торцевыми поверхностями трубок 10 и их деформирования. 1 ил.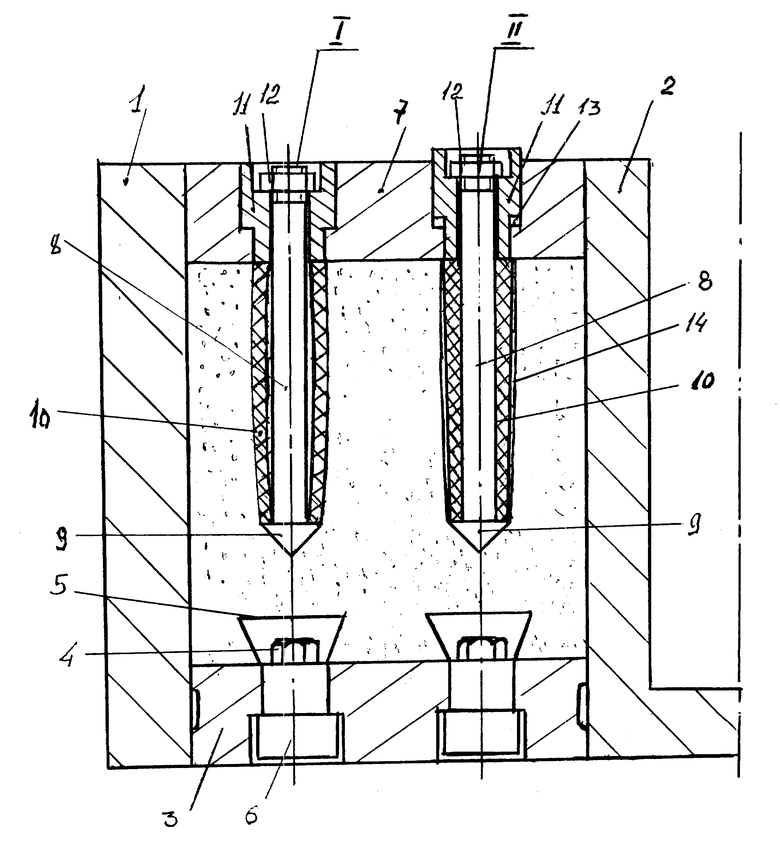
Пресс-форма для формования рифленых шлифовальных кругов, содержащая кольцевую обойму с центральной цилиндрической вставкой, кондукторный диск с установленными в нем элементами формования отверстий в виде стержней с коническими наконечниками, кольцевую плиту со смонтированными в ней посредством болтов гаек с каркасами, отличающаяся тем, что на конце каждого стержня со стороны конического наконечника выполнены торцевые уступы, а в кондукторном диске расточки, пресс-форма снабжена фланцевыми втулками и трубками из упругого материала с низким коэффициентом трения, фланцевые втулки размещены на стержнях в указанных расточках, а трубки установлены на стержнях между их торцевыми уступами и торцевыми поверхностями фланцевых втулок, причем последние размещены с возможностью осевого перемещения, контакта с торцевыми поверхностями трубок и их деформирования.
| Абразивы | |||
| Научно-технический реферативный сборник, вып.3 | |||
| - М., 1977, с.6, рис.2 г. |
